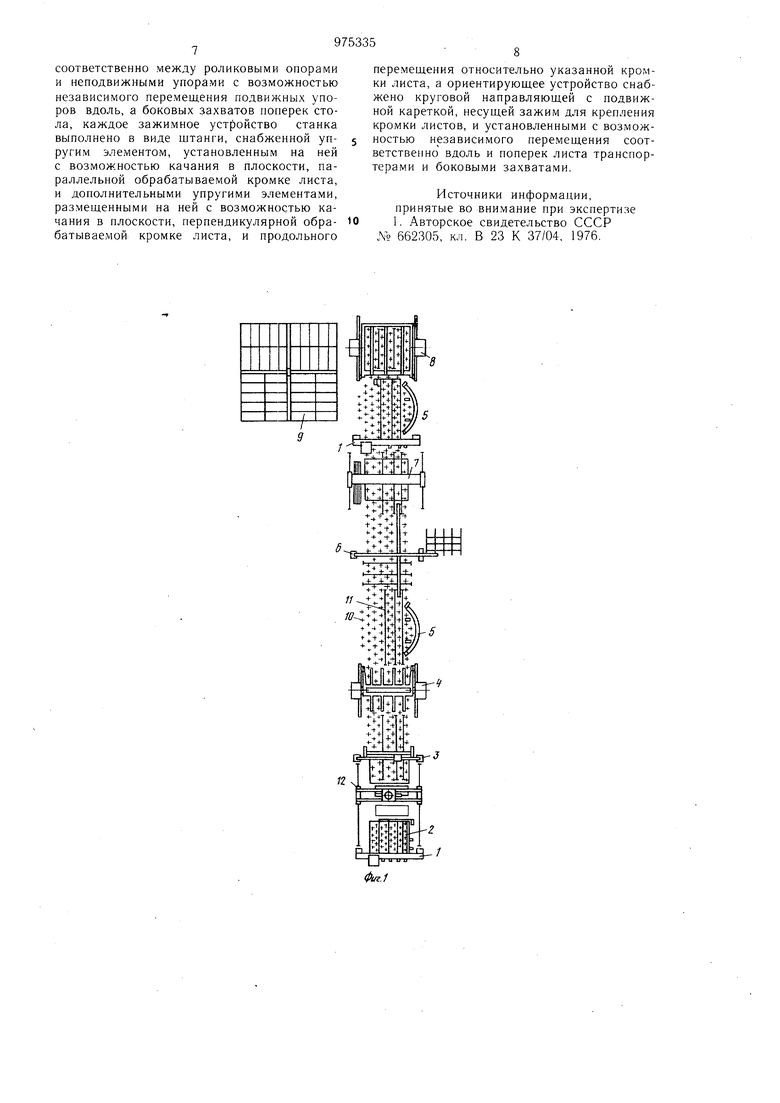
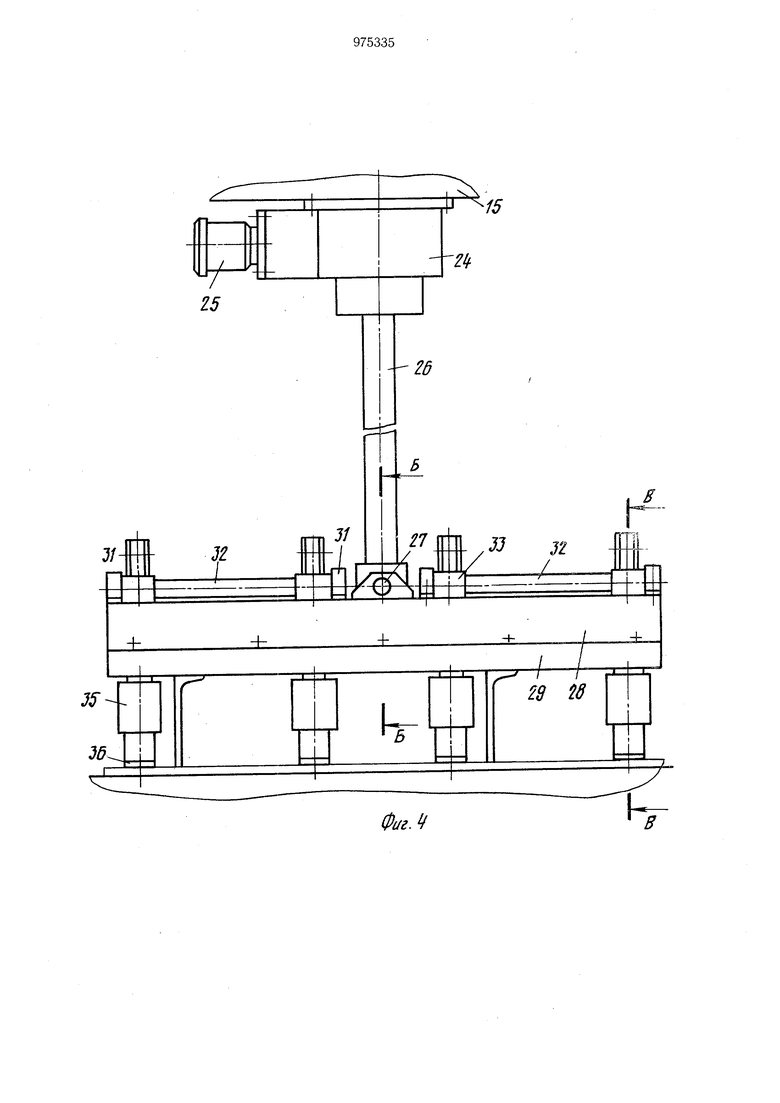
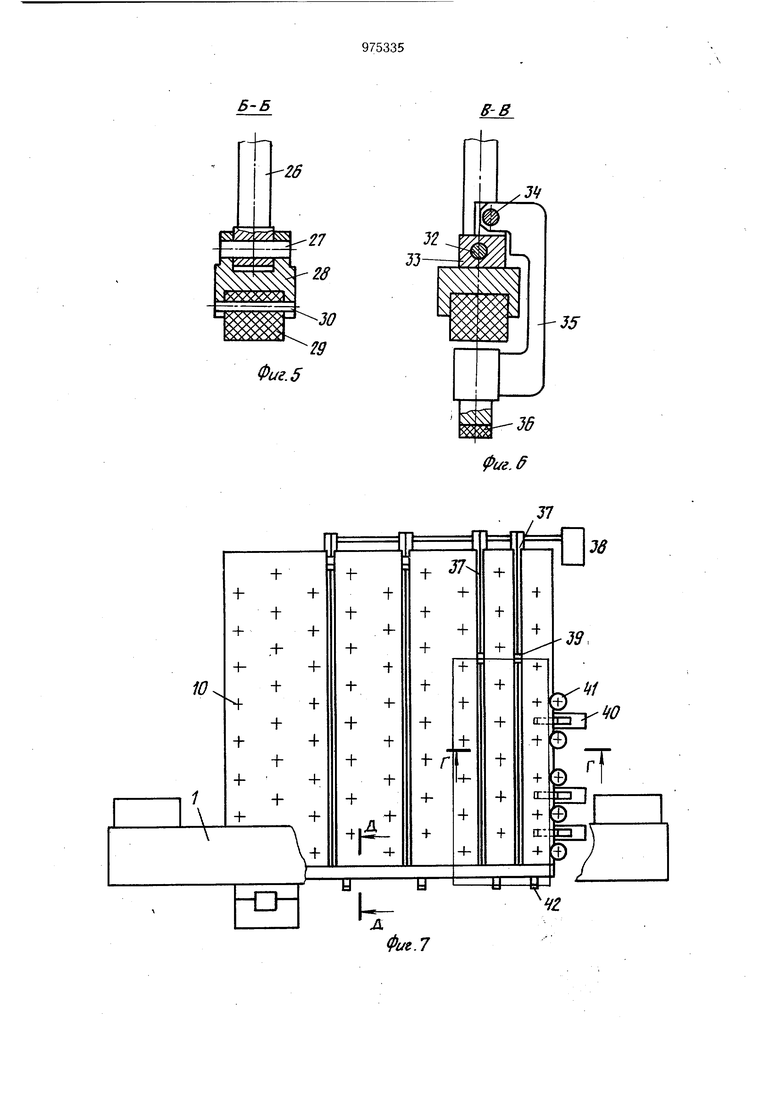
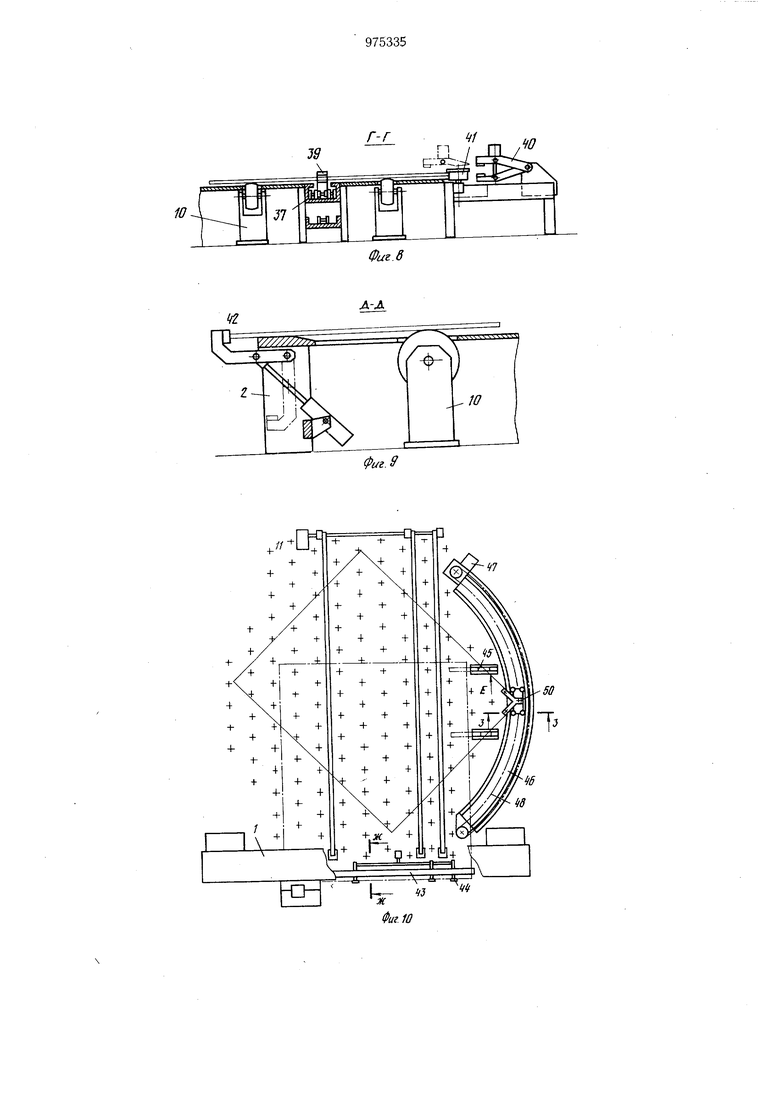
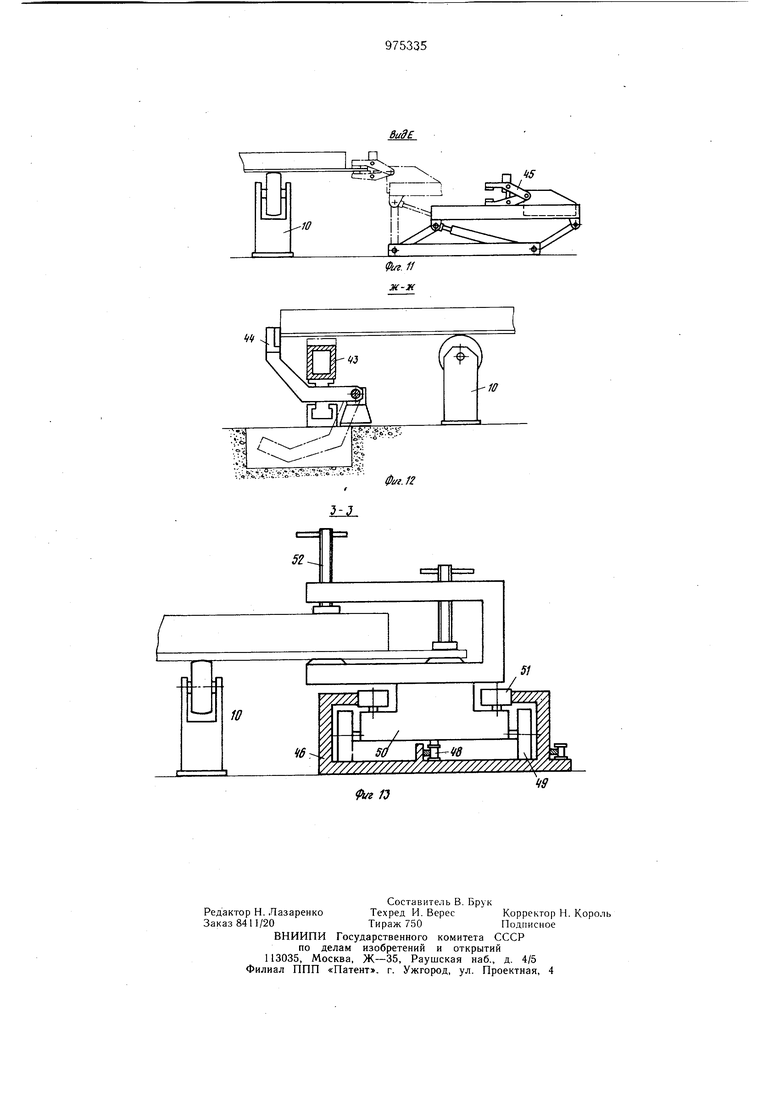
(54) МЕХАНИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ИЗ ЛИСТОВ И РЕБЕР ЖЕСТКОСТИ Изобретение относится к сварке, а именно к конструкции механизированной поточной линии для изготовления секций, и предназначается для использования в сборочно-сварочном производстве судостроительной промышленности при сварке плоских секций из алюминиевых сплавов, а также плоских секций из стали при установке соответствующего сварочного оборудования. Известна механизированная поточная линия для изготовления секций из листов и ребер жесткости, содержащая расположенное по ходу технологического процесса технологическое оборудование, включающее станок для механической обработки листов и секций с рабочим столом и зажимным средством, неприводные роликовые опоры, транспортные и ориентирующие устройства 1. Недостатком данной линии является то, что полотнища свариваются из листов, предварительно обработанных и зачищенных в корпусообрабатывающем цехе, вне данной линии, с последующим хранением на межцеховом складе, что приводит к необходимости повторной зачистки и ручной пригонки свариваемых кромок, особенно при изготовлении полотнищ из алюминиевых сплавов, так как после зачистки по истечению 8 ч они вновь покрываются окисной пленкой, а это приводит к образованию пор в сварных швах, что недопустимо. Цель изобретения - повышение производительности линии за счет непрерывности обработки листов и секций и качества обработки. Поставленная цель достигается тем, что рабочий стол станка для механической обработки листов и секций снабжен подъемными и неподвижными упорами, соответственно расположенными вдоль и поперек к направлению движения его режущего инструмента, подвижными упорами и боко выми захватами, установленными между роликовыми опорами и