112
Изобретение относится к области шлифования металлов и сплавов, в частности к сборному абразивному инструменту с прерывистой режущей поверхно стью, работающему торцом круга, и может применяться для шлифования упорной резьбы налсимных винтов прокатных станов и т.д.
Целью изобретения является упрощение конструкции путем снижения количества крепежных элементов.
На фиг.1 показан сборный торцовый абразивный круг, осевое сечение; на
Л
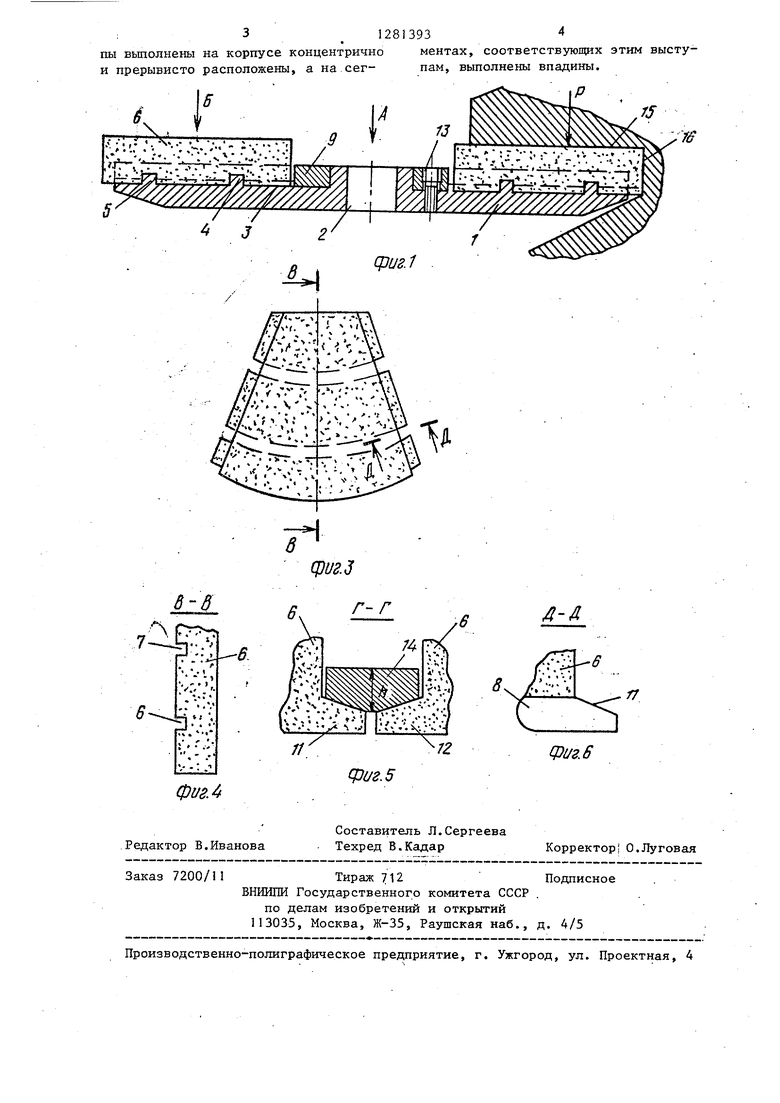
фиг.2 - вид А на фиг.1 на половину круга; на фиг.З - вид Б на абразив- ный сегмент; на фиг.4 - сечение В-В на фиг.З; на фиг.З - сечение Г-Г на фиг.2; на фиг.6 - разрез Д-Д на фиг.З
Сборный торцовый абразивный круг состоит из корпуса 1 с центральным посадочным отверстием 2. На базовом торце 3 вьтолнены окружные концентрические прерывающиеся выступы 4 и 5, предназначенные для удержания абразивных сегментов 6. В абразивных сегментах 6 с одной стороны выполнены окружные концентрические канавки 7 и 8, в которые входят выступы 4 и 5 корпуса при сборке круга. Закрепление абразивных сегментов 6 на корпусе i осуществляется фланцем 9, выполненным в виде диска с вырезами 10 по профилю, совпадающему с профилем сегментов 6. Уступы 11 и 12 с коническим дном абразивных сегментов 6 служат для осевого прижатия их к корпусу 1, Усилие .прижатия сегментов б к корпусу 1 создается затяжкой болтов 13 и оно передается сегментам 6 через радиальные лучи 14 фланца 9 # образованные после выполнения в ней вырезов 10.
Круг собирают следующим образом.
Корпус 1 устанавливают на верстак вверх прерывистыми кольцевыми выступами 4. и 5. Укладывают по окружности корпуса 1 абразивные сегменты 6 так, что канавки 7 и 8 попадают на выступы 4 и 5. Далее одевают фланец 9, при этом одной рукой раздвигают или сдвигают абразивные сегменты 6 по окружности так, что радиальные лучи 14 фланца 9 размещаются между абразивными сегментами 6. После этого стягивают корпус 1 и фланец 9 болтами 3 , при этом лучи 14 прижимают сегменты 6 к корпусу 1, Для равномерного закрепления сегментов 6 меж
32
у контактирующими поверхностями раиальных лучей 14 и абразивных сегентов ,6 устанавливают предварительно картонные прокладки.
