защитный газ засасывается из внутренней полости стопы рулонов и под избыточным давлением подается в кольцевой зазор между муфелем и стопой рулонов. Защитный газ нагревается и по каналам конвекторных колец вновь на время изменяют направление циркуляции защитного газа, т.е. его подают из кольцевого зазора во внутреннюю полость стопы рулонов и далее по каналам конвекторных колец в кольцевой зазор. Периодическое изменение направления циркуляции защитного газа осуществляют от начала нагрева до конца охлаждения. При движении по каналам конвекторных колец защитный газ передает тепло торцам рулонов. Часть тепла излучением передается от муфеля на наружные боковые поверхности рулонов и верхнюю торцовую поверхность верхнего рулона стопы. Стопу рулонов нагревают до температуры отжига, осуществляют выдержку, снимают нагревательный колпак и производят охлаждение металла под муфелем до требуемой температуры. Известный способ предполагает проведение одной выдержки, например, при 660- 700°С или двух, одной при 550-580°С и другой при 660-700°С.
Недостатками известного способа являются неравномерность механических свойств рулонов по высоте стопы и низкая производительность печи.
Неравномерность механических свойств рулонов вызвана неравномерностью их нагрева по высоте стопы. Скорость нагрева верхнего рулона выше, чем скорость нагрева нижнего рулона. В резуль- тате верхний рулон находится не менее, чём на 6-10 ч больше при температурах отжига, чем нижний рулон. Обусловлено это рядом причин.
Во-первых, если нижний рулон стопы получает тепло излучением от муфеля только через наружную боковую поверхность, то верхний рулон - как через боковую поверхность, так и через верхнюю торцовую поверхность. Скорость нагрева в осевом направлении, т.е. через торцы рулонов, на порядок выше, чем в радиальном направлении.
Во-вторых, до достижения в подмуфель- ном пространстве температуры выдержки в период подачи защитного газа в кольцевой зазор между муфелем и стопой рулонов вдоль т орцов нижнего рулона циркулирует защитный газ с минимальной температурой, вдоль торцов верхнего рулона стопы - с максимальной температурой. Периодическое изменение направления циркуляции защитного газа в этом период отжига не позволяет снизить неравномерность нагрева по высоте стопы. При подаче защитного газа во внутреннюю полость стопы рулонов к торцам верхнего рулона поступает газ с меньшей температурой, чем к нижнему. Но так как верхний рулон получает дополнительно тепло излучением через верхний торец, то скорость его нагрева не ниже скорости нагрева нижнего рулона стопы.
В-третьих, на снижение скорости нагрева нижнего рулона в период до достижения выдержки существенное влияние оказывает то, что стенд печи нагревается вместе с нижним рулоном стопы.
Низкая производительность печи вызвана тем, что для снижения неравномерности нагрева по сечению и высоте стопы требуется проведение длительной выдержки. Температурные перепады по сечению и
высоте стопы достигают в процессу отжига 80-100°С, тогда как для получения требуемых ГОСТами механических свойств необходимо, чтобы к концу отжига температурный перепад не превышал 1020°С.
Целью предлагаемого технического решения является повышение механических свойств отжигаемых рулонов и производительности печи.
Поставленная цель достигается тем, что периодическое изменение направления циркуляции защитного газа начинают по достижении в подмуфельном пространстве температуры выдержки 550--600°С и осуществляют его с периодом, равным 2-3 ч, при этом подачу газа до температуры 550-600°С ведут во внутреннюю полость стопы.