неподвижными упорами с возможностью независимого перемещения подвижных упоров вдоль боковых захватов поперек стола, каждое зажимное средство станка выполнено в виде штанги, снабженной упругим элементом, установленным на ней с возможностью качания в ПЛОСКОСТИ, параллельной обрабатываемой кромке листа, и дополнительными упругими элементами, размещенными на ней с возможностью качания в плоскости, перпендикулярной обрабатываемой кромке листа, и продольного перемещения относительно указанной кромки листа, а ориентирующее устройство снабжено круговой направляющей с подвижной кареткой, несущей зажим для крепления кромки листов, и установленными с возможностью независимого перемещения соответственно вдоль и поперек листа транспортерами и боковыми захватами. На фиг. 1 изображена поточная линия, вид сверху; на фиг. 2 - станок для обработки листов и секций; на фиг 3. - вид А на фиг. 2; на фиг. 4 - зажимное устройство станка; на фиг. 5 - разрез Б-Б, на фиг. 4; на фиг. 6 - разрез. В-В на фиг. 4; на фиг. 7 - участок обработки листов; на фиг. 8 - разрез Г-Г на фиг. 7; на фиг. 9 - разрез Д-Д на фиг. 7; на фиг. 10 - участок контуровки секций; на фиг. 11 - вид Е на фиг. 10; на фиг. 12 - разрез Ж-Ж на фиг. 10; н-а фиг. 13 - разрез 3-3 на фиг. 10. Предлагаемая поточная линия состоит из ряда специализированных технологических позиций, на которых по ходу технологического процесса расположено необходимое оборудование 1-9. Транспортная система линии состоит из неприводных роликовых опор 10, расставленных на основании вдоль всей линии с определенным шагом, позволяющим транспортировать изделие, а также расположенных между рядами роликов цепных щлепперов 11 с захватами, позволяющими как тянуть изделие при транспортировке, так и толкать. Кроме того, в линии установлен листоукладчик 12 козлового типа с грузоподъемной поворотной траверсой, снабженной вакуумными захватами листового материала. Станок 1 состоит из стоек 13 и 14, на которых закреплена поперечина 15 