(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из полимерных материалов | 1976 |
|
SU680889A1 |
| Форма для литья под давлением керамических изделий | 1978 |
|
SU753642A1 |
| ФОРМА ДЛЯ ЛИТЬЯ ИЗ ТЕРМОПЛАСТОВ ПОЛЫХ ТОЛСТОСТЕННЫХ ИЗДЕЛИЙ | 1972 |
|
SU428950A1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| УСТРОЙСТВО ДЛЯ ПЛОМБИРОВАНИЯ КОМБИНИРОВАННЫХ КАРИОЗНЫХ ДЕФЕКТОВ | 2002 |
|
RU2223065C1 |
| ПРОКЛАДКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛИМЕРИЗАЦИОННОЙ ФОРМЫ | 2006 |
|
RU2319609C1 |
| ЛИТЬЕВАЯ ФОРМА | 1997 |
|
RU2131807C1 |
| МАТРИЦА ДЛЯ ФОРМОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ (ВАРИАНТЫ) | 2007 |
|
RU2348528C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ОРГАНИЧЕСКОГО СТЕКЛА НА ОСНОВЕ МЕТИЛМЕТАКРИЛАТА | 2000 |
|
RU2217319C2 |
| Способ изготовления полиметилметакрилатного листа | 1976 |
|
SU655294A3 |
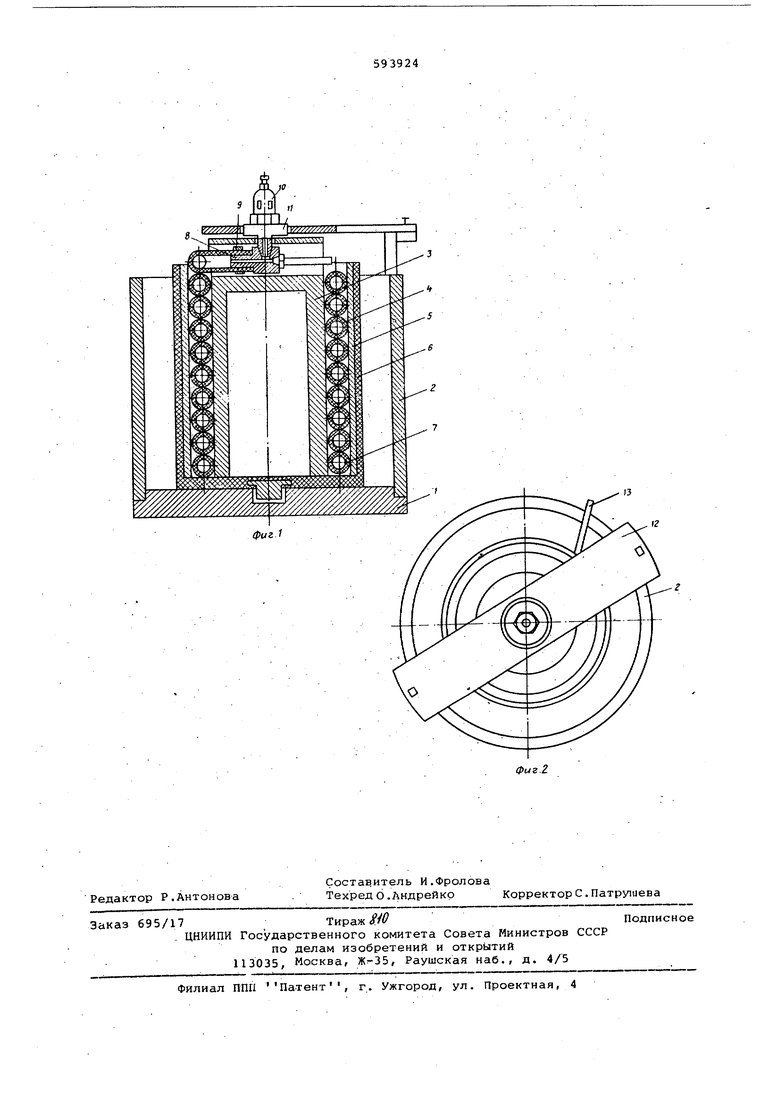
Изобретение относится к формообразующей оснастке, предназначенной для получения изделий из полимеров методами химического формования, т.е. про изводства полых изделий и заготовок непосредственно из расплава мономеров при совмещении процессов полимеризации и формования. Известна форма для отливки полых изделий из полимерныз4 материалов, содержащая корпус и фиксированный в основании корпуса защищенный листовым материалом упругий стержень, выполненный в виде набора сегментов, шарнирнр соединенных тягами с ползуном снабженным пружиной сжатия l. Указанная форма обеспечивает качественное изготовление полых изделий из материалов, обладающих большой усадкой, но стержень имеет сложную конструкцию и не может быть использован при изготовлении полых изделий с небольшим внутренним диаметром из-за наличия тяг, соединяющих сегменты с ползуном. .. . Наиболее близкой к изобретению является форма для изготовления полых изделий из полимерных материалов, содержащая основание с матрицей, оформл ющий внутреннюю полость изделия знак выполненный в виде эластичной оболочки с размещенным внутри нее сердечником, и систему подачи сжатой рабочей среды 2 . Эта форма не обеспечивает получения точных размеров внутренней полости при изготовлении изделий типа втулок с небольшим внутренним диаметром. Цель изобретения - повышение качества изделия за счет повышения-жесткости знака при отливке изделий типа втулок с ;малым внутренним диаметром. Достигается это тем, что знак снабжен навитой .на сердечник трубкой, соединенной с системой подачи сжатой среды. На фиг. 1 - продольный ра.зрез формы. На фиг. 2 - то же, вид сверху. Форма содержит основание 1, закрепленную в нем матрицу 2 и оформляющий внутреннюю полость изделия знак, включающий стальной сердечник 3,резиновую трубку 4, навитую виткообразно на сердечник 3,компенсирующий разрезной цилиндр 5 и эластичную оболочку б из пластического термостойкого полимерного материала, например, резины. Для центрирования и фиксации знака в основании формы он снабжен закладным элементом 7.
