1 1
Изобретение относится к обработке еталлов давлением, в частности к осастке для калибровки сильфонов.
Целью данного изобретения являет- с:я повышение производительности за счет обеспечения одновременной каибровки всех гофров.
На чертеже показано устройство в конечный момент работы.
Устройство содержит разборньм корпус, состоящий из втулки 1, связанных с ней резьбовым соединением основания 2 и крьппки 3, и установенного внутри разрезного цилиндра 4, а также наружный инструмент, состоящий из разрезных дисков 5 и-6 с кольцевыми торцовыми выступами 7 и опорного кольца 8, и внутренний ин- струмент, состоящий из рабочих роликов 9, колец 10, державки 11, установленной в крышке 3 соосно разборно му корпусу и закрепленной гайкой 12. На державке 11 симметрично ее оси закреплена консольно оправка 13 и шпилька 14, вторые кон1ц 1 которых размещены в упоре 15 с направляюищ- ми отверстиями 16, закрепленной на основании с помощью гайки 17.
Толщина ступицы роликов 9 равна суммарной высоте выступа 7 и толщин дисков 5 и равна конечному щагу силь фона.
Устройство работает следующим образом.
В первую наружную впадину сильфо- на 18 вставляют диск 6, а в остальные впадины - диски 5 и устанавли272872
вают на кольцо 8. Полученную сбор- ку устанавливают в цилиндр 4. Во
внутренние впадины сильфона последовательно вставляют ролики 9 так, что- . бы их отверстия располагались на одной оси {ось сборки размещают горизонтально). Вставляют кольца 10. На цилиндр 4 надевают втулку 1 корпуса, в которую ввертывают крышку 3. Вста- )Q вляют державку 11 так, чтобы оправка 13 вошла в отверстия всех роликов 9. На втулку навертывают основание 2с упором 15 так, чтобы оправка 1 5 и шпилька 14 вошли в отверстия ,5 16 упора 15. Положение упора 15 фиксируют гайкой 17, а положение державки 1 1 - гайкой 12.
Вращая державку 11 и плавно навертывая основайие 2 на втулку 1, . 20 производят одновременно сближение всех г офров и их обжатие. Процесс длится до полного сближения друг к другу всех ступиц роликов 9.
25 Предлагаемое устройство позволяет получить сильфоны с плотной упаковкой гофров за счет того, что шаг сильфона может быть уменьшен практически до величины, определяемой до30 пустимым радиусом гиба материала данной толщины. Плоскости и контуры всех гофров получают одинаковыми за счет одновременного обкатывания и обжатия всех гофров. Кроме того, устройство может быть использовано для малогабаритных сильфонов, например $320 мм.
13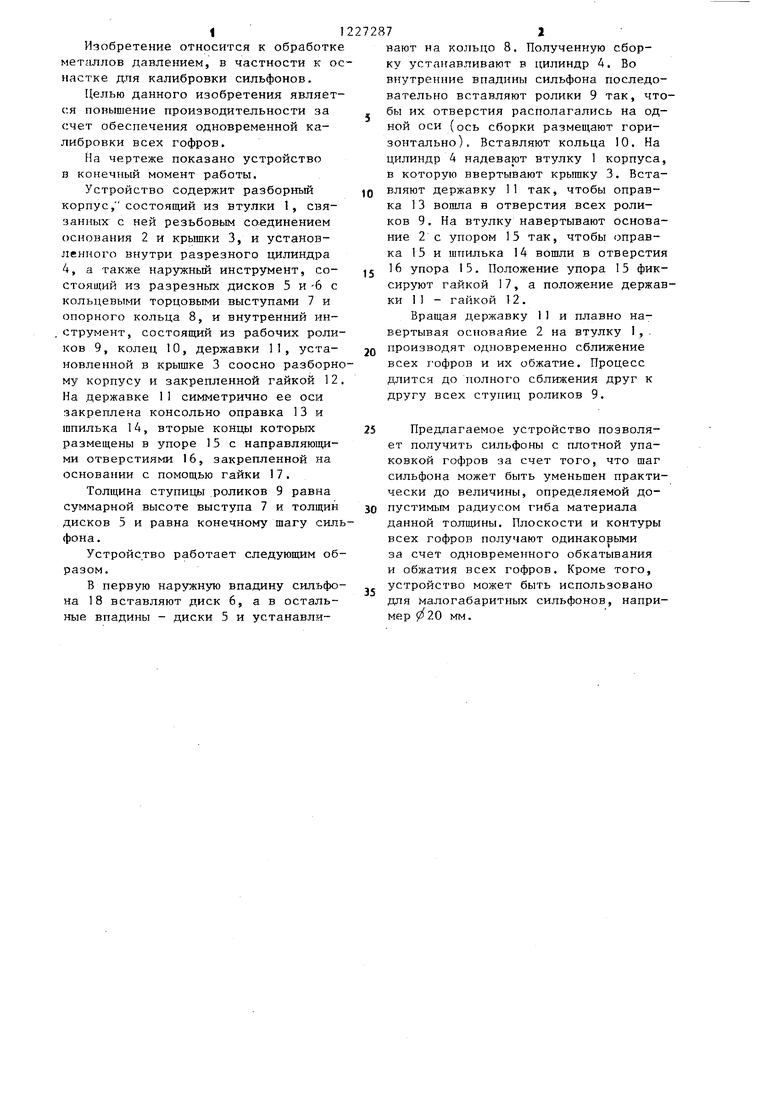
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки гофров сильфонов | 1978 |
|
SU710726A1 |
| Калибрующий инструмент для правки гофр сильфонов | 1986 |
|
SU1402385A1 |
| Устройство для сближения гофров сильфонов | 1978 |
|
SU910282A2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПРАВКИ ОДНОГОФРОВЫХ СИЛЬФОНОВ | 2012 |
|
RU2490338C1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| ПЕРЕДНЯЯ ОПОРА РОТОРА ВЕНТИЛЯТОРА ДВУХКОНТУРНОГО ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2602470C2 |
| Устройство для крепления инструмента | 1991 |
|
SU1816541A1 |
| Устройство для сближения гофров сильфонов | 1978 |
|
SU789187A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Способ поджатия сильфона в рабочий размер | 1973 |
|
SU438824A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Устройство для калибровки гофров сильфонов | 1978 |
|
SU710726A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