с направляющими. Стойки 13 и 14 через регулируемые опоры 16 установлены на основании. По направляющим поперечины 15 с ПОМОЩЬЮ электропривода (не показан) перемещается суппорт 17 с пинолью 18 прямоугольного сечения. На верхнем торце пиноли 18 установлена коробка скоростей с приводом 19. На нижнем торце пиноли закрепляются сменные головки (не показаны) для фрезерования, отрезки, расточки, зачистки кромок под сварку и т. п. На суппорте 17 установлен пульт 20 управления и подвешена площадка обслуживания 21. Площадка обслуживания и вер.хняя поверхность поперечины 15 снабжены леерным ограждением 22. На нижней поверхности поперечины 15 установлены электромеханические зажимные устройства 23. Редуктор 24 зажимного устройства жестко соединен с поперечиной 15. На боковой поверхности редуктора 24 установлен привод 25. Выходной вал 26 редуктора выполнен в виде подвижной щтанги, на конце которой на оси 27 установлена зажимная балка 28. В пазу балки 28 установлен резиновый брус 29 высокой твердости при помощи стержней 30. Брус может быть выполнен из другого упругого .материала, напри.мер полиуретана. На верхней поверхности зажимной балки 28 жестко установлены опоры 31, в которых размещены цилиндрические стержни 32 с установленными на них скользящими колодками 33. В стенках колодки установлена ось 34 с надетым на нее откидным упором (прижимом) 35 скобообразного вида. На нижней торцовой поверхности упора 35 установлен упругий элемент 36 из резины высокой твердости. На станке установлено также устройство отсоса металлической пыли (не показано). Механизированный стол 2 состоит из поля неприводных роликовых опор 10, между которыми расположены направляющие 37. По направляющим 37 с помощью привода 38 перемещаются толкатели (подвижные упоры) 39. С одной стороны стола, параллельной продольной оси линии, установлены захваты 40 с возможностью пере.