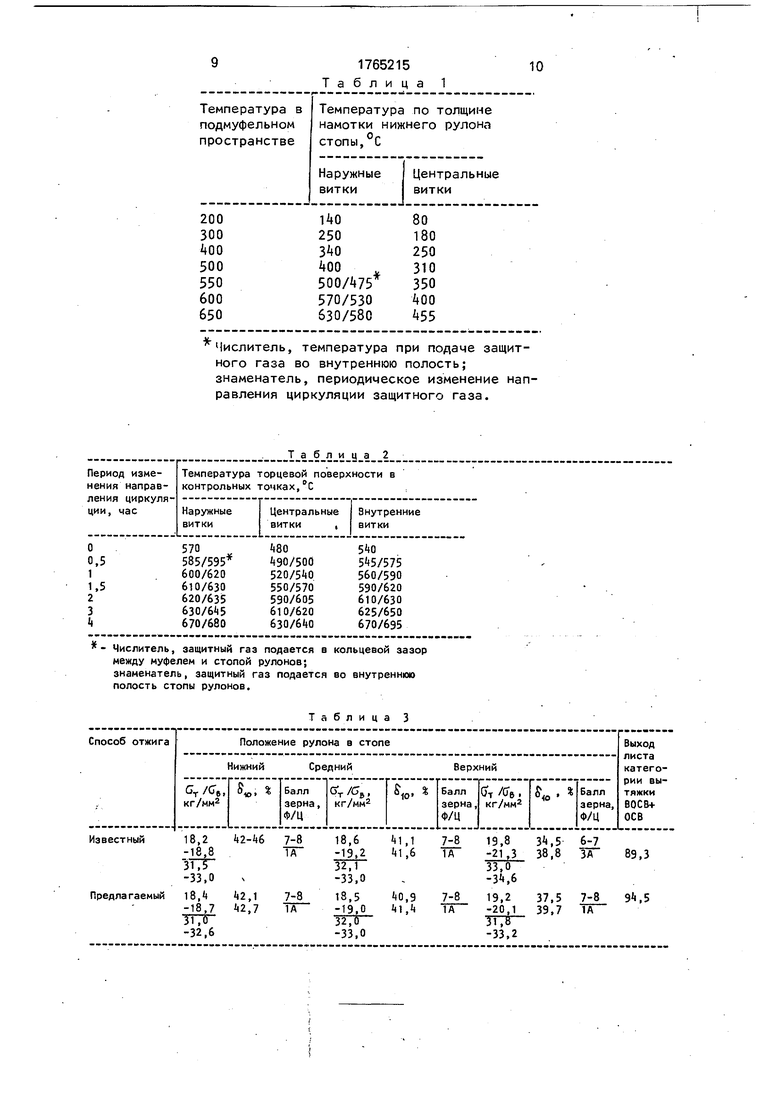
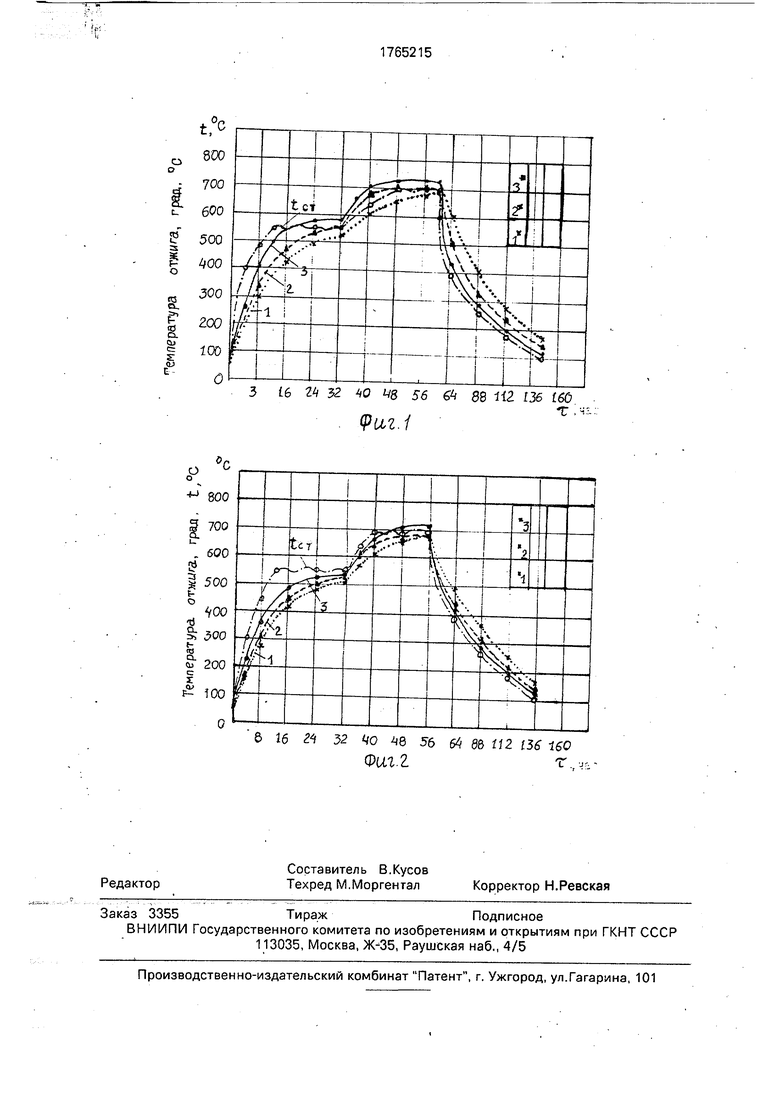
Сущность изобретения поясняется чертежом , где на фиг.1 и фиг. 2 представлены
температурные кривые нагрева и охлаждения стопы рулонов соответственно с использованием известного и предлагаемого способов отжига. Кривая 1 - температура нижнего рулона в точке 1; кривая 2 - температура среднего рулона в точке 2; кривая 3 - температура верхнего рулона в точке 3; кривая tcr - температура в подмуфельном пространстве.
Способ отжига рулонов в колпаковых печах, преимущественно плотносмотанных рулонов, включает нагрев и охлаждение рулонов путем подачи защитного газа в под- муфельное пространство и периодическое
изменение направления его циркуляции.
Отличительным от прототипа признаком является то, что периодическое изменение направления циркуляции защитного газа начинают по достижении температуры в подмуфельном пространстве 550-600°С и
осуществляют его с периодом, равным 2-3 часа, при этом подачу газа до температуры 550-600°С ведут во внутреннюю полость стопы.
Анализ известных технических решении и предлагаемого сходных признаков у них не обнаружил. Следовательно, заявленное техническое решение обладает существенными отличиями.
Предлагаемый способ отжига рулонов реализуют следующим образом. На стенде формируют стопу рулонов, накрывают ее муфелем, заполняют под муфельное пространство защитным газом и включают циркуляционный вентилятор. Вентилятор включают таким образом, что он всасывает защитный газ из кольцевого зазора между муфелем и стопой рулонов и подает его снизу вверх во внутреннюю полость стопы рулонов. Далее устанавливают на стенд нагревательный колпак и осуществляют нагрев стопы рулонов по требуемому технологическими условиями режиму отжига. При достижении в подмуфельном пространстве температуры 550-600°С изменяют направление вращения крыльчатки вентилятора, т.е. изменяют направление циркуляции защитного газа. В этом случае защитный газ из внутренней полости стопы рулонов через стенд подают в кольцевой зазор между муфелем и стопой рулонов и далее по каналам конвекторных колец вновь во внутреннюю полость. Через 2-3 ч работы по такой схеме циркуляции защитного газа снова изменяют направление циркуляции на обратное. Периодическое изменение направления циркуляции защитного газа в дальнейшем осуществляют до конца охлаждения стопы рулонов под муфелем.
