Изобретение относится к обработке материалов резанием и может быть использовано при изготовлении сборных лепестковых абразивных кругов, применяемых для зачистки, шлифования и полирования деталей машиностроения и ремонта железнодорожной техники и др.
Известен способ и устройство для сборки лепесткового абразивного круга, при котором в гнездо опорной плиты на установочный палец устанавливают фланец с резьбовыми отверстиями. На опорную плиту между обечайкой и ступицей фланца укладывают равномерно абразивные лепестки по всему контуру, причем последние укладывают под первоначальным углом 10-15° к образующей обечайке. Затем в кольцо, образованное абразивными лепестками, и на установочный палец вставляют фланец с отверстиями под винты, после чего фланцы стягиваются винтами. При стягивании фланцев винтами производится силовое воздействие на фланцы и через них на абразивные лепестки, которые при нагружении разворачиваются на угол α, а верхний фланец с отверстиями опускается, уплотняя абразивные лепестки, прижимая их друг к другу по всей поверхности их контакта (см. патент №2032525, В 24 D 13/04, 1995 г., Бюл. №10).
Недостатком известного способа и устройства для сборки лепесткового круга является то, что силовое нагружение, осаживание верхнего фланца с абразивными лепестками и сборка круга стягиванием фланцев винтами осуществляется одновременно. При таком способе сборки фланцев круга за счет силового воздействия от стягивания фланцев винтами практически невозможно создать максимальную плотность упаковки абразивных лепестков в зоне зажимных поверхностей фланцев. Недостаточная плотность упаковки лепестков приводит к снижению сил сцепления тканевой основы предыдущего абразивного лепестка с абразивным зерном последующего по всему замкнутому контуру, что снижает надежность сборного круга.
Указанные недостатки устранены в предлагаемом способе и устройстве для изготовления сборного лепесткового круга, при котором сначала под воздействием силового нагружения производят осаживание и поворот верхнего фланца и абразивных лепестков на заданную величину, а также предварительное напряженно-деформированное состояние круга, которое фиксируют, после чего осуществляют окончательную сборку круга стягиванием фланцев винтами.
Для обеспечения предварительного напряженно-деформированного состояния известное устройство для сборки дополняют прижимом и нажимной плитой, а для фиксации напряженно-деформированного состояния перед окончательной сборкой в обечайку ввинчивают шпильки, на которые надевается нажимная плита и фиксируется гайками.
Для силового нагружения, осаживания и создания предварительного напряженно-деформированного состояния можно использовать любой силовой исполнительный механизм, например пресс гидравлический, пневматический, ручной винтовой и др., а также использовать для этого шпильки устройства для сборки, но это менее производительно и не обеспечивает равномерной осесимметричной нагрузки.
При силовом нагружении происходит осаживание и поворот верхнего фланца одновременно вместе с осаживанием и поворотом абразивных лепестков на угол α.
Величина осаживания верхнего фланца и абразивных лепестков (ход прижима и нажимной плиты) в общем виде определяется по формуле:

где b - ширина абразивных лепестков,
α - угол наклона (поворота) абразивных лепестков,
а - высота конических кольцевых выступов на фланцах, значения которых выбирают в пределах 0,5-1,5 мм в зависимости от зернистости и материала тканевой основы шлифовальной шкурки.
Однако для создания напряженно-деформированного состояния осуществляют наклон абразивных на оптимальный угол α=45°, при котором в зоне зажимной поверхности фланцев устанавливается максимальная плотность упаковки абразивных лепестков и происходит вдавливание зерен в тканевую основу шлифовальной шкурки, при этом тканевая основа деформируется абразивными зернами, что увеличивает сцепление абразивных лепестков по всему замкнутому контуру и повышает надежность сборного лепесткового круга.
Указанному оптимальному наклону абразивных лепестков соответствует величина осаживания верхнего фланца и абразивных лепестков, определяемая по упрощенной формуле:

где 0,297 - коэффициент, соответствующий оптимальному углу наклона абразивных лепестков, равному 45°.
После осаживания верхнего фланца и абразивных лепестков на указанную величину и создания напряженно-деформированного состояния фиксируют это состояние завинчиванием до упора гаек на шпильках устройства для сборки и снимают внешнее нагружение от силового механизма, чем обеспечивается состояние предварительной сборки без стягивания фланцев винтами.
Затем через отверстия нажимной плиты, прижима и верхнего фланца в нижний фланец ввинчивают до упора зажимные винты, после чего отвинчивают гайки на шпильках, снимают нажимную плиту, прижим и вынимают собранный круг. В результате выполнения приведенных действий напряженно-деформированное состояние в устройстве для сборки снимается и передается на зажимные винты, что в окончательно собранном круге увеличивает его надежность и в дальнейшем при эксплуатации сборного лепесткового круга предохраняет винты от вывинчивания.
На чертеже схематически изображено устройство для изготовления сборного лепесткового круга в статическом состоянии после ввинчивания зажимных винтов.
Устройство состоит из опорной плиты 1, установочного кольца 2, обечайки 3, прижима 4, нажимной плиты 5, шпилек 6, гаек 7.
Способ изготовления сборного лепесткового круга в устройстве осуществляют следующим образом.