мещения поперек линии и стационарные упоры 41, опорные поверхности которых образуют прямую линию, перпендикулярную линии резания станка 1. На торце стола, расположенном под станком, установлены откидные упоры 42, опорные поверхности которых образуют прямую линию, параллельную линии резания станка I. На позиции контуровки секций под станком 1 установлены опускающаяся опорная балка 43 и откидные упоры 44, опорные поверхности которых образуют прямую линию, параллельную линии резания станка. Сбоку позиции установлены захваты 45 с возможностью перемещения поперек линии и опускания ниже уровня катания секции, а также поворотный механизм 5. Поворотный механизм состоит из криволинейного направляющего желоба 46, имеющего форму дуги окружности, по которому посредством привода 47 и роликовой цепи 48 на четырех опорных роликах 49 перемещается каретка 50. При перемещении каретки четыре направляющих ролика 51 заставляют ее одновременно поворачиваться вместе с захваченным изделием вокруг центра кривизны желоба 46. Для захвата изделия на каретке 50 имеются три-зажима 52. Линия работает следующим образом. Листоукладчик 12 захватывает траверсой необработанный листовой материал с участка хранения, расположенного между первой и второй позициями линии, и подает его на механизированный стол 2. Здесь подвижные упоры 39 проталкивают лист по роликам 10 под станок 1 до поднятых упоров 42. Затем зажимные устройства 23 станка 1 фиксируют лист, прижимая его к столу 2. При этом дополнительные прижимные упоры 35 долж-ны быть откинуты в нерабочее положение и при обработке листов не используются. За счет упругих элементов 29 зажим листа производится равномерно по всей длине. Затем опускаются упоры 42 и производится обработка кромки листа посредством подачи суппорта 17 (фрезерование кромки, зачистка под сварку). По окончании обработки зажимные устройства 23 поднимаются и лист вытягивается подвижными упорами 39 из под станка, после чегО листоукладчик 12 вновь захватывает лист и разворачивает обработанную кромку листа в сторону стационарных боковых упоров 41 и вновь опускает лист на стол так, чтобы он попал в зону действия захватов 40. Эти захваты подтягивают лист обработанной кро.