Повышение механических свойств отжигаемых рулонов при использовании предлагаемого способа достигают за счет подачи защитного газа во внутреннюю полость стопы рулонов до момента достижения в подмуфельном пространстве температуры 550-600°С. При такой схеме циркуляции вдоль торцов нижнего рулона стопы движется защитный газ максимальной температурой, вдоль торцов верхнего рулона - с минимальной температурой. В результате возрастает скорость нагрева нижнего рулона, т.е. снижается температурный перепад по высоте стопы. Соответственно повышается равномерность механических свойств отжигаемых рулонов.
Необходимость в периодическом изменении направления циркуляции защитного газа по достижении температуры 550- 600°С получена на основе экспериментальных данных, представленных в табл.1.
Согласно этим данным, при достижении в подмуфельном пространстве температуры 550-600°С существенно ухудшаются качественные параметры нагрева нижнего рулона стопы. По сечению нижнего рулона резко возрастает температурный перепад, вызванный перегревом наружных витков из-за коэффициента радиальной теплопроводности. Несоответствие между тепловым пото0 ком, подающим на наружные витки рулона, и количеством тепла, передаваемым в радиальном направлении, приводит к их перегреву, т.е. к ухудшению механических свойств по длине отжигаемых полос.
5 Из табл.1 следует, что изменение направления циркуляции защитного газа при температуре 550-600°С позволяет снизить температурный перепад по сечению нижнего рулона, т.е. позволяет улучшить механи0 ческие свойства отожженного рулона.
Повышение производительности печи при использовании предлагаемого способа обеспечивают за счет подачи защитного газа во внутреннюю полость стопы до темпе5 ратуры 550-600°С и изменения направления циркуляции защитного газа с периодом равным 2-3 ч.
Подача защитного газа из кольцевого зазора через стенд во внутреннюю полость
0 стопы рулонов позволяет нагревать стенд наиболее горячим газом. Чем быстрее нагревается стенд, тем ваше температура газов, участвующих в теплообмене с нижним рулоном. Повышение скорости нагрева
5 нижнего рулона приводит к сокращению длительности выдержки для обеспечения требуемой равномерности нагрева по высоте стопы, т.е. приводит к повышению производительности печи.
0 Изменение направления циркуляции защитного газа с периодом, равным 2-3 ч позволяет свести к минимуму температурный перепад по торцевой поверхности рулонов, т.е. по толщине намотки. В результате
5 сокращается длительность выдержки для выравнивания температур по сечению рулонов, т.е. повышается производительность печи.
Оптимальную длительность периода
0 циркуляции защитного газа в том или ином направлении нашли опытным путем, исходя из условия минимизации температурного перепада по торцевой поверхности рулонов. В качестве начального распределения
5 температур брали распределение температур после достижения в подмуфельном пространстве температуры 550-600°С. Температуру торцевой поверхности измеряли с помощью термопар, заложенных в рулоны на глубину 50 мм от торца в трех
точках по толщине намотки. Данные опытных исследование представлены в табл.2.
Из полученных данных следует, что оптимальная длительность периода циркуляции составляет 2-3 ч. При этом температурный перепад по торцевой поверхности не превышает 20-30°С. Если период циркуляции меньше 2 ч, то температурный перепад увеличивается до 50-70°С. В этом случае на величину температурного перепада определяющее значение оказывает теплопередача излучением на торцевую поверхность по наружному периметру рулона.
При увеличении длительности периода циркуляции более 3 ч величина температурного перепада также возрастает до 40-50°С и выше. Увеличение температурного пер е- пада связано, в основном, с тем, что пои подаче защитного газа во внутреннюю полость резко возрастает скорость нагрева внутренних витков при сравнительно высокой скорости нагрева наружных витков.
