1
Изобретение относится к черной металлургии, в частности к производству холоднокатанной стали., и совершенствует продесс охлаждения рулонов после их отжига в колпаковьи печах.
Целью изобретения является повышение производительности процесса охлаждения и стабильности механических свойств отожженной стали.
На фиг,1 представлено устройство для реализации предлагаемого способа, общий вид; на фиг. 2 и 3 - кривые охлаждения стоп рулонов с исползованием известного и предлс1гаемого
способов.
Устройство для реализации способа включает стенд 1 с центральным отверстием 2, колпак 3 с вентилятором 4, конвекторные кольца 5 и кон- векторные кольца 6 с центральным отверстием 8, размещенные между рулонами 7.
Способ охлаждения рулонов стали осуществл51ют следующим образом.
На .-стенде 1 формируют отожженную в колпаковой печи стопу, например, из 3-х рулонов 7. Причем после установки нижнего рулона на ei o верхний торец кладут конвекторное кольцо 5 с центральным отверстие м 8. Далее устанавливают средний рулон, а на .его верхний торец кладут конвекторное кольцо 6, центральное отверстие которого перекрыто с помощью заглущки 9, после чего устанавливают верхний рулон 7, колпак 3 с вентилятором А. Одновременно включают дьмососы (не показаны) и вентилятор 4. При работе вентилятора .4 основной поток воздуха под избыточным давлением поступает на внутреннюю полость верхнего рулона 7 и по каналам конвекторного кольца 6 двигается вдоль нижнего торца от внутренни витков к наружным в кольцевой зазор между колпаком 3 и стопой рулонов. 3 дальнейшем воздух из кольцевого зазора, а также воздух, поступающий через НИЗ колпака 3 под действием разрежения, создаваемого дымососом ло каналам конвекторных колец 5 и 6 отобрав тепло от рулонов, поступает 30 внутреннюю полость стопы и дальше через центральное отверстие 2 в борова. П&сле охлаждения стопы рулонов, например, до 40-50 С отключают вентилятор 4 и дымосос, снимают колпак 3 и подают рулоны 7 на дресси- ровку.
27927
Повьшение производительности процесса охлаждения с использованием предлагаемого способа достигают за счет того, что объем циркулирующего
5 воздуха вдоль торцов отстающего по охлаждению верхнего рулона (в результате заглупшвания центрального отверстия) увеличивается в 4-4,5 раза, соответственно увеличиваются скорость
10 движения и коэффициент теплоотдачи. Заглушивание центрального отверстия позволяет снизить сопротивление на выходе воздуха из каналов конвектор- ных колец во внутреннюю полость, в
15 результате чего повышается расход воздуха,- циркулирующего через кон- векторные кольца под действием разрежения. Кроме того, благодаря изменению схемы движения воздуха вдоль
20 торцов верхнего рулона, т.е. благодаря заглушиванию центрального отверстия в конвекторном кольце под верхним рулоном (воздух движется от внутренних витков к наружньЕм) , уве25 личивается скорость охлаждения верхнего рулона. Количество тепла, отобранное воздухом от рулонов, равно
q ),
30 где об - коэффициент теплоотдачи,
ккал/м « град; t , tj, - соответственно температура
металла и воздуха, С. При охлаждении стопы рулоНов под
, муфелем защитньш газ циркулирует по каналам конвекторных колец от наружных витков к внутренним. По мере движения газа от периферии к центру его температура повьшается, т.е. снижается температурный перепад между металлом и газом, уменьшается количество тепла,отбираемое от рулонов, в результате чего при охлаждении максимум температура металла смещается к внутренним виткам. Поэтому циркуляция воздуха с минимальной температурой от внутренних витков к наружным позволяет интенсифицировать процесс охлаждения верхнего рулона стопы,, так как в этом участке темпе50 ратурньм перепад между металлом и газом больше.
Эти два фактора приводят к тому, что скорость охлаждения верхнего рулона находится на одном уровне со
55 скоростью охлаждения нижнего рулона стопы, т.е. повьш1ается производительность процесса охлаждения стопы рулонов в целом.
40
45
3 .1
в свою очередь, повьпяение равномерности охлаждения приводит к одинаковым скоростям выделения углерода и азота в металле по всей длине (высоте) садки, т.е. приводит к повьппе- нию стабильности свойств отожженного металла.
Аналогично предлагаемьш способ осуществляют при охлаждении в стопе, например, 4-х рулонов. В этом случае конвекторные кольца с заглушенным центральным ртверстием устанавливают под верхним и над нижним рулонами.
С целью опробования предлагаемого способа для охлаждения рулонов стали в промышленныхусловиях из распакованного после отжига вколпаковой печи металла с термопарами в рулонах сформиро- вали на стенде стопу из 3-хрулонов из стали 08КП общей массой 75 т с параметрами полосы 0,5-1210 мм. Между нижним и средним рулонами стопы устаноПредлагаемьш
Из полученных данньтх следует, что использование предлагаемого способа позволяет увеличить объем .воздуха, циркулирующего вдоль торцов верхнего рулона, по сравнению с известным практически в 4,5 раза. Увеличение расхода воздуха, а также изменение схемы циркуляции вдоль торцов верхнего рулона согласно кривым охлаждения, представленным на фиг,2 и 3, привели к увеличению скорости охлаждения с 1,0 до 1,4 град/ч, длительность охлаждения сократилась в среднем на 24 ч, т.е. производительность процесса-охлаждения стопы рулонов повысилась в среднем на 25%,
При этом скорость охлаждения верхнего и нижнего рулонов стопы находятся практически на одном уровне и составляют 1,4 и 1,5 град./ч.
