Изобретение относится к технологии машиностроения к обработке материалов резанием, к шлифованию сборным алмазно-абразивным инструментом с прерывистой режущей поверхностью, работающим торцом и периферией круга, и может применяться преимущественно на машиностроительных заводах при обработке металлов и сплавов, в частности для интенсивной обработки глухих отверстий, торцов, упорной резьбы нажимных винтов прокатных станов и т.д..
Известен способ шлифования сборным торцовым абразивным кругом, у которого на одном торце корпуса выполнены окружные прерывистые концентрические выступы, а на абразивных сегментах - соответствующие окружные концентрические канавки, предназначенные для контакта с указанными выступами при сборке круга, при этом для прижатия абразивных сегментов к корпусу служит фланец в виде диска с вырезами и радиальными лучами, который крепится к корпусу болтами [1].
Известный способ шлифования сборным торцовым абразивным кругом имеет узкие технологические возможности, не обладает свойством восстанавливать наружный рабочий диаметр с целью сохранения стабильности качества обработки при постоянных режимах резания, не позволяет оптимизировать процесс обработки в производственных условиях при изменении обрабатываемого материала, химико-термической операции, режущих элементов инструмента, технических условий, режимов резания, требует сложной доработки абразивных сегментов (выполнение окружных концентрических канавок), что удорожает себестоимость изготовления инструмента и процесса шлифования.
Задача изобретения - расширение технологических возможностей, снижение себестоимости обработки и повышение качества за счет использования прерывистого торцекруглошлифовального инструмента с возможностью радиального перемещения алмазно-абразивных сегментов в процессе обработки, позволяющее оптимизировать процесс обработки в производственных условиях.
Поставленная задача решается с помощью предлагаемого способа прерывистого торцекруглого шлифования, включающего сообщение инструменту вращательного движения, поперечной и продольной подач, а обрабатываемой заготовке - вращательного движения, причем используют инструмент, содержащий корпус с радиальными Т-образными пазами на его торце и центральными продольным и резьбовым отверстиями, колодки, установленные в упомянутых пазах с возможностью радиального перемещения и имеющие в поперечном сечении форму, ответную форме паза, и внутренний торец, выполненный под острым углом α к плоскости, перпендикулярной продольной оси колодок, жестко закрепленные на двух взаимно перпендикулярных поверхностях колодок радиальные и периферийные пластины, на которых установлены радиальные и периферийные алмазно-абразивные сегменты, кольцевую пружину растяжения, расположенную со стороны свободного торца корпуса и установленную на крючках, закрепленных на периферийных пластинах, для смещения колодок к центру инструмента, и плунжер, расположенный в центральном продольном отверстии корпуса и имеющий наружную поверхность, выполненную под острым углом α к продольной оси и контактирующую с внутренним торцом колодок, при этом осуществляют плавное регулирование и восстановление наружного диаметра инструмента путем передачи осевого усилия плунжеру при воздействии на него винтом, который располагают в центральном резьбовом отверстии корпуса инструмента.
Особенности обработки предлагаемым способом поясняются чертежами.