Предлагаемый способ отжига рулонов опробовали в промышленных условиях. Стенд колпаковой печи оборудовали осевым вентилятором, сформировали на стенде стопу из 3-х рулонов из стали марки 08Ю общей массой 82 т. Стопу накрыли муфелем, подали в подмуфельное пространство защитный газ, включили осевой вентилятор и установили нагревательный колпак. До достижения в подмуфельном пространстве температуры 550°С осевой вентилятор подавал защитный газ во внутреннюю полость стопы рулонов. При достижении 550°С изменили направление циркуляции защитного газа на 2,5 ч в обратную сторону и т.д. до конца отжига. Для сравнения отожгли стопу из трех рулонов данной плавки с использованием известного способа.
Температурные кривые нагрева стопы рулонов с использованием известного и предлагаемого способов приведены соответственно на фиг. 1 и 2.
Результаты исследований показывают, что длительность нагрева при использовании предлагаемого способа сократилась на 6 ч, длительность охлаждения на 2 ч, т.е. производительность печи повысилась, в среднем, на 5%.
При использовании известного способа температурный перепад по высоте стопы в процессе нагрева составлял 80-120°С, а к концу выдержек 30-40°С. При отжиге стопы рулонов по предлагаемому способу температурный перепад в процессе нагрева
не превышал 40-60°С, к концу выдержек 20°С, т.е. равномерность нагрева рулонов по высоте стопы повысилась в 1,5-2 раза. Повышение равномерности нагрева приводит к соответствующему повышению механических свойств отжигаемых рулонов.
Из данных табл.3 следует, что высокая неравномерность нагрева рулонов по высоте стопы приводит к необходимости увеличения выдержки при температурах отжига.
В результате наблюдается особенно для верхнего рулона стопы чрезмерный рост зерен феррита. По их границам выделяются крупные включения цементита, что в конечном итоге ухудшает пластические свойства
листа. Так, использование предлагаемого способа по сравнению с известным позволяет повысить выход листа высоких категорий вытяжки на 5,2%.
Таким образом, использование предложенного способа отжига рулонов в колпако- вых печах в сравнении с прототипом позволяет повысить механические свойства отжигаемых рулонов и производительность печи. Выход листа высших групп вытяжки
увеличивается на 5,2%, производительность колпаковых печей повышается на 5%. Способ отжига может быть использован для отжига холоднокатаной полосовой стали в плотносмотанных рулонах в колпаковых одностопных печах.
Формула изобретения Способ отжига рулонов в колпаковых печах, преимущественно плотносмотанных
рулонов, включающий нагрев и охлаждение рулонов путем подачи защитного газа в под- муфельное пространство и периодическое изменение направления его циркуляции, о т- личающийся тем, что, с целью повышения
механических свойств отжигаемых рулонов и производительности печи, периодическое изменение направления циркуляции защитного газа начинают по достижении температуры в подмуфельном пространстве
550-600°С и осуществляют его с периодом, равным 2-3 ч, при этом подачу газа до температуры 550-600°С ведут во внутреннюю полость стопы.
Температура по толщине намотки нижнего рулона стопы,°С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловой обработки рулоновВ КОлпАКОВОй пЕчи | 1979 |
|
SU834379A1 |
| Стенд колпаковой печи для отжигаРулОНОВ | 1979 |
|
SU846586A1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2003 |
|
RU2230803C1 |
| Колпаковая печь для отжига рулонов металла | 1989 |
|
SU1703707A1 |
| Способ отжига распущенных рулонов | 1979 |
|
SU876752A1 |
| Колпаковая печь | 1991 |
|
SU1788981A3 |
| Способ производства холоднокатаной полосовой стали | 1989 |
|
SU1766986A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| Конвекторное кольцо для нагрева садки в колпаковых печах | 1983 |
|
SU1133307A1 |
| Конвекторное кольцо | 1983 |
|
SU1139761A1 |
Числитель, температура при подаче защитного газа во внутреннюю полость; знаменатель, периодическое изменение направления циркуляции защитного газа.
Таблица 2
Числитель, защитный газ подается в кольцевой зазор между муфелем и стопой рулонов; знаменатель, защитный газ подается во внутреннюю полость стопы рулонов.
Таблица 3