. Для соединения трубки 4 с системой подачи сжатой рабочей среды на ее конце размещен, расположенный в отверсти стержня, тройник 8 с хомутиком 9. Кон роль и регулирование давления в трубк осуществляется пружинным предохранительным клапаном 10, укрепленным на переходнике 11. С помощью пластины 12 (фиг. 2) знак фиксируется в рабочем положении в матрице 2. Трубопровод 13 служит для сообщения .с источником рабочей среды.
Работает форма следующим образом. Вначале с помощью дросселирующего золотника резиновую трубку 4 заполняют сжатым воздухом, азотом или инертным газом. Давление рабочего тела в трубке знака подбирается таким образом, чтобы знак приобрел свои предельные размеры. Для этого номинальное давление регулируется пружинным предохранительным клапаном 10. В Таком виде знак монтируется в матрице 2 и с помощью элементов крепления фиксируется в рабочем положении. Собранную форму помещают в полимеризациснную камеру, нагретую до температуры 170-180°С При возрастании температуры газов в резиновой трубке знака их давлениеостается постоянным, так как оно контролируется пружинным предохранительным клапаном, а также устройствами измерения давления. Разогретая дорабочей температуры форма заполняется подготовленным расплавом мономера. Как .только температура залитого расплава мономера достигнет- 170-180С начинается полимеризация. Номинальные размеры сохраняются на протяжении всего процесса полимеризации и кристаллизации, как следствие сброса избыточного давления через пружинный предохранительный клапан знака. После окончания процесса полимеризации и кристаллизации происходит медленное снижение температуры в полимеризационной камере. По мере остывания заготовки, : давление в резиновой трубке стержня, снижается вследствие уменьшения температуры и размеров заготовки, создаются условия свободной усадки. Следовательно, процесс усадки заготовки будет протекать без напряжений, вызывающих появление трещин.
При достижении в полимеризационной камере температуры 50с открывается дросселирующий золотник и возможное избыточное давление в резиновой трубке уравновешивается с атмосферным и знак легко извлекается из внутренней полости заготовки, оставаясь пригодный для последующего применения.
Конструкция формы, выполеннаясогласн.о изобретению проста в изготовлении, ее применение в массовом производстве позволит увеличить производительность труда в 3-4 раза и повысить точность изготовления изделий.
Формула изобретения
Форма для изготовления полых изделий полимерных.материалов, содержащая основание с матрицей, оформляющий внутреннюю полость изделия знак, выполненный в виде эластичной оболочки с размещенным внутри нее сердечником, и систему подачи сжатой рабочей среды, отл«чаюЩа яся тем, что с целью повышения качества изделий путем повышения жесткости знака при отливке изделий типа втулок с малым внутренним диаметром, знак снабжен навитой на сердечник трубкой, соединенной с системой подачи сжатой среды.
Источники информации, принятые во внимание при экспертизе;