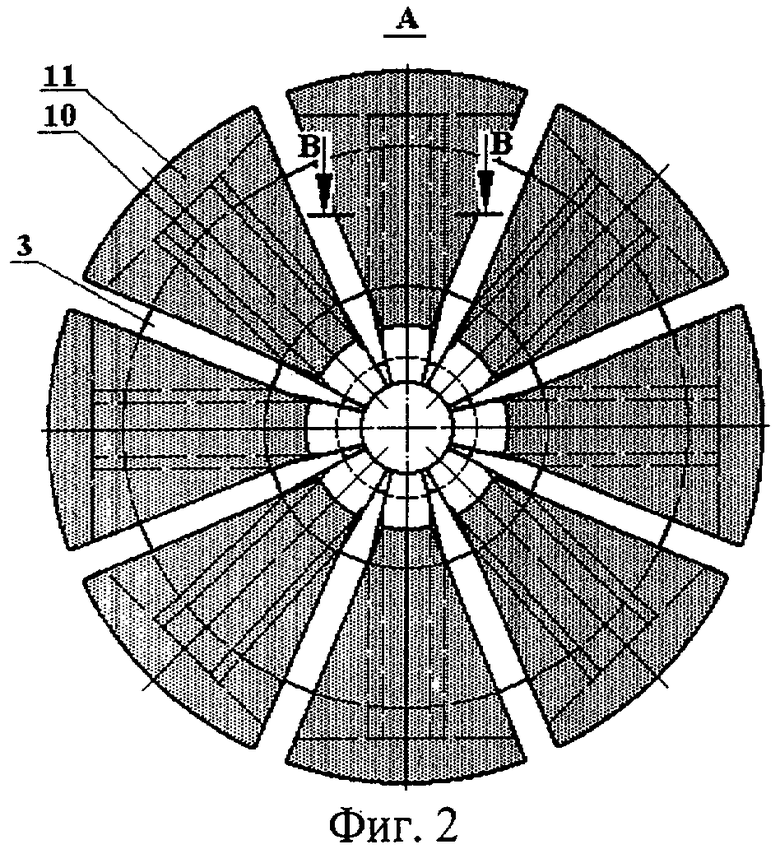
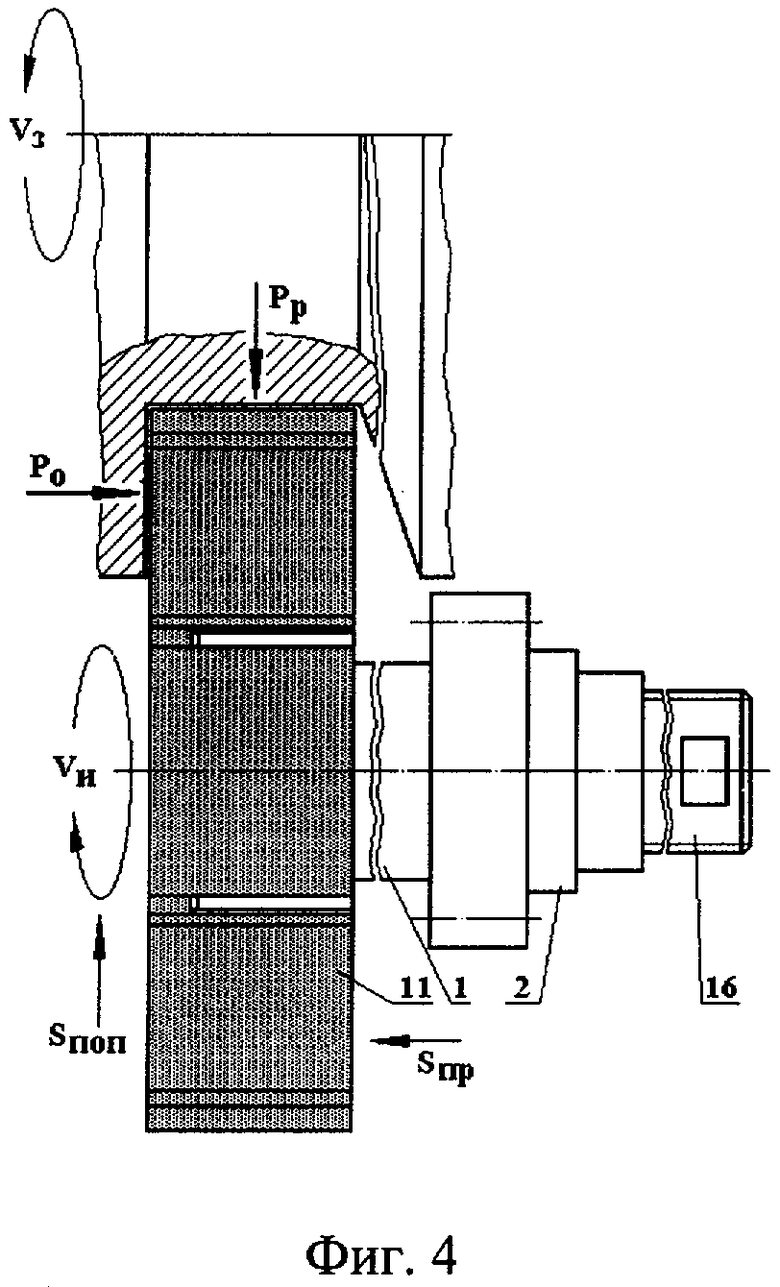
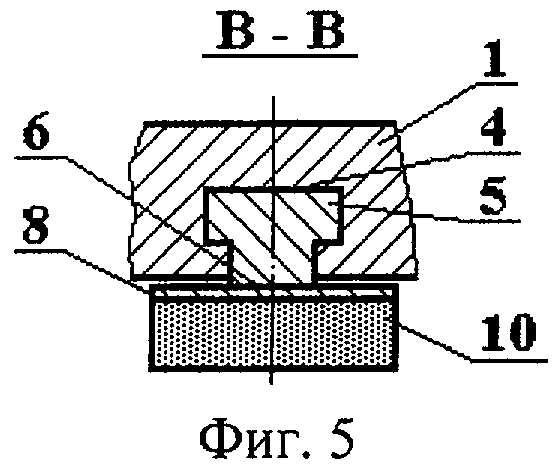
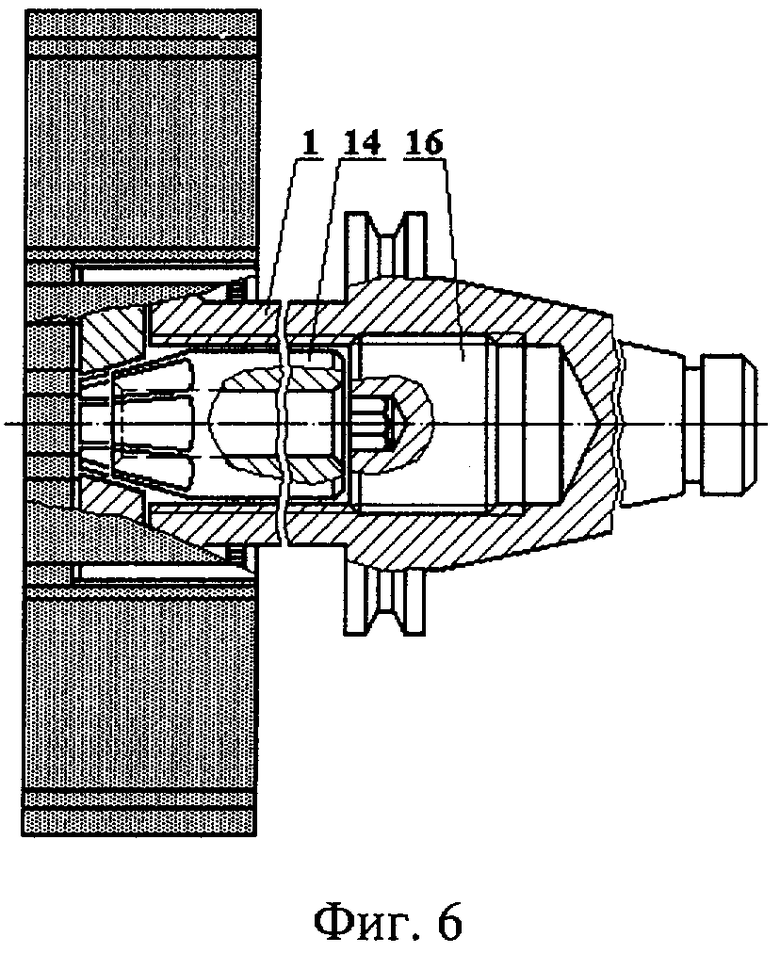
На фиг.1 представлен прерывистый торцекруглошлифовальный инструмент, реализующий предлагаемый способ, продольный разрез; на фиг.2 - общий вид слева по А на фиг.1; на фиг.3 - поперечный разрез Б-Б на фиг.1; на фиг.4 - общий вид инструмента и схема алмазно-абразивной обработки упорной резьбы нажимных винтов прокатных станов; на фиг.5 - разрез В-В на фиг.2; на фиг.6 - вариант конструкции инструмента с хвостовиком в виде конуса и с возможностью регулирования наружного диаметра со стороны рабочего торца.
