f1
Изобретение относится к машино- строению, в частности к крепежным средствам для быстрого разъемного соединения деталей на фиксированном расстоянии друг от друга.
Цель изобретения - повышение удобства монтажа и уменьшение габаритов.
На, фиг , 1 представлен крепежный элемент, общий вид; на фиг.2 - разрез А-А на фиг.1 (крепежный элемент и соединяемые им детали в сборе); на фиг.З и 4 - виды Б и В на фиг.2 соответственно.
Соединение содержит детали 1 и 2, размещенные на фиксированном растоя- НИИ h друг от друга, и крепежный элемент в виде стержня 3, концы i и 5 которого расположены в отверстиях 6 и 7 соединяемых деталей 1 и 2.
Стержень 3 содержит также дистан- ционный участок 8 и упругие лапки 9, при этом стержень образован радиаль- но расположенными ступенчатыми пластинами, а упруги-е лапки расположены между этими пластинами. Упругие лап- ки выполнены Г-образной формы с головками 10, при этом основание 11 каждой лапки соединено с концевыми участками стержня противоположными их головкам. Упругие лапки относительно пластин стержня своими головками-и основаниями размещены в шахматном порядке (см. фиг.З и 4).
.J
Соединение дета.тей крепнжным элементом осуществляется следующим образом.
Конец 5 стержня 3 вставляют в отверстие 7 детали 2. При этом лапки сначала прижимаются к стержню 3.После выхода головок лапок из. отверстия лапки благодаря пружинящим свойствам расходятся, стремясь занять исходное положение. При этом они прижимают деталь 2 к дистанционным y4acTKaNi пластин стержней. После этого конец 4 стержня 3 вставляют в отверстие в детали 1.
В результате детали 1 и 2 оказываются расположенными на фиксированном расстоянии h друг от друга. Смещение деталей 1 и 2 вдоль продольной оси крепежного элемента ограничивается головками Г-образных лапок и дистанционными участками пластин стержня, а в поперечной плоскости - жесткими концами 4 и 5 стержня З.При разборке лапки прижимают к стержню и снимают детали,
В рассмотренном примере каждая деталь удерживается двумя лапками. Однако при необходимости количество лапок может быть увеличено.
Крепежный элемент может изготавливаться наиболее производительным методом - литьем под давлением из пластмасс.
duds
е
fp
Ю
г
---W
Ф(/г.
Редактор А.Долинич
Составитель Н,Проконичев
Техред В.Кадар Корректор И. Эрдей 1
Заказ 2274/36Тираж 777Подписное
ВНИИПИ Государствек ого комитета СССР
по делам изобрете}1И15 и открытиГ 113035, Москва, Ж-35, Раушская наб., д. 4/3
Производственно-полиграфическое предприятие, -. Ужгор 1д, ул. Прпоктнп я, 4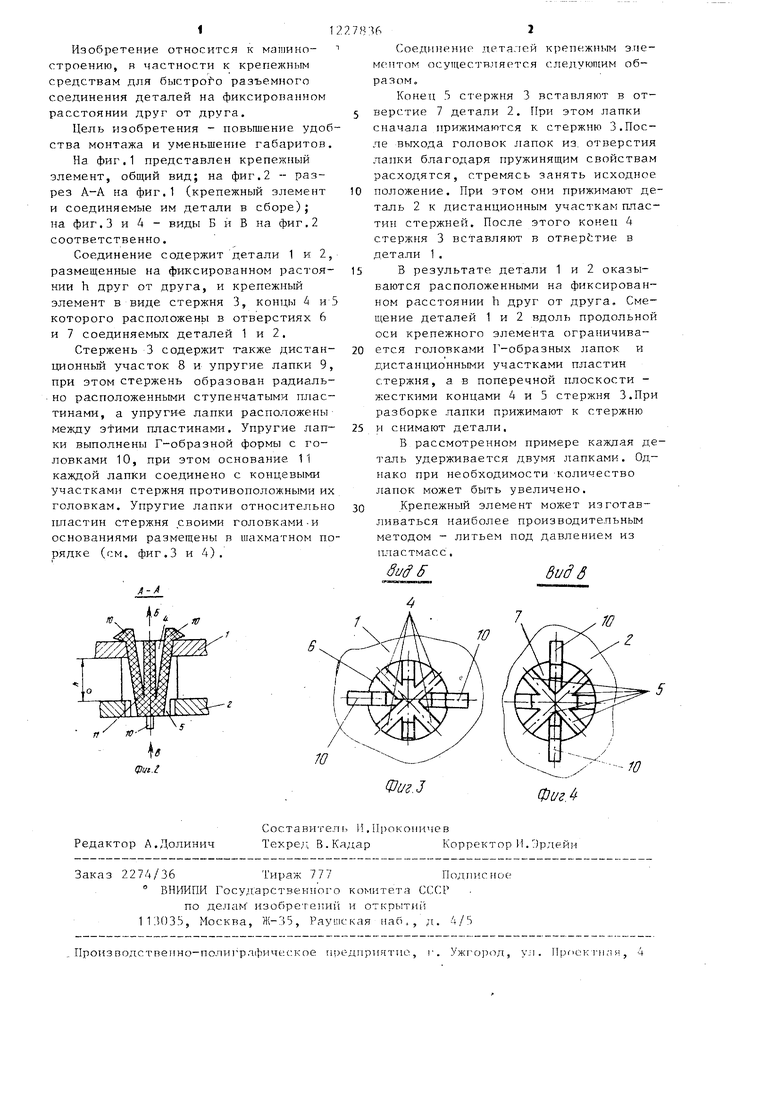
| название | год | авторы | номер документа |
|---|---|---|---|
| Крепежный элемент | 1984 |
|
SU1267078A1 |
| СОЕДИНИТЕЛЬНАЯ СИСТЕМА (ВАРИАНТЫ) | 2004 |
|
RU2334615C2 |
| СБОРОЧНАЯ СИСТЕМА | 2008 |
|
RU2466303C2 |
| РУЧКА ДЛЯ УСТАНОВКИ В ОТВЕРСТИИ | 2005 |
|
RU2395660C2 |
| УСТРОЙСТВО СОЕДИНЕНИЯ ПРИ ПОМОЩИ БОЛТА И ГАЙКИ | 2004 |
|
RU2343325C2 |
| СПОСОБ РЕМОНТА ДИСКА ВЕНТИЛЯТОРНОГО РОТОРА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ, ВЕНТИЛЯТОРНЫЙ РОТОР ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ И ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ | 2009 |
|
RU2519707C2 |
| СПОСОБ АНКЕРНОЙ ФИКСАЦИИ КОСТНЫХ ФРАГМЕНТОВ С НАЛОЖЕНИЕМ СТРУНЫ И АНКЕР | 2009 |
|
RU2415653C2 |
| ХИРУРГИЧЕСКИЕ КРЕПЕЖНЫЕ ДЕТАЛИ, АППЛИКАТОРЫ И МЕТОДЫ УСТАНОВКИ ХИРУРГИЧЕСКИХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2544224C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2005 |
|
RU2384761C2 |
| Устройство для стопорения резьбового соединения | 1979 |
|
SU868155A1 |

| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Патент ФРГ № 3325191, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
