Изобретение относится к ленточным и барабанным фильтрам и может быть использовано в горной, металлургической и химической отраслях промышленности.
Цель изобретения - увеличение произ- водительности фильтра и срока службы фильтровального полотна путем повышения надежности его центрирования.
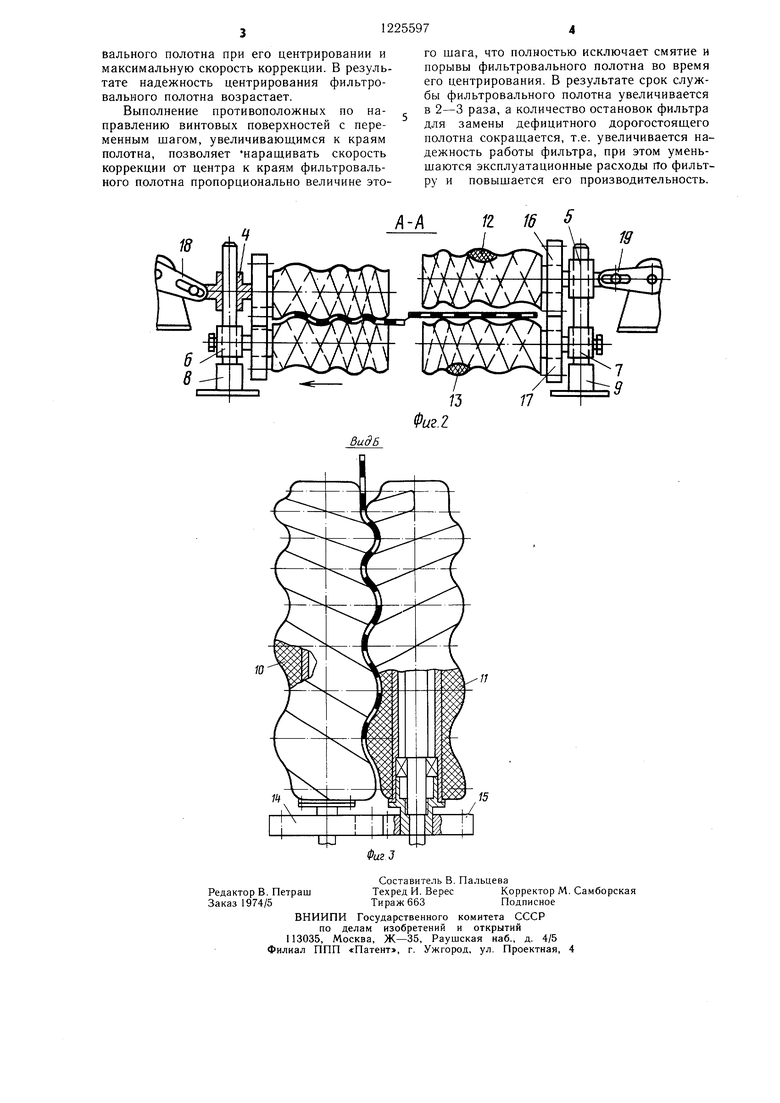
На фиг. 1 изображено устройство для центрирования бесконечного фильтровального полотна, общий вид; на фиг. 2 - раз- рез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Устройство содержит левую и правую пары корректирующих роликов 1 и 2 (фиг. 1), расположенные по противоположным краям фильтровального полотна 3. Опоры 4-7 (фиг. 2) осей корректирующих роликов 1 и 2 левой и правой пар установлены на стойках 8 и 9 с возможностью радиального пере мещения относительно друг друга. На осях корректирующих роликов каждой пары на подщипниках установлены эластичные винтовые поверхности 10 и 11 (фиг. 3), 12 и 13 (фиг. 2) переменного гиага, противоположные по направлению (левые и правые) и смещенные на 180° друг относительно друга. На торцах винтовых поверхностей 10-13 каждой пары корректирующих роликов 1 и 2 со стороны стоек 8 и 9 установлены в постоянном зацеплении друг с другом зубчатые вейцы 14 и 15 (фиг. 3), 16 и 17 (фиг. 2), высота зубьев которых превышает высоту профиля винтовой поверхности. Опоры 4 и 5 осей верхних корректирующих роликов соединены через кулисные механизмы 18 и 19 с приводами 20 и 21.