Предлагаемый способ предназначен для алмазно-абразивной обработки цилиндрических наружных и внутренних поверхностей, а также торцов глухих отверстий, упорной резьбы нажимных винтов прокатных станов и т.п.
Способ реализуется с помощью прерывистого торцекруглошлифовального инструмента, который состоит из корпуса 1 с центральной посадочной шейкой 2 для установки и крепления инструмента на шпинделе (не показан).
Способ включает сообщение инструменту вращательною движения Vи, поперечной Sпоп и продольной подачи Sпр, а обрабатываемой заготовке - вращательного движения Vз.
На базовом торце 3 корпуса 1 инструмента выполнены радиальные Т-образные пазы 4, в которых с возможностью радиальною перемещения установлены колодки 5, имеющие в поперечном сечении форму, ответную форме паза 4.
На двух открытых взаимно перпендикулярных поверхностях 6 и 7 колодок 5 жестко закреплены радиальные 8 и периферийные 9 пластины, на которых установлены и закреплены известными способами (например, приклеены) радиальные 10 и периферийные 11 алмазно-абразивные сегменты. Пластины 8 и 9 служат для восприятия осевой Ро и радиальной Рр сил резания, и обеспечивают высокую осевую и радиальную жесткость инструменту, и имеют значительно более высокие прочностные характеристики по сравнению с прочностью алмазно-абразивных сегментов.
Инструмент снабжен кольцевой пружиной растяжения 12, расположенной со стороны свободного торца корпуса 1, которая установлена на крючках 13, закрепленных на внутренней поверхности периферийных пластин 9. Назначение кольцевой пружины растяжения 12 - свести колодки 5 к центру инструмента.
В центральном продольном отверстии корпуса 1 расположен плунжер 14, имеющий коническую, расположенную под острым углом α к продольной оси наружную поверхность 15, контактирующую с внутренними торцами колодок 5. Плунжер 14 воспринимает на себя и передает колодкам 5 осевое усилие R, развиваемое винтом 16 при вкручивании последнего в центральное резьбовое отверстие корпуса 1. Винт 16 позволяет с помощью клиноплунжерного механизма, состоящего из плунжера 14 и колодок 5, радиально разводить алмазно-абразивные сегменты и таким образом восстанавливать первоначальный наружный диаметр инструмента.
Внутренний торец колодок 5, которым они контактируют с плунжером 14, выполнен под острым углом α к плоскости, перпендикулярной продольной оси колодок 5.
Способ шлифования, например, упорной резьбы нажимных винтов прокатных станов (см. фиг.4) осуществляется при сообщении заготовке вращательного движения Vз, а инструменту - вращательного движения Vи, продольной подачи Sпр, равной шагу резьбы, и подачи врезания Sпоп.
Компенсация износа сегментов осуществляется благодаря радиальной подаче колодок с сегментами за счет дополнительного осевого перемещения плунжера и выдвижения колодок из Т-образных пазов корпуса.
Инструмент может быть выполнен с коническим хвостовиком (см. фиг.6). Такая конструкция позволяет производить регулировку радиального перемещения сегментов со стороны рабочего торца. С этой целью в плунжере 14 выполнено центральное отверстие для прохождения ключа (не показан), а винт 16 изготовлен в виде резьбовой пробки с внутренним шестигранным отверстием под ключ.
Предлагаемый способ, осуществляемый инструментом с приводом радиального регулирования позволяет равномерно воздействовать на алмазно-абразивные сегменты и получать обработанные поверхности с высокой точностью.
Прерывистая рабочая алмазно-абразивная поверхность, большие площади сегментов и высокая осевая жесткость предлагаемого инструмента позволяет проводить шлифование при подачах в 5...6 раз и с глубинами резания, в 4...5 раз превышающими подачу и глубину резания при сплошном традиционном шлифовании без разрушения сегментов.