мкой к боковым упорам 41, а толкатели 39 проталкивают лист под станок до вновь поднятых упоров 42, которые после фиксации листа зажимными устройствами 23 опять опускаются, освобождая кромку листа для обработки. Таким образом обрабатываются последовательно все кромки листа, после чего лист переносится листоукладчиком непосредственно на сборочно-сварочный стенд 3, где производится сборка и сварка полотнищ. В дальнейшем полотнище перемещается с позиции на позицию по роликоопорам 10 с помощью щлепперов 11, которыми оборудована каждая позиция. Кантователь 4 при необходимости переворачивает полотнище на другую сторону, поворотный механизм 5 разворачивает полотнище в горизонтальной плоскости на 90°, агрегат 6 производит установку и приварку ребер жесткости главного направления, агрегат 7 устанавливает и приваривает поперечные ребра жесткости. Когда секция выталкивается щлеппера.ми на позицию контуровки, упоры 44 и опорная балка 43 опущены, так что секция свободно проходит под станко.м 1. Затем производится наведение секции для обработки. Для этого боковые захваты 45 корректируют положение секции относительно продольной оси линии. Три щлеппера 11 данной позиции, которые могут работать как совместно, так и раздельно, осуществляют перемещение секции вдоль оси линии как в тянущем, так и в толкающем режиме. При этом раздельное включение щлепперов
позволяет производить угловую ориентацию секции. При наведении кромки секции для обработки поднимаются базовые упоры 44, и щлепперы 11 перемещают секцию до соприкосновения с упорами 44 обрабатываемой кромки. Затем поднимается опорная балка 43 и опускаются зажимные устройства 23 с дополнительными прижимами 35, опущенными в рабочее положение. Таким
