Известны способы производства асбестоцеменгных трубчатых изделий с впешними ответвлениями, например отводов, тройников и тому подобных фитингов, путем выпрессовывания их изнутри в формах, с применением эластичного сердечника, выполненного в виде резинового мешка, которому придают упругость введением в его полость сжатой среды.
Для упрощения процесса производства асбестоцементных трубчатых изделий предлагается заготовку для изделия формовать из листового асбестоцемента на предварительно напряженном сердечнике, который после наложения на него соответствующего слоя исходного материала укладывают в форму и повышением в полости сердечника давления упругой среды ведут прессование заготовки с доведением ее до требуемой размерности и плотности готового изделия. При этом для придания оконечностям сердечника относительной жесткости на них надевают упругие эластичные втулки с фланцами на торцах, а с целью предупреждения выпучивания сердечника в местах присоединения ответвлений, в устьях их устроены эластичные перемычки с отверстиями для прохода сжатой среды.
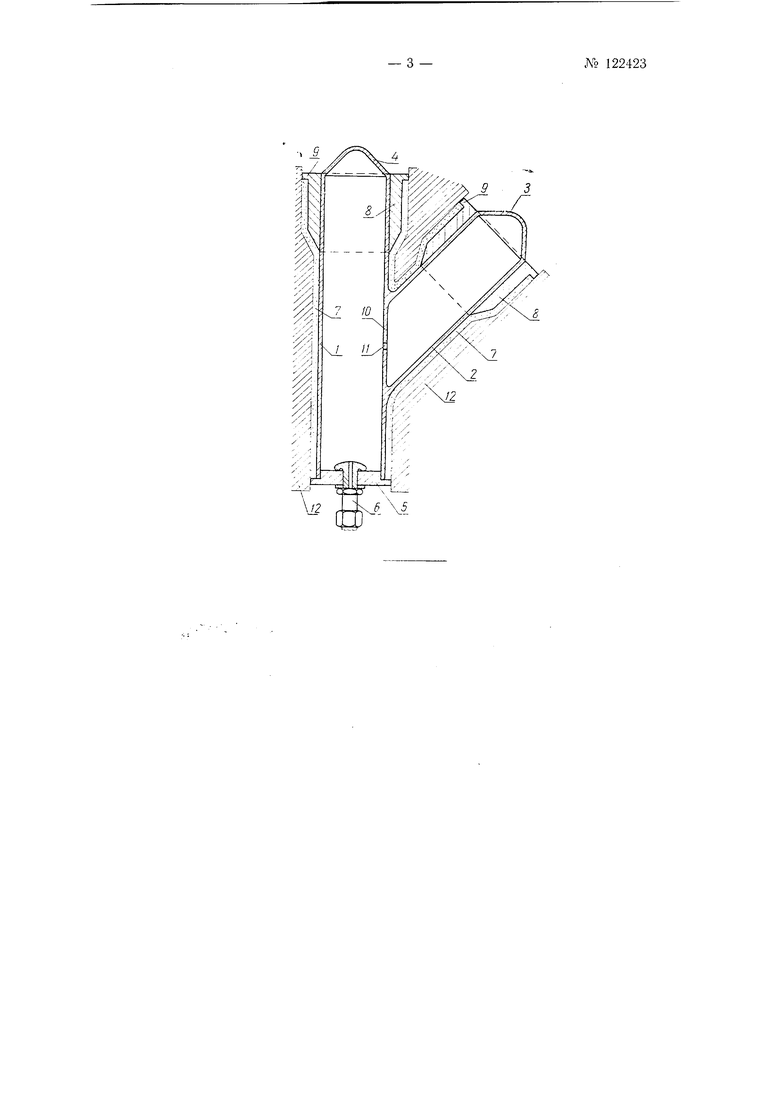
На чертеже показана форма для изготовления по предлагаемому способу асбестоцементных трубчатых изделий применительно к изготовлению отвода.
В этом случае в качестве сердечника применен резиновый, мешок, образованный из сообщающихся друг с другом шлангов 1 и 2, нерекры№ 122423- 2 -тых на концах мембранами 3, 4 и 5, причем последняя снабжена клапаном 6 для подвода сжатой среды. Шланги имеют диаметр значительно меньший, Meivf внутренний диаметр формуемого тела 7. На оконечностях мешка надеты упругие эластичные втулки 8 с наружными фланцами 9 и внутренним Диаметром значительно большим, чем наружный диаметр шлангов / и 2. Эти втулки придают оконечностям мешка oтнocитeльнyjp жесткость. В месте присоединения шланга 2 к шлангу / устроена эластичная неремычка 10 с отверстием Л для прохода сжатой среды.
При формовании полого тела 7 в сердечник через клапан 6 вводят сжатую среду, предварительно напрягая этим сердечник. Затем накладывают на него соответствуюшие слои листового асбестоцемента и укладывают в форму 12, после чего повышением в нолости сердечника давления упругой среды ведут прессование заготовки до требуемой размерности и плотности готового изделия.
Снятием давления сжатой среды создают разрежение в полости сердечника, позволяюшее удалить его и втулки из полости отформованного изделия.
Предмет изобретения
1.Способ производства асбестоцементных трубчатых изделий с внешними ответвлениями, например отводов, тройников и тому подобных фитингов, путем выпрессовки их изнутри в формах, с применением эластичного сердечника, выполненного в виде резинового мешка, упругость которому придают введением в его полость сжатой среды, отличаюшийся тем, что, с целью упрошения процесса производства, заготовку для изделия из листового асбестоцемента формируют на предварительно напряженном сердечнике, который после наложения на него соответствуюшего слоя исходного материала укладывают в форму и повышением в его полости давления упругой среды ведут прессование заготовки с доведением ее до требуемой размерности и плотности готового изделия.
2.Прием выполнения способа по п. 1, отличаюшийся тем, что, с целью придания оконечностям сердечника относительной жесткости, на них надевают упругие эластичные втулки с фланцами на торцах.
3.Применение в способе по пп. 1 и 2 сердечника, в котором, с целью предупреждения выпучивания его в местах присоединения ответвлений, в устьях ответвлений устроены эластичные перемычки с отверстиями для прохода сжатой среды.