Известные ;станки для автоматической дуговой сварки пустотелых шаров, содержащие сварочную головку, вращатель с нневматическищ зажимами для вращения свариваемого изделия, наклонные желобы для транспортирования изделий и электромеханическое устройство для управления работой станка, не обеспечивают автоматизации процесса сборки и сварки изделий.
Для устранения этого недостатка предлагается снабдить станок откидным плоским упором для фиксирования заготовок в зажимах, а зажимы - пружинящими захватами для удерживания заготовок при удалении упора.
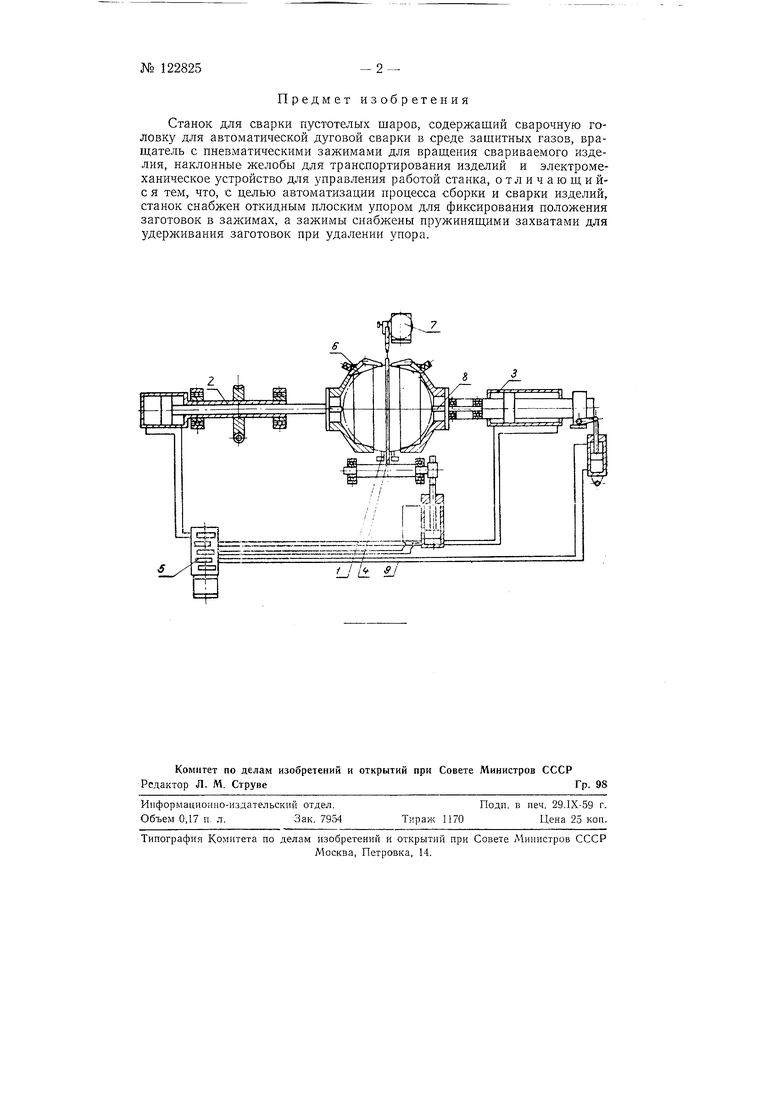
На чертеже представлена схема станка.
Предлагаемый станок состоит из подающего механизма /, передней бабки 2 вращателя, задней бабки 5, откидного плоского упора 4, командоаппарата 5, фрикционных пружинящих захватов 6, сварочной головки 7, выталкивателя готового изделия 8 и трубопроводов сжатого воздуха 9. Эти детали смонтированы на станине, внутри которой расположено необходимое электрооборудование.
Из наклонного лотка две полусферы, представляющие собой заготовку свариваемого изделия, скатываются к центру станка и располагаются по обе стороны откидного упора, плоскость которого перпендикулярна к оси вращения изделия и расположена в плоскости оси мундштука сварочной головки. Плоскость стыка обеих полусфер находится точно в плоскости оси электрода. После этого зажигается сварочная дуга и начинается вращение изделия. Происходит сварка двух ползсфер в один пустотелът шар. Конец сварки фиксируется при помощи реле времени. Командо-аппарат дает команды соответствующим штокам для освобождения изделия, которое по наклонному желобу выкатывается из станка, включая механизм загрузки.
Предмет изобретения
Станок для сварки пустотелых шаров, содержащий сварочную головку для автоматической дуговой сварки в среде защитных газов, вращатель с пневматическими зажимами для вращения свариваемого изделия, наклонные желобы для транспортирования изделий и электромеханическое устройство для управления работой станка, отличающийс я тем, что, с целью автоматизации процесса сборки и сварки изделий, станок снабжен откидным плоским упором для фиксирования положения заготовок в зажимах, а зажимы снабжены пружинящими захватами для удерживания заготовок при удалении упора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для сборки и сварки | 1960 |
|
SU135036A1 |
| Станок для автоматической дуговой сварки | 1958 |
|
SU119284A1 |
| Устройство для центровки торцовых частей труб при сварке | 1959 |
|
SU125789A1 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1959 |
|
SU129621A1 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1959 |
|
SU123931A1 |
| Станок для сварки резервуаров | 1958 |
|
SU121890A1 |
| Устройство для сборки и сварки полусферических оболочек | 1979 |
|
SU863277A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Автомат для дуговой сварки | 1959 |
|
SU131009A1 |
| Устройство для контактной стыковой сварки колец | 1960 |
|
SU134781A1 |
fj L
