(54) УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ГОФРОВ СИЛЬФОНСВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| Устройство для обрезки сильфонов | 1987 |
|
SU1532205A1 |
| Способ изготовления вакуумных конденсаторов | 1977 |
|
SU662985A1 |
| Способ изготовления сильфонов | 1978 |
|
SU1048339A1 |
| Способ изготовления сильфонов из трубчатых заготовок | 1989 |
|
SU1708472A1 |
| Дисперсионно-твердеющий сплав на основе железа | 1977 |
|
SU697599A1 |
| Калибрующий инструмент для правки гофр сильфонов | 1986 |
|
SU1402385A1 |
| Устройство для калибровки гофров сильфонов | 1984 |
|
SU1227287A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
1
Изобретение относится к обработке металлов давлением, в частности к оснастке для изготовления сильфонов.
В настоящее время предприятия, изготавливающие сильфоны, широко применяют два вида сплавов:
-дисперсионно-твердеющие сплавы 36НХТЮ ГОСТ 1О994-74 и БрБ2 ГОСТ 18157-72, которые приобретают упругие свойства в результате термической обработки (дисперсионного твердения);
-нагартовываемые сплавы (сталь 12Х18Н10Т ГОСТ 5632-72, полутомпак Л-8О ГОСТ 15527-7О, бронза БрОФ4-О625 ГОСТ 5017-74), которые повыщают свои упругие свойства в процессе формообразования трубки в силь- фон.
Известно,что сильфоны после формования имеют пилообразный профиль го(. рированной поверхности, вследствие упругой отдачи материала, а для придания стенкам гофров параллельности их обычно подвергают осевому сжатию. При этом
СИЛЬФОНЫ из дисперсионно-твердеющих сплавов размещают в специальных приспособлениях с использованием плоских полуколец, расположенных между гофра- Ми, и в таком виде подвергают термической обработке, Сильфоны из нагартовываемых сплавов сжимают в осевом направлении до соприкосновения гофров, В обоих случаях у сильфогюв заметно изменяется профиль гофров, вследстсио чего происходит искажение (зпострение) радиусов на верщинах и впадинах, а это в свою очередь, приводит к ухудшению метрологических свойств и сни жению долговечности. Особенно это характерно для сильфонов, изготавливломых из нагортовываемых NtaTopiia/ion.
Для устранения этого яв.ония то сжатия сияьфоиов целесообразно применять калибровку гофров дисковыми роликами, которая улучшает npofjnuib гофрированной поверхности си/гьфопп.
Известно устройство для калиброг ки гофров сильфонов, содержащее прчполпуго
оправку с закрепленным на ней диском и державку с дисками, закрепленнымп с возможностью свободного вращения tl. Недостатками известного устройства являются, во-первых, большая нлощадь контакта трущихся поверхностей, в результате чего на прямых участках гофров образуются механические задиры в виде кольцевых спиралей, во-вторых, опасность потери устойчивости, обусловленная небла гоприятной формой очага деформации при деформировании дисковыми роликами, в-третьих, получение гофров с искаженными по форме стенками (выпуклыми). Последний недостаток особенно присущ сильфонам из нетартованных материалов.
Для повышения качества калибровки рабочая кромка дисков выполнена тороиддльной, толщина их рабочей части меньше толщины кромок, а в каждом диске, закрепленном в державке, вьшоднено центральное отверстие по периметру которого размещена рабочая кромка.