Смещение фильтровального полотна 3 фиксируется левым и правым датчиками 22 и 23, установленными по его продольным краям и соединенными с электрическими системами 24 и 25 управления.
Устройство работает следующим образом.
Фильтровальное полотно 3 движется и направлении своей продольной оси и продольными краями проходит между корректирующими роликами 1 и 2 левой и правой пары. Корректирующие ролики 1 и 2 левой и правой нар находятся в разжатом поло- жении, и фильтровальное полотно не контактирует с поверхностями корректирующих роликов. При этом зубчатые венцы 14-17 находятся в зацеплении (высота зуба венца больше высоты профиля винтовой поверхности) и удерживают винтовые поверхности каждой пары смещенными друг относительно друга на 180°, т.е. выступ одной винтовой поверхности входит во впадину контактирующей с ней другой винтовой поверхности.
Левая пара корректирующих роликов 1 центрирует фильтровальное полотно 3 при его смещении вправо, правая пара корректирующих роликов 2 центрирует фильтро
0 5 о
0
5
5
0
вальное полотно 3 при его смещении влево. Так, например, при смещении влево фильтровальное полотно 3 касается левого датчика 22, который подает сигнал на включение правого привода 21. Последний через кулисный механизм 19 опускает опору 5 оси кор- ректируюп1.его ролика правой пары 2 по стойке 9 вниз. При этом винтовая поверхность 12 прижимает к неподвижной в ра- диально.м направлении винтовой поверхности 13 фильтровальное полотно 3, которое начинает перемещаться от центра фильтра к его продольному краю. Ход опор 4 и 5 верхних корректирующих роликов обеих пар выбирается конструктивно в зависимости от высоты профиля винтовой линии и усилия прижима фильтровального полотна к поверхностям корректирующих роликов. Усилие прижима фильтровального полотна, с целью исключения его проскальзывания, при синусоидальном профиле контакта в 2-3 раза меньше, чем при прямолинейном контакте, и не превышает 15-20 кг.
Установка на корректирующих роликах каждой пары противоположных по направлению и смещенных на 180° друг относительно друга винтовых поверхностей позволяет при сжатии корректирующих роликов пары между собой (при центрировании) направить фильтровальное полотно по образующей винтовой поверхности, т.е. по синусоиде. При этом длина контакта фильтровального полотна, при равной с цилиндрическими роликами длине, увеличивается и, главное, в несколько раз увеличивается сопротивление фильтровального полотна проскальзыванию относительно поверхности корректирующих роликов в сравнении с линейным контактом. Поэтому возможность проскальзывания фильтровального полотна за счет внутренних напряжений и сопротивления на отклоняющих роликах в направлении, обратном его центрированию, практически исключается, в результате чего скорость возврата фильтровального полотна резко возрастает, чем обеспечивается надежность его центрирования. При этом количество сходов фильтровального полотна, его порывов, а следовательно, и остановок фильтра для замены дорогостоящего дефицитного фильтровального полотна сокращается, в результате чего уменьшаются эксплуатационные расходы по фильтру и повыщается его производительность.
Установка на каждой паре корректирующих роликов зубчатых венцов с высотой зубьев больше профиля винтовой поверхности позволяет исключить проворот корректирующих роликов друг относительно друга как в рабочем (при центрировании), гак и холостом режиме, т.е. постоянно ориентировать смещение винтовых поверхностей на 180°, что обеспечивает .максимальное сопротивление проскальзыванию фильтробального полотна при его центрировании и максимальную скорость коррекции. В результате надежность центрирования фильтровального полотна возрастает.
Выполнение противоположных по направлению винтовых поверхностей с переменным шагом, увеличивающимся к краям полотна, позволяет наращивать скорость коррекции от центра к краям фильтровального полотна пропорционально величине этого шага, что полностью исключает смятие и порывы фильтровального полотна во время его центрирования. В результате срок службы фильтровального полотна увеличивается в 2-3 раза, а количество остановок фильтра для замены дефицитного дорогостоящего полотна сокращается, т.е. увеличивается надежность работы фильтра, при этом уменьшаются эксплуатационные расходы гто фильтру и повыщается его производительность.