В гнездо опорной плиты 1 на установочный палец 2 устанавливают фланец 8 с резьбовыми отверстиями. На опорную плиту между обечайкой 3 и фланцем укладывают равномерно абразивные лепестки 9 по всему контуру. Затем в кольцо, образованное абразивными лепестками, и на установочный палец вставляют верхний фланец 10 с отверстиями, выполненными в виде кольцевых пазов под зажимные винты. Для обеспечения заданного направления осаживания лепестков их предварительно наклоняют на угол 10-15° легким постукиванием по всему контуру, после чего на верхний фланец устанавливают прижим 4, нажимную плиту 5, а на шпильки 6 наживляют гайки 7 до упора в нажимную плиту.
Затем нагружением усилием Р от внешнего силового исполнительного механизма через нажимную плиту прижим производят одновременное осаживание (ход) нажимной плиты, прижима, верхнего фланца и абразивных лепестков на величину, рассчитанную по формуле (2). При осаживании абразивных лепестков одновременно происходит их поворот и вместе с абразивными лепестками за счет абразивного сцепления их с верхним фланцем в зоне зажимной поверхности, последний поворачивается вокруг оси установочного пальца, не препятствуя осаживанию и повороту абразивных лепестков. Таким образом, верхний фланец участвует в сложном движении по винтовой линии.
Выбрав рассчитанный по формуле (2) ход, завинчивают гайки на шпильках до упора в нажимную плиту.
Выполнив вышеприведенные действия, снимают нагрузку от внешнего силового исполнительного механизма и убирают устройство для сборки из-под него, при этом напряженно-деформируемое состояние фиксируется и передается на шпильки. На этом заканчивается предварительная сборка лепесткового круга. Окончательную сборку круга выполняют в предварительно созданном напряженно-деформированном состоянии ввинчиванием в нижний фланец зажимных винтов 11 до упора в верхний фланец. Затем в обратной последовательности отвинчивают гайки на шпильках, снимают нажимную плиту, прижим и вынимают из обечайки сборный лепестковый круг.
Контрольным параметром при осуществлении предлагаемого способа в устройстве для сборки лепесткового круга является ход нажимной плиты при осаживании и повороте абразивных лепестков, рассчитанный по формуле (2). Этот параметр легко контролировать, устанавливая необходимый зазор между нажимной плитой и обечайкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1992 |
|
RU2032525C1 |
| Лепестковый абразивный круг | 1988 |
|
SU1627392A1 |
| Сборный лепестковый круг | 1991 |
|
SU1808679A1 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1991 |
|
RU2009865C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2241591C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1981 |
|
SU1018837A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
Изобретения относятся к обработке материалов резанием и могут быть использованы при изготовлении сборных лепестковых абразивных кругов, применяемых для зачистки, шлифования и полирования деталей машиностроения. Способ включает сборку абразивных лепестков и фланцев с одновременным стягиванием фланцев зажимными винтами. Осуществляют предварительную и последующую окончательную сборку круга. Предварительную сборку производят путем осаживания лепестков и верхнего фланца с созданием и фиксацией напряженно-деформированного состояния в круге. Одновременное стягивание фланцев зажимными винтами осуществляют в процессе окончательной сборки. Устройство для изготовления круга содержит опорную плиту, установочный палец и обечайку. Оно снабжено прижимом, нажимной плитой, шпильками и гайками для обеспечения предварительной сборки круга путем создания и фиксации в нем напряженно-деформированного состояния. Прижим выполнен с возможностью одновременного осаживания верхнего фланца круга и абразивных лепестков. В результате обеспечивается повышение надежности сборного круга. 2 н.п. ф-лы, 1 ил.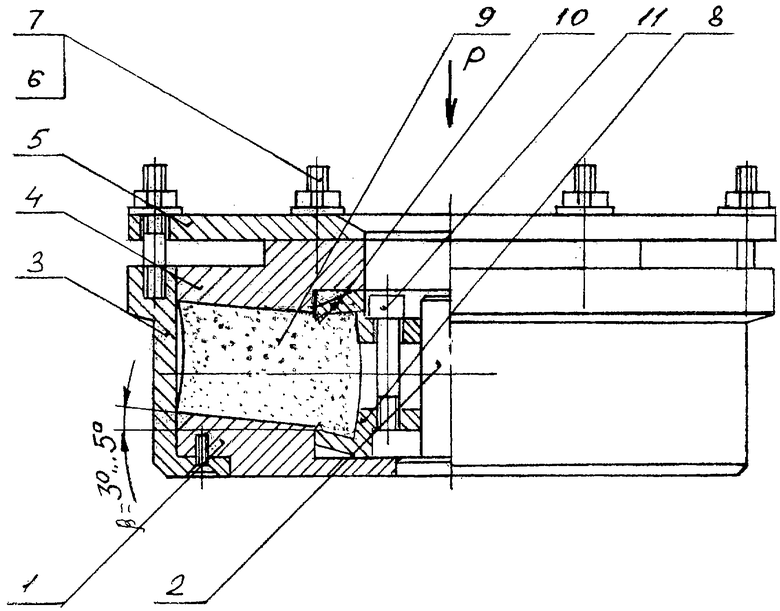
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1992 |
|
RU2032525C1 |
| Лепестковый абразивный круг | 1988 |
|
SU1627392A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| US 3468642 A1, 23.06.1969 | |||
| US 4523930 A1, 18.06.1985. | |||