279274
вили двухстороннее конвек торное кольцо с радиальными циркуляционными каналами и центральным отверстием. Между средним и верхним рулонами уста- 5 новили двухстороннее конвекторное кольцо с заглушенным центральным отверстием в теле дисКа,к которомл, приварены опорные ребра,образующие циркуляционные каналы. Затем на стопу уста- 10 новили колпак ускоренного охлаждения с осевым вентилятором в его верхней части, мощностью 4 кВт и проектной производительностью 16-18 тыс.м /ч. Включили дымососы, осевой вентилятор
15 и стопу по заложенным в рулонах термопарам охладили до 50 С.
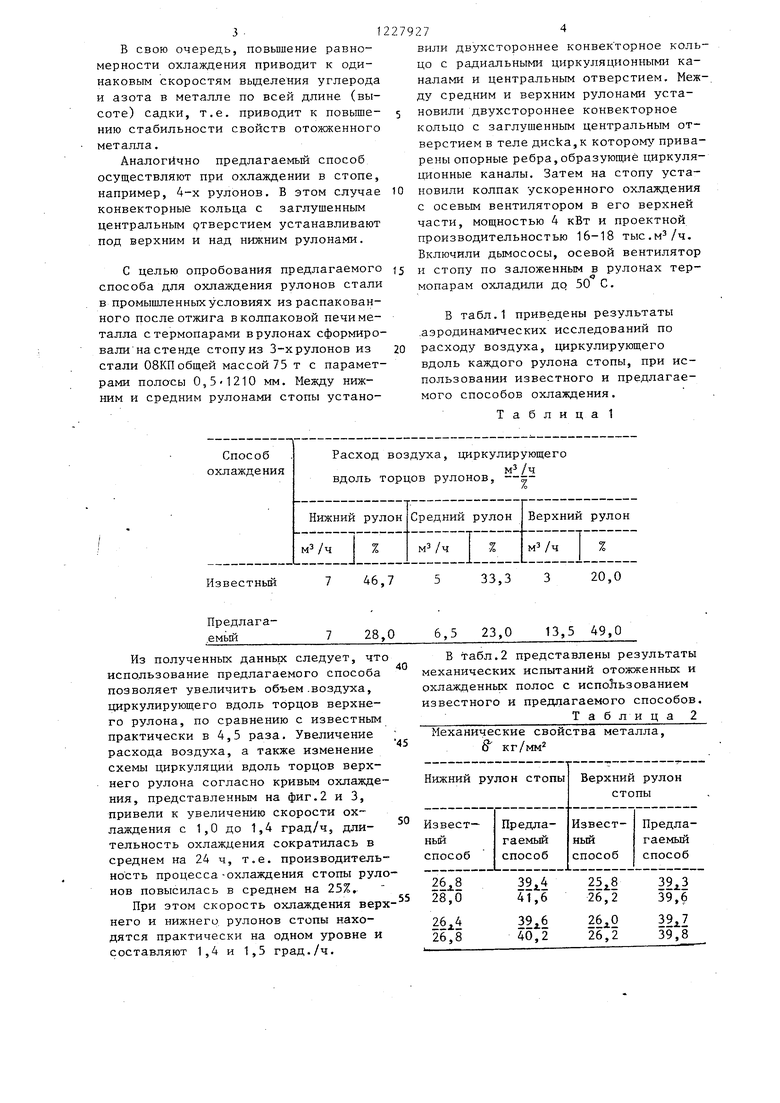
В табл.1 приведены результаты .аэродинамических исследований по расходу воздуха, циркулирующего
вдоль каждого рулона стопы, при использовании известного и предлагаемого способов охлаждения.
Таблица 1
28,0
6,5 23,0 13,5 49,0
В табл.2 представлены результаты механических испытаний отожженных и охлажденных полос с использованием известного и предлагаемого способов.
Таблица 2
Механические свойства металла, S кг/мм
50
55
Примечани е.Числитель - механические свойства металла, испытанного после дрессировки; знаменатель - то же, через 14 дней после дрессировки.
Полученные данные свидетельствуют, что выравнивание скоростей охлаждения нижнего и верхнего рулонов
Редактор Т.Порфенова
Составитель Г.Назарова Техред М,Хо данич
Заказ 2795Тираж 561 о
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
стопы на участке принудител1 ного охлаждения способствует повышению стабильности механических свойств
5 отожженньи полос во времени,
Техническим преимуществом предлагаемого способа по сравнению с известным является повышение интенсивности процесса теплоотдачи конвекци10 ей от металла к воздуху.
Корректор М.Шароши
Подписное

| название | год | авторы | номер документа |
|---|---|---|---|
| Конвекторное кольцо | 1983 |
|
SU1139761A1 |
| Конвекторное кольцо для нагрева садки в колпаковых печах | 1983 |
|
SU1133307A1 |
| Конвекторное кольцо | 1990 |
|
SU1705372A1 |
| Стенд колпаковой печи | 1979 |
|
SU876753A1 |
| Стенд колпаковой печи для отжигаРулОНОВ | 1979 |
|
SU846586A1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1997 |
|
RU2128234C1 |
| Способ отжига рулонов в колпаковых печах | 1989 |
|
SU1765215A1 |
| Колпаковая печь | 1991 |
|
SU1788981A3 |
| КОЛПАКОВАЯ ПЕЧЬ | 1991 |
|
RU2068532C1 |
| Циркуляционный вентилятор колпаковой печи | 1987 |
|
SU1544827A1 |

| Способ охлаждения холоднокатанойРулОННОй СТАли пОСлЕ ОТжигА | 1978 |
|
SU827568A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дисковый сошник | 1977 |
|
SU631103A1 |