18
19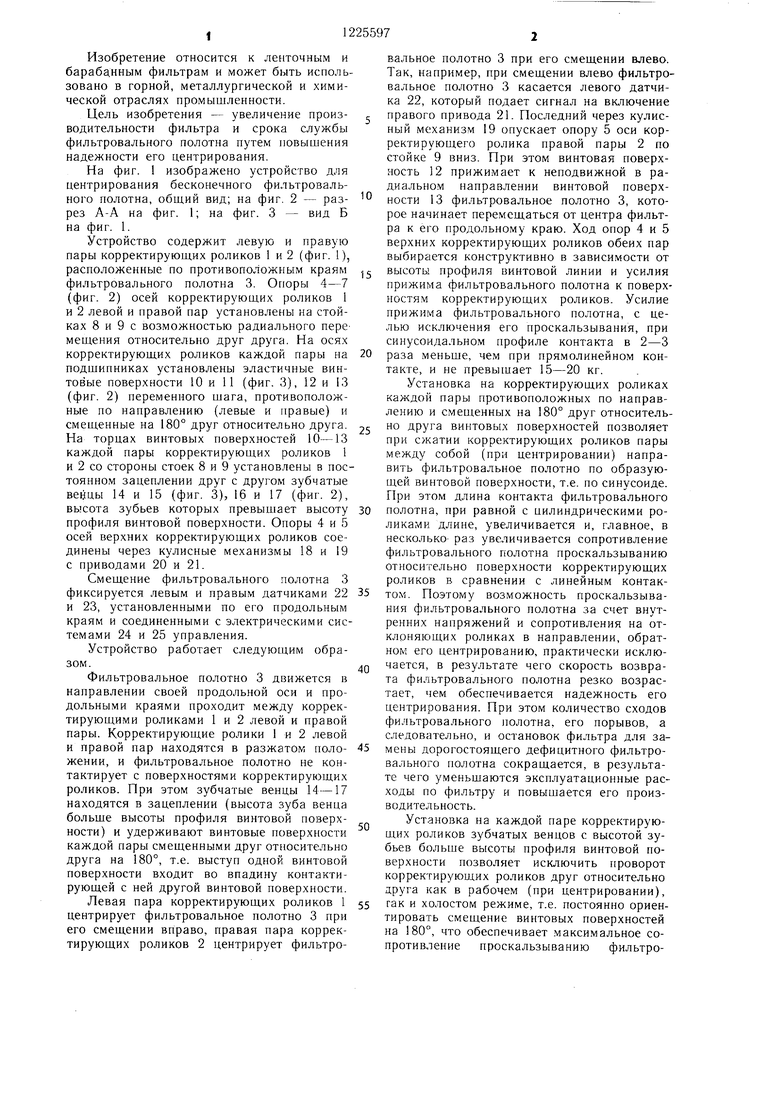
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования бесконечного фильтровального полотна | 1983 |
|
SU1101268A1 |
| Устройство для центрирования бесконечного фильтровального полотна | 1982 |
|
SU1068144A1 |
| ВАКУУМ-ФИЛЬТР | 2003 |
|
RU2236468C1 |
| Устройство для стабилизации направления движения полотна | 1988 |
|
SU1579881A1 |
| Устройство для центрирования фильтровального полотна | 1986 |
|
SU1717178A1 |
| Вертикальная автоматизированная автостоянка | 1982 |
|
SU1101535A1 |
| СИСТЕМА ЕДИНЫХ НАПРАВЛЯЮЩИХ СЕКЦИОННЫХ ПОДЪЕМНЫХ ВОРОТ И СЕКЦИОННЫЕ ПОДЪЕМНЫЕ ВОРОТА (ВАРИАНТЫ) ДЛЯ НИЗКОЙ ПРИТОЛОКИ С СИСТЕМОЙ ЕДИНЫХ НАПРАВЛЯЮЩИХ | 2011 |
|
RU2477360C1 |
| ЛЕНТОЧНЫЙ ТРАНСПОРТЕР | 2002 |
|
RU2214354C1 |
| Устройство для центрирования полосового материала | 1989 |
|
SU1719491A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023776C1 |

15
Составитель В. Пальцева
Редактор В. ПетрашТехред И. ВересКорректор М. Самборская
Заказ 1974/5Тираж 663Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| ВОДОВЫПУСК ПОЛИВНОГО ТРУБОПРОВОДА | 2006 |
|
RU2304379C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