Пример. Производилась абразивная обработка двухступенчатого отверстия диаметром 190 и 170 мм и торцов гильзы предлагаемым способом с помощью инструмента, установленного в резцедержателе на суппорте токарною станка мод. 16К20Т1. Базирование и закрепление гильзы осуществлялось в трехкулачковом самоцентрирующем патроне. Операция абразивной обработки производилась разработанным прерывистым торцекруглошлифовальным инструментом, состоящим из восьми радиальных и восьми периферийных абразивных сегментов из материала 24А25НСМ16К7 при скорости заготовки Vз=20 м/с (nз=2000 мин-1) и скорости продольной подачи Sпр=5600 мм/мин (2,8 мм/об). Диаметр нового сборного инструмента 150 мм; в качестве радиальных были использованы абразивные сегменты прямоугольные типа СП (ГОСТ 2464-82) размерами 60×25×125 с предварительной обработкой по форме сегментов, в качестве периферийных были использованы абразивные выпукло-вогнутые сегменты типа 1C (ГОСТ 2464-82) размерами 60×40×75×85×60.
Производительность увеличилась в 2,4 раза, стойкость инструмента возросла на 30% по сравнению с внутренним шлифованием традиционными кругами. Достигаемая в процессе обработки предлагаемым инструментом предельная величина шероховатости составляет Ra=0,8 мкм, возможно снижение исходной шероховатости в 2,5 раза.
Предлагаемый способ уменьшает опасность появления прижогов путем снижения теплонапряженности резания за счет прерывистости зоны контакта инструмента с заготовкой и прерывистого резания, обладает повышенной износостойкостью инструмента благодаря равномерному нагружению всех сегментов, позволяет использовать стандартные алмазно-абразивные сегменты, дает возможность интенсифицировать обработку путем совместной торцекругошлифовальной обработки, регулировки и восстановления наружного рабочего диаметра без остановки процесса.
Эти достоинства позволяют повысить производительность, качество и снизить себестоимость обработки круглых наружных и внутренних, а также торцовых поверхностей.
Преимуществом способа является возможность плавного регулирования наружного рабочего диаметра инструмента, которая позволяет легко оптимизировать процесс обработки в производственных условиях при изменении обрабатываемого материала, химико-термической операции, режущих элементов инструмента, технических условий, режимов резания.
Прерывистость зоны контакта способствуют лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. Обработка сборным инструментом по предлагаемому способу позволяет подводить СОЖ в зону между сегментами, что резко увеличивает эффективность охлаждающею, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕРЫВИСТЫЙ ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2304039C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303511C2 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |