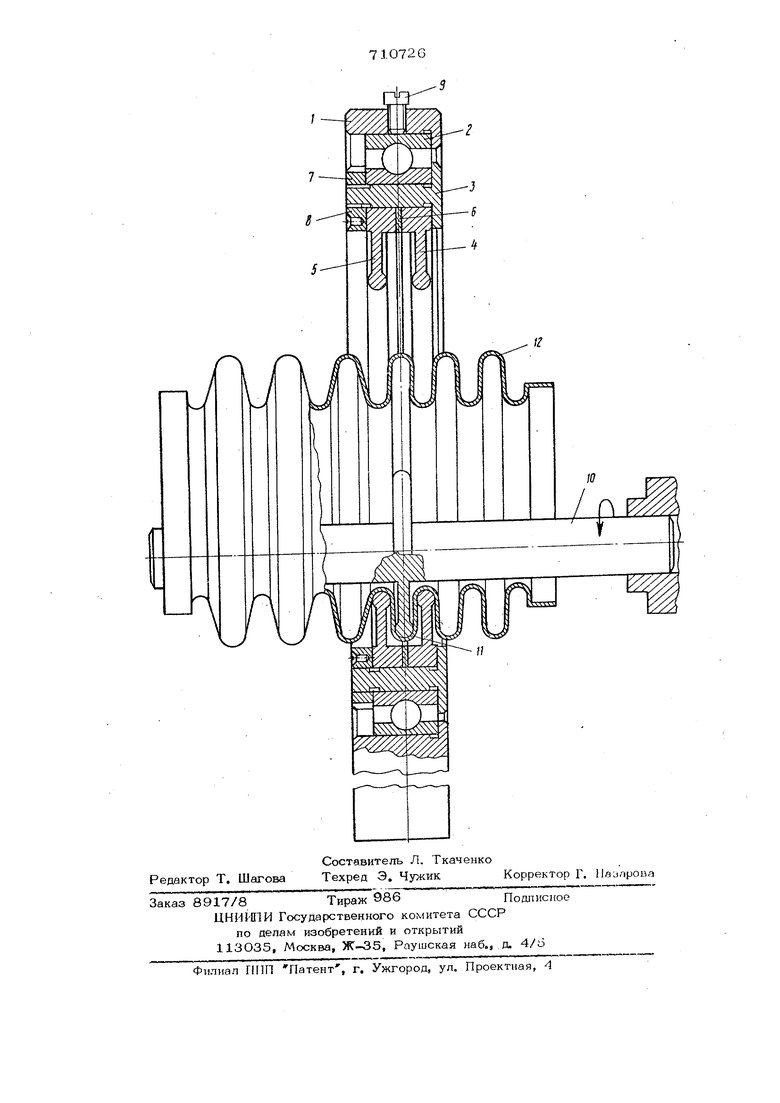
Устройство содержит державку 1, в которой на подшипнике 2 установлена вту ка Зс формующими дисками (кольцами) 4 и 5, между которыми размещена сменная шайба 6. Диски 4 закреплены во втулке 3 гайкой 7, а подшипник - гайкой 8. От проворачивания в державке 1 подшипник 2 стопорится винтом 9.
Устройство содержит также оправку 1О с диском 11. Рабочие кромки дисков 4, 5 и 11 выполнены тороидальными, а толщина рабочей части дисков меньше, чем толщина кромок.
Устройство работает следующим образом.
Оправку 1О закрепляют в патроне токарного станка, а державку 1- в суппорте. Надевают отформованный сильфон 12 на оправку 1О и подводят к нему
державку. Приводят во вращение оправку с сильфоном и включают поперечную подачу суппорта, при этом диски 4 и 5 совместно с диском 11 сближают плоские участки гофра, придавая им параллельность и обеспечивая стабильность шага. Кроме того, рабочие кромки дисков калибруют радиусные части гофра.
Для калибровки следующего гофра сильфон перемещают на шаг.
Использование данного устройства позволит проводить термообработку (дисперсионное твердение) сильфонов без полуколец. Достаточно зафиксировать их по высоте между двумя плитами, на которых соосно расположены цилш1дрические пробки, базирующие по диаметру бортики сильфонов.
Ожидаемый экономический эффект от внедрения устройства составит не менее 7О тыс. руб, в год.
Формула изобретения
Устройство для калибровки гофров сильфонов, содержащее приводную оправку с закрепленным на ней диском и дервозможностью сво-
жавку с дисками с бодного вращения, отличающе- целью повышения кае с я тем, что, с чества калибровки, рабочая кромка дисков выполнена тороидальной, толщина их рабочей части меньше толщины кромок, а в каждом диске, закрепленном в державке, выполнено центральное отверстие по периметру которого размещена рабоча кромка.
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР N9 147998. кл. В 21 В 15/О6. 1949.