После сборки круг правят по торцу и наружной цилиндрической прерывистой поверхности, после чего круг готов к работе.
В процессе работы абразивные сегменты 6 шлифуют упорную 15 и цилиндрическую 16 винтовые поверхности.
Установка абразивных сегментов 6 по концентрическим выступам 4 и 5 с большой длиной и закрепление их с
обеих сторон (по уступам 11 и 12, имеющим большую протяженность) обеспечивает высокую надежность закрепления элементов и их высокую прочность, поскольку сегменты б имеют развитые несущие сечения (т.е. большие площади сечений, воспринимающих нагрузки от сил резания и инерционных сил, возникающих при вращении инструмента) . Благодаря этому предлагаемый круг позволяет проводить шлифование, при подачах в 5-6 раз и с глубинами резания в 4-5 раз превьшающими подачу и глубину резания при сплошном шлифовании без разрушения сегментов б. Столь высокие режимы возможны ввиду того, что предлагаемый круг . имеет, кроме сказанного, высокую осевую жесткость за счет того, что сила резания Р (фиг.1), изгибающая инструмент, воспринимается металлическим корпусом 1, имеющим значительно более высокие прочностные характеристики по сравнению с прочностью абразивного материала.
Формула изобретения
1.Сборный торцовый абразивный
круг, на корпусе которого установле ны с помощью выступов и впаддн и зафиксированы относительно корпуса при помощи элемента крепления абразиво- несущие сегменты, отличаюЩ и и с я тем, что, с целью упрощения конструкции, элемент крепления выполнен в виде фланца с радиально расположенными участками, а на боковых поверхностях сегментов выполнены
уступы с коническим дном, предназначенным для взаимодействия с упомянутыми участками фланцев.
2.Абразивный круг по п.1, отличающийся тем, что высту31281393
пы вьшолнень, на корпусе концентричноментах, соответствую: х этим выстуи прерывисто расположены, а на сегпам, выполнены впадины.
фигЛ
ментах, соответствую: х