производительности линии за счет непрерывности o6pa6oT;Kjf листов и секций и качества обработки, рабочий стол станка для механической обработки листов и секций снабжен подъемными и неподвижными упорами, соответственно расположенными вдоль и поперек к направлению движения его режущего инструмента, подвижными упорами и боковыми захватами, установленными образом, фиксируется кромка секции на линии обработки станка I, установленногб на данной позиции. Упоры 44 опускаются, и производится обработка кромки. По окончании обработки зажимные устройства 23 поднимаются, а опорная балка 43 опускается, освобождая секцию, которая затем перемещается щлепперами 11 в зону действия поворотного механизма 5. Каретка 50 устанавливается в одно из крайних положений на желобе 46. Оператор, манипулируя боковыми захватами 45 и шлепперами 11, заводит угол секции в каретку и фиксирует его в каретке зажимами 52. С помощью привода 47 перемещают каретку в другое крайнее положение, разворачивая тем самым секцию на угол до 90°. Это позволяет навести на линию обработки следующую кромку секции. При вырезке отверстий внутри секций базовые упоры 44 опускаются и не используются. Наведение секции производится визуально по линиям разметки. По окончании контуровки и зачистки секции на этой же позиции производится установка и приварка деталей насыщения. Затем секция в случае необходимости перемещается в кантователь 8 для переворачивания и производства сварки с обратной стороны секции или переносится цеховым краном непосредственно на стенд 9, где секции свариваются между собой в более крупные блоки. В предлагаемой механизированной поточной линии для изготовления плоских секций указанные операции корпусообработки (резка листов, контуровка секций, вырезка отверстий, зачистка) выполняются с высоким качеством на высокопроизводительных механизированных установках, размещенных непосредственно перед сварочными позициями, а операции удаления припуска, повторной зачистки и пригонки ликвидированы. Формула изобретения Механизированная поточная линия для изготовления секций из листов и ребер жесткости, содержащая