1
Изобретение относится к черной металлургии, в частности к производству холоднокатаной стали, и совершенствует процесс охлаждения рулонов холоднокатаной полосовой стали после их отжига в колпаковых печах.
Известен способ охлаждения рулонов холоднокатаной стали после отжига, заключающийся в охлаждении стопы рулонов под циркулирующим муфелем защитным газом до достижения в подмуфельном пространстве температуры 80-120°С, в снятии муфеля, разборке садки, помещении рулонов на стеллажи и их окончательном охлаждении на воздухе или под вентилятором до 35-40°С 1.
Длительность охлаждения рулонов от 2 до 4 суток. После этого отожженные рулоны задают в дрессировку, режут на листы и отгружают потребителю.
Недостатком известного способа производства холоднокатаной стали является низкая производительность процесса охлаждения отожженных рулонов на стеллажах. Это приводит к увеличению производственных площадей перед дрессировкой.
Цель изобретения - сокращение длительности процесса охлаждения при сокращении производственных площадей.
Цель достигается тем, что окончательное охлаждение производят путем подачи на поверхность проката охладителя, например воды, в процессе дрессировки.
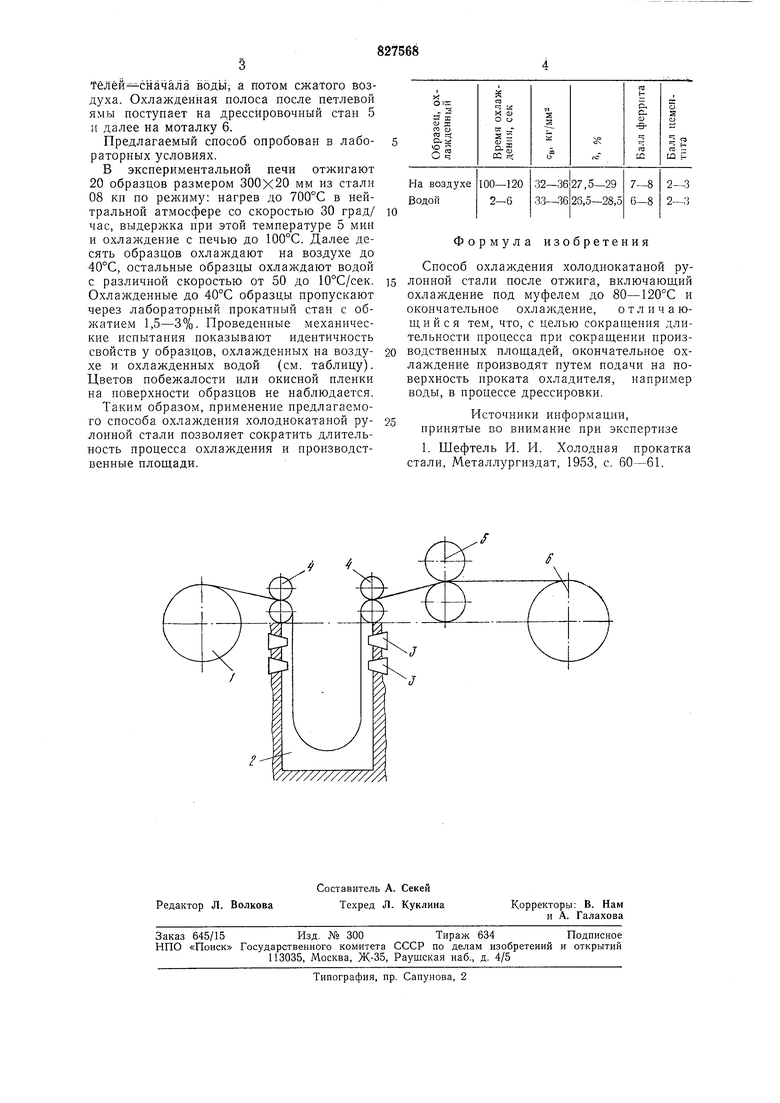
На чертеже представлен общий вид линии дрессировочного стана, позволяющий осуществить предлагаемый способ.
Линия состоит из разматывателя 1, подъемного стола (на чертеже не показан), расположенного над петлевой ямой 2 со спрейерами 3, собственно дрессировочного стана и моталки.
Предлагаемый способ осуществляют следующим образом.
После охлаждения до 80-120°С отожженные рулоны передают непосредственно к дрессировочному стану. Рулон устанавливают на разматыватель I и подают полосу к тянущим роликам 4. После захвата полосы тянущими роликами 4 подъемный стол опускают и петлевую яму 2 заполняют металлом. Одновременно через спрейеры 3 подают охладитель, например воду, на поверхность полосы и охлаждают ее до требуемой температуры дрессировки 35- 40°С.
В качестве охладителя можно применить воду, сжатый воздух или, например, воздушно-эмульсионную смесь. Возможно сочетание последовательной подачи охладителёй сначала воды, а потом сжатого воздуха. Охлажденная полоса после петлевой ямы поступает на дрессировочный стан 5 и далее на моталку 6. Предлагаемый способ опробован в лабораторных условиях. В экспериментальной печи отжигают 20 образцов размером 300x20 мм из стали 08 кп по режиму: нагрев до 700°С в нейтральной атмосфере со скоростью 30 град/ час, выдержка при этой температуре 5 мни и охлаждение с печью до 100°С. Далее десять образцов охлаждают на воздухе до 40°С, остальные образцы охлаждают водой с различной скоростью от 50 до 10°С/сек. Охлажденные до 40°С образцы пропускают через лабораторный прокатный стан с обжатием 1,5-3%. Проведенные механические испытания показывают идентичность свойств у образцов, охлажденных иа воздухе и охлажденных водой (см. таблицу). Цветов побежалости или окисной пленки на поверхности образцов не наблюдается. Таким образом, применение предлагаемого способа охлаладения холоднокатаной рулонной стали позволяет сократить длительность процесса охлаждения и производственные площади. 68 Формула изобретения Способ охлаждения холоднокатаной рулонной стали после отжига, включающий охлаждение под муфелем до 80--120°С и окончательное охлаледение, отличающийся тем, что, с целью сокращения длительности процесса при сокращении производственных площадей, окончательное охлаждение производят путем подачи на поверхность проката охладителя, например воды, в процессе дрессировки. Источники информации, принятые во виимание при экспертизе 1. Шефтель И. И. Холодная прокатка стали, Металлургиздат, 1953, с. 60-61.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ОХЛАЖДЕНИЯ РУЛОННОЙ ПОЛОСЫ ПОСЛЕ ОТЖИГА | 2002 |
|
RU2201461C1 |
| СИСТЕМА И СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2746876C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2238988C1 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2164179C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2492945C1 |
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ОТОЖЖЕННЫХ ПОЛОС | 2012 |
|
RU2492947C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ | 2016 |
|
RU2638477C2 |