пам, выполнены впадины.
Р
rs
/ -.:
ф1/г.е
q3u2.5
ор Б.Иванова 7200/11
Составитель Л.Сергеева . Техред В.Кадар
Тираж 712 ВНИИПИ Государственного комитета СССР .
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Коррек Подпи
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор} О.Луговая Подписное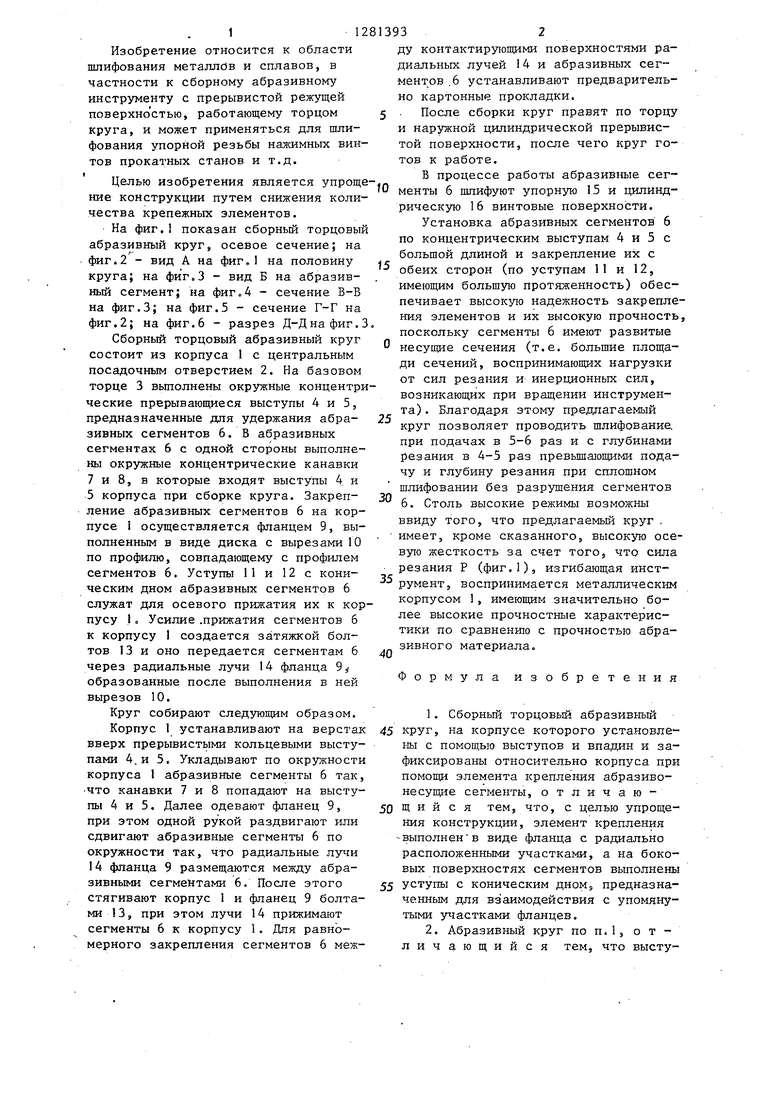
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| ПРЕРЫВИСТЫЙ ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2304039C2 |
| Сборный абразивный круг | 1979 |
|
SU772836A1 |
| Абразивный круг | 1979 |
|
SU844258A1 |
| Сборный абразивный круг | 1983 |
|
SU1161362A1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2129952C1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
Изобретение относится к области шлифования металлов и сплавов, в частности к сборному абразивному ин- с ументу с прерывистой торцовой режущей поверхностью. Целью изобретения является упрощение конструкции пут ем снижения количества крепежных элементов. Для этого на одном торце корпуса 1 выполнены окружные прерывистые концентрические выступы 4 и 5, а на абразивных сегментах 6 выполнены соответствующие указанным выступам окружные концентрические канавки I 7 и 8, предназначенные для контакта с указанными выступами при сборке круга. Фланец 9 выполнен в виде диска с вырезами 10 под абразивные сегменты 6 и имеет радиальные лучи 14, с помощью которых происходит прижатие абразивных сегментов 6 к корпусу 1 по уступам с коническим дном при затягивании болтов 13. Описываемая конструкция позволяет упростить торцовый абразивный инструмент, не снижая надежности закрепления абра- зивных сегментов на корпусе. 1 .з.п. ф-лы, 6 ил. С мД. /4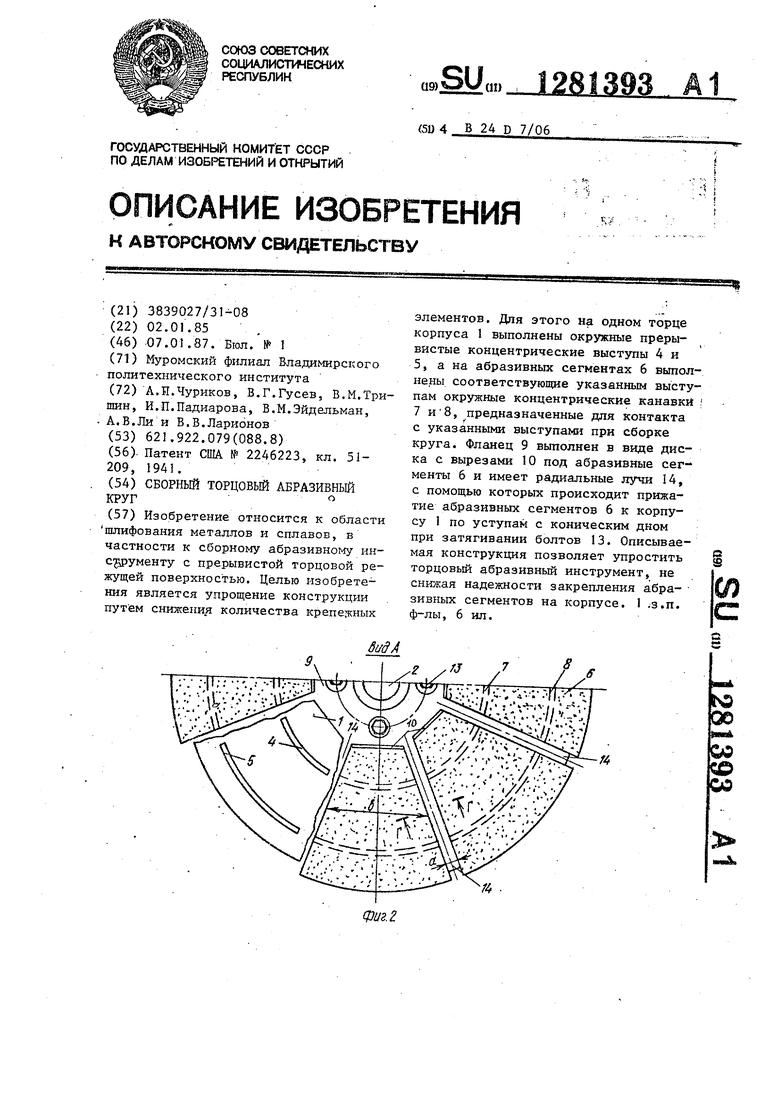
| СПОСОБ ФОРМОВАНИЯ ФИГУРНЫХ ШОКОЛАДНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ И ФОРМА | 2003 |
|
RU2246223C2 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