расположенное по ходу технологического процесса технологическое оборудование, включающее станок для механической обработки листов и секций с рабочим столом и зажимным устройством, неприводные роликовые опоры, транспортные и ориентирующие устройства, отличающаяся тем, что, с целью повыщения
соответственно между роликовыми опорами и неподвижными упорами с возможностью независимого перемещения подвижных упоров вдоль, а боковых захватов поперек стола, каждое зажимное устройство станка выполнено в виде штанги, снабженной упругим элементом, установленным на ней с возможностью качания в плоскости, параллельной обрабатываемой кромке листа, и дополнительными упругими элементами, размещенными на ней с возможностью качания в плоскости, перпендикулярной обрабатываемой кромке листа, и продольного
перемещения относительно указанной кромки листа, а ориентирующее устройство снабжено круговой направляющей с подвижной кареткой, несущей зажим для крепления кромки листов, и установленными с возможностью независимого перемещения соответственно вдоль и поперек листа транспортерами и боковыми захватами.
Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР NO 662305, кл. В 23 К 37/04, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Поточная линия для сборки и сварки полотнищ с набором | 1984 |
|
SU1234143A1 |
| Поточная механизированная линия для изготовления полотнищ с ребрами жесткости | 1984 |
|
SU1311894A1 |
| Способ транспортирования плоских изделий и устройство для его осуществления | 1985 |
|
SU1331756A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕКЦИЙ КОРПУСОВ СУДОВ | 2020 |
|
RU2754420C1 |
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |
| Устройство для изготовления секций из листов и ребер жесткости | 1984 |
|
SU1222476A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |

р 4- -J.
Qr-TiffS
.1Шл
22
F-Ц
5г5
Id
фиг 2
Вид/
22
Б-Б
26
Фиг. 5
8-В
3f/
д6
Фиг.&
V7
Iff
;:4vi ii:i : - t o ° : ---v - Фег. 1Z
W
49
риг и