Изобретение относится к области машиностроения и может быть использовано при шлифовании сборным алмазно-абразивным инструментом с прерывистой режущей поверхностью, в частности глухих отверстий и торцов упорной резьбы нажимных винтов прокатных станов. При шлифовании инструменту сообщают вращательное движение, поперечную и продольную подачи, а обрабатываемой заготовке - вращательное движение. Используют инструмент, содержащий корпус и установленные на нем алмазно-абразивные сегменты. Корпус выполнен с радиальными Т-образными пазами на его торце и с центральными продольным и резьбовым отверстиями. В пазах корпуса установлены с возможностью радиального перемещения и имеющие в поперечном сечении форму ответную форме паза колодки с внутренним торцом, расположенным под острым углом α. На колодках предусмотрены радиальные и периферийные пластины для установки радиальных и периферийных сегментов. Со стороны свободного торца корпуса расположена кольцевая пружина растяжения. В его центральном продольном отверстии установлен плунжер с наружной поверхностью для контакта с внутренним торцом колодок. Осуществляют плавное регулирование и восстановление наружного диаметра инструмента при воздействии на плунжер винтом, расположенным в центральном резьбовом отверстии корпуса инструмента. В результате повышается качество обработки, снижается ее себестоимость и расширяются технологические возможности за счет обеспечения оптимизации процесса и регулирования и восстановления диаметра инструмента во время обработки. 6 ил.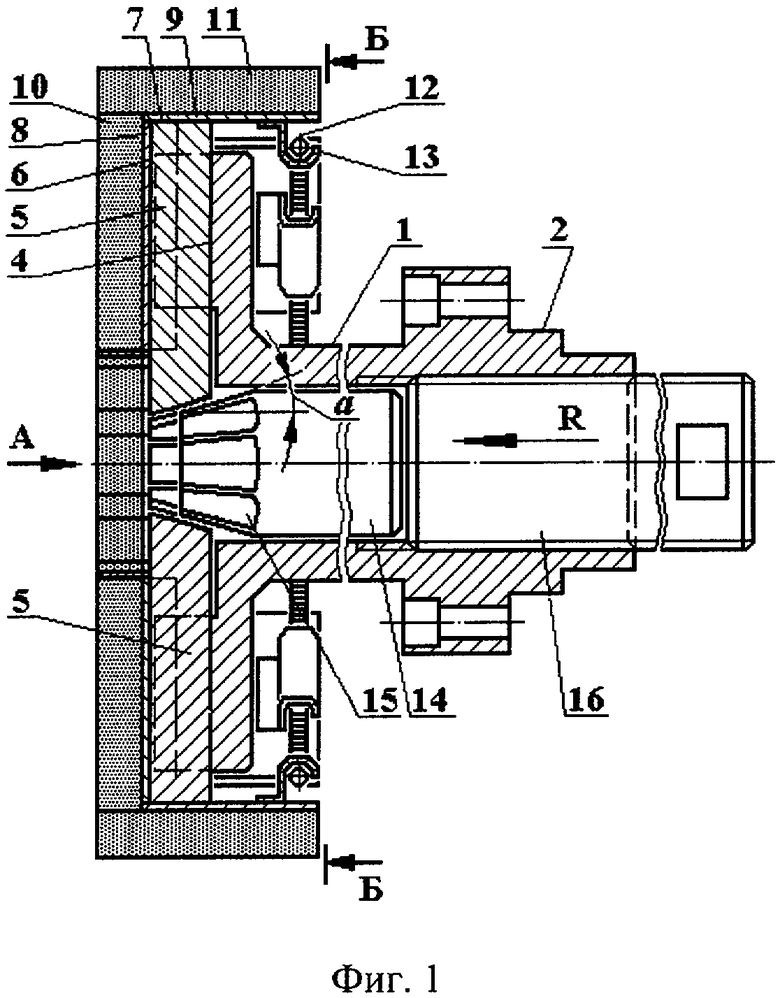
Способ прерывистого торцекруглого шлифования, включающий сообщение инструменту вращательного движения, поперечной и продольной подач, а обрабатываемой заготовке - вращательного движения, отличающийся тем, что используют инструмент, содержащий корпус с радиальными Т-образными пазами на его торце и центральными продольным и резьбовым отверстиями, колодки, установленные в упомянутых пазах с возможностью радиального перемещения и имеющие в поперечном сечении форму, ответную форме паза, и внутренний торец, выполненный под острым углом α к плоскости, перпендикулярной продольной оси колодок, жестко закрепленные на двух взаимно перпендикулярных поверхностях колодок радиальные и периферийные пластины, на которых установлены радиальные и периферийные алмазно-абразивные сегменты, кольцевую пружину растяжения, расположенную со стороны свободного торца корпуса и установленную на крючках, закрепленных на периферийных пластинах, для смещения колодок к центру инструмента и плунжер, расположенный в центральном продольном отверстии корпуса и имеющий наружную поверхность, выполненную под острым углом α к продольной оси и контактирующую с внутренним торцом колодок, при этом осуществляют плавное регулирование и восстановление наружного диаметра инструмента путем передачи осевого усилия плунжеру при воздействии на него винтом, который располагают в центральном резьбовом отверстии корпуса инструмента.
| Сборный торцовый абразивный круг | 1985 |
|
SU1281393A1 |
| Абразивный инструмент | 1984 |
|
SU1293004A1 |
| Шлифовальный круг | 1988 |
|
SU1553366A1 |
| 0 |
|
SU163180A1 |

