Изобретение относится к обработке металлов давлением, а именно к штамповке эластичной средой трубчатых заготовок из титановых сплавов, и может быть использовано при изготовлении элементов трубопровода типа тройников, ступенчатых патрубков, патрубков с зигом и др.
Известен способ формообразования тройников, заключающийся в вытяжке отвода за счет давления эластичного наполнителя внутри трубной заготовки, при котором в качестве эластичного наполнителя используют полиуретан СКУ-8л.
Полиуретан в процессе формообразования под действием высоких давлений разрушается, в результате чего образуются подвижные водородные соединения типа NH2 и СН3, которые вступают в химическое взаимодействие с титаном.
Известен способ формообразования переходников, заключающийся в проталкивании трубной заготовки с внутренним давлением эластичного наполнителя в виде резины марок 56, 3826, 2671, 3687.
Используемые резины имеют в составе противостарители - вещества, содержащие подвижный водород фенолов и ароматических аминов, который легко отрывается и в зонах контакта резины с внутренней поверхностью заготовки вступает во взаимодействие уже при небольших сжимающих нагрузках. При повышении нагрузок в процессе формообразования происходит и разрушение молекулярных цепей полимера с образованием свободных радикалов типа ROOHо, RHо, CHо.
Таким образом, в процессе сжатия эластичного наполнителя в известных способах на внутренней поверхности заготовки со стороны приложения радиальных усилий появляются свободные валентные радикалы водорода в атомарном состоянии, что ведет к наводораживанию деформируемого металла и разрушению поверхностных слоев заготовки. В процессе наводораживания водород внедряется в мельчайшие трещины (в виде ядра атома), а потом, присоединяя к себе электрон, расширяет их подобно клиньям. Внедрение водорода в титан приводит к разрушению поверхностных слоев заготовки и формированию в них концентраторов напряжений в виде трещин.
Поскольку формирование концентраторов (трещин) происходит непосредственно в процессе и со стороны нагружения заготовки, это приводит к потере устойчивости материала заготовки (разрыву) при деформировании особотонкостенных заготовок при повышении степеней деформации. Это значительно снижает технологические возможности способа.
Кроме того, высокая степень наводороженности внутренней поверхности в готовой детали из-за наличия микротрещин значительно снижает их ресурс в процессе эксплуатации.
Цель изобретения - обеспечение возможности формообразования особотонкостенных деталей с высокими степенями деформаций и повышение качества готового изделия за счет снижения степени наводораживания поверхностного слоя металла.
Это достигается тем, что в известном способе формирования полых деталей штамповки трубчатых заготовок, преимущественно из титановых сплавов, путем воздействия внутреннего давления резинового наполнителя в качестве последнего используют смеси на основе тройных этиленпропиленовых каучуков.
Известно использование тройных этиленпропиленовых каучуков для изготовления шлангов, уплотнителей, губчатых подложек для ковров, уплотнительных и кровельных материалов в строительстве.
Резиновые смеси на основе этиленпропиленовых каучуков отличаются высокой озоностойкостью, повышенными прочностными и физико-механическими свойствами, позволяющими использовать их в качестве резины для штамповки. При этом они не имеют в составе ни противостарителей, ни противоутомителей, содержащих подвижный, легко отрывающийся водород фенолов и ароматических аминов, вступающий в химическое взаимодействие с металлом (Ti) заготовки. В результате наводораживание поверхностных слоев заготовки, контактирующих с резиновым наполнителем, значительно снижается.
При осуществлении способа перед штамповкой во внутренней полости трубчатой заготовки размещают резиновый наполнитель, выполненный из смеси на основе тройных этиленпропиленовых каучуков. В процессе штамповки осуществляют сжатие резинового наполнителя, давление которого передается на внутреннюю поверхность заготовки, и одновременно происходит деформирование заготовки по ручью штампа.
Снижение наводораживаемости материала в процессе его деформирования позволяет повысить степени деформации и эксплуатационные характеристики готовых деталей.
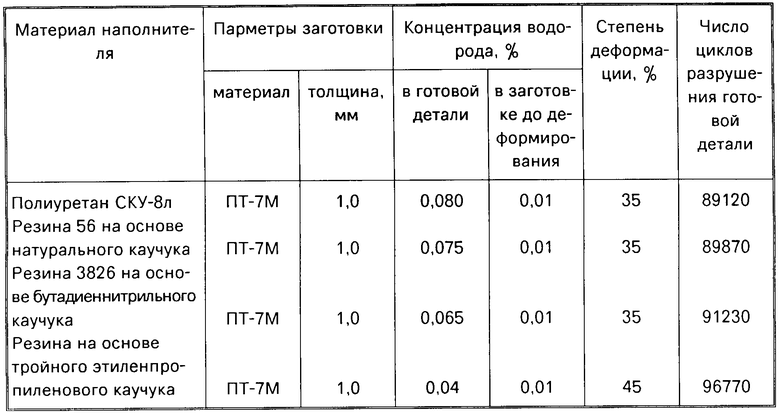
В таблице приведена сравнительная оценка содержания водорода на внутренней поверхности равнопроходных тройников диаметром 100 мм, степени деформации при штамповке и ресурса деталей, формообразование которых осуществлялось известным способом и предлагаемым с использованием резины на основе тройных этиленпропиленовых каучуков.
Технико-экономическая эффективность от использования способа может быть получена за счет расширения номенклатуры, снижения веса и повышения ресурса изготавливаемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1993 |
|
RU2048225C1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОСОБОТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ СИЛЬФОНОВ | 2006 |
|
RU2343033C2 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1989 |
|
RU1679711C |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2082523C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| СПОСОБ ШТАМПОВКИ СИЛЬФОНОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2502574C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254190C1 |
Использование: штамповка деталей эластичной средой. Сущность изобретения: формообразование полых деталей штамповкой трубчатых заготовок преимущественно из титановых сплавов осуществляют посредством внутреннего давления резинового наполнителя, в качестве которого используют смесь на основе этиленпропиленового каучука. 1 табл.
СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ штамповкой трубчатых заготовок преимущественно из титановых сплавов путем воздействия внутреннего давления резинового наполнителя, отличающийся тем, что, с целью обеспечения возможности формообразования особотонкостенных деталей с высокими степенями деформаций и повышения качества готового изделия за счет снижения степени наводораживания поверхностного слоя металла, в качестве резинового наполнителя используют смесь на основе тройного этиленпропиленового каучука.
| Бутузов Е.А | |||
| Специальные виды штамповки, М.: Высшая школа, 1963, с.51. |
