Изобретение относится к станкостроению, а именно к зажимным устройствам металлорежущих станков.
Целью изобретения является расширение технологических возможностей за счет совмещения двух рабочих движений нрихвата 5 при одном ходе штока нривода.
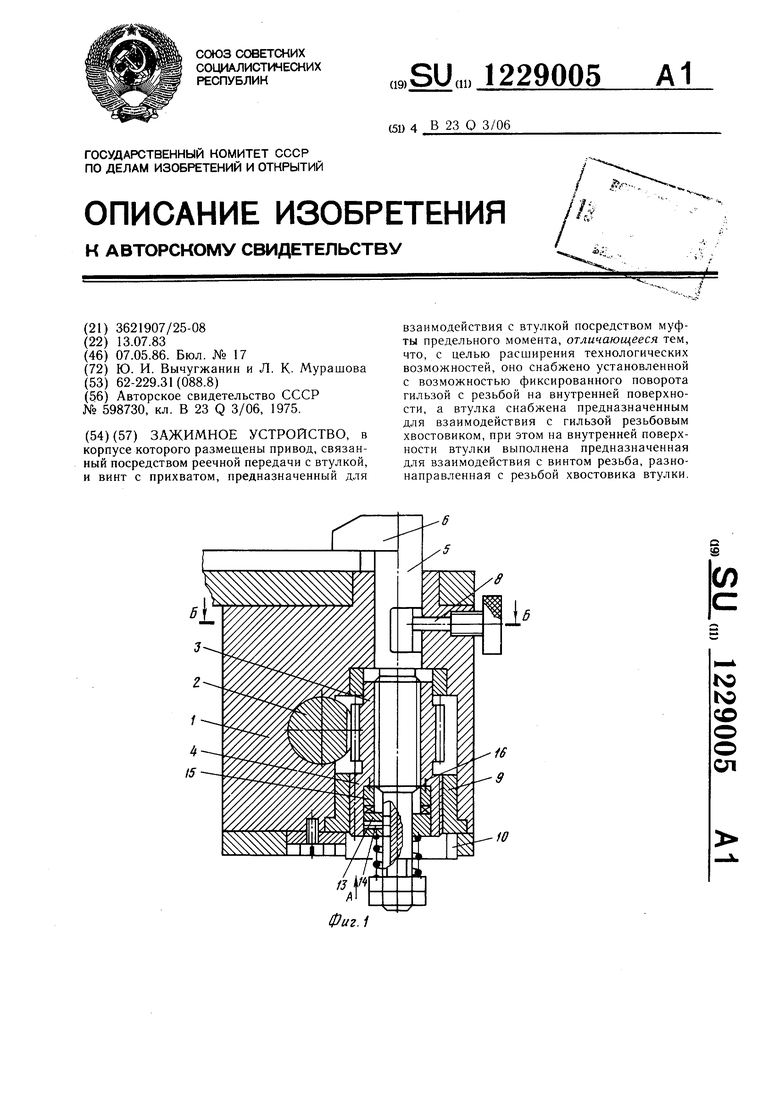
На фиг. 1 изображено зажимное устройство, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Зажимное устройство смонтировано в кор- ю пусе 1 и содержит пневмопривод со штоком- рейкой 2, втулку 3 с резьбовым хвостовиком 4, винт 5 с прихватом 6 и упорным пазом 7, вытяжной упор 8, гильзу 9 с торцовыми радиальными пазами 10, крышку 11, торцовую шпонку 12, муфту предельного момента, 15 полумуфта 13 которой связана с винтом 5 шпонкой 14, а полумуфта 15 - с втулкой 3 штифтами 16. На внутренней поверхности втулки 3 выполнена резьба, разнонаправленная с резьбой гильзы 9.
Гильза 9 зафиксирована в корпусе 1 от осевого перемеш,ения крышкой 11, от врезания - торцовой шпонкой 12, которая входит в радиальные пазы 10.
Устройство работает следующим образом.
вым шагом пазов 10. Наличие точной настройки позволяет уменьшить при зажиме- разжиме ход прихвата, а значит ход рейки. При ходе штока-рейки 2 «На зажим втулка 3 через реечную передачу получает враш,ение, которое через полумуфты 15 и 13 и пшонку 14 передается винту 5 с прихватом 6. Прихват поворачивается до касания стенки паза 7 в упор 8 и располагается над поверхностью заготовки. Одновременно резьбовой хвостовик 4 втулки ввинчивается в гильзу 9, сообщая втулке 3 и винту 5 с прихватом 6 вертикальное перемещение вниз.
Таким образом, одним ходом щтока-рейки 2 осуществляется два рабочих движения: поворот прихвата б на зажимную позицию и его вертикальное перемещение на величину зазора между прихватом и заготовкой.
При дальнейшем вращении втулки 3 полумуфта 15 проскальзывает по полумуфте 13 и, благодаря разнонаправленности резьб хвостовика 4 и внутренней поверхности втулки 3,прихват 6 получает суммарное вертикальное перемещение «На зажим от ввинчивания хвостовика в гильзу 9 и винта 5 во втулку 3. Так как зазор между
Перед началом работы производится пред- 25 заготовкой уже выбран при по- варительная настройка прихвата на высоту«°Р° прихвата, то на этапе «Зажим треДля
зажимаемой заготовки. Для этого вынимается вытяжной упор 8, винт 5 вращается в ту или иную сторону на целое число оборотов, располагая прихват в районе зажимной поверхности заготовки. Упор 8 устанавливается зО на место.
Точная настройка осуществляется вращением гильзы 9. При этом хвостовик 4 ввинчивается или вывинчивается из нее, перемещая втулку 3 с винтом 5 и прихватом 6 в вертикальном направлении, располагая его над 35 поверхностью заготовки. Угловое положение втулки фиксируется установкой торцовой шпонки 12 в радиальный паз 10.
Необходимая точность настройки на зажимной размер обеспечивается малым углобуется незначительное перемещение прихвата (для выборки зазоров в системе и создания зажимного усилия).
Таким образом, наличие механизма точной настройки на зажимной размер заготовки и совмещение двух рабочих движений прихвата при одном ходе щтока привода значительно сокращают общий ход рейки, а следовательно, уменьшают габарит привода.
В свою очередь, сокращение габаритов зажимного устройства позволяет расширить предельные размеры обрабатываемых заготовок. Следовательно, изобретение позволяет более полно использовать технологические возможности станка, при этом снизить металлоемкость и вес зажимного устройства.
вым шагом пазов 10. Наличие точной настройки позволяет уменьшить при зажиме- разжиме ход прихвата, а значит ход рейки. При ходе штока-рейки 2 «На зажим втулка 3 через реечную передачу получает враш,ение, которое через полумуфты 15 и 13 и пшонку 14 передается винту 5 с прихватом 6. Прихват поворачивается до касания стенки паза 7 в упор 8 и располагается над поверхностью заготовки. Одновременно резьбовой хвостовик 4 втулки ввинчивается в гильзу 9, сообщая втулке 3 и винту 5 с прихватом 6 вертикальное перемещение вниз.
Таким образом, одним ходом щтока-рейки 2 осуществляется два рабочих движения: поворот прихвата б на зажимную позицию и его вертикальное перемещение на величину зазора между прихватом и заготовкой.
заготовкой уже выбран при по- «°Р° прихвата, то на этапе «Зажим требуется незначительное перемещение прихвата (для выборки зазоров в системе и создания зажимного усилия).
Таким образом, наличие механизма точной настройки на зажимной размер заготовки и совмещение двух рабочих движений прихвата при одном ходе щтока привода значительно сокращают общий ход рейки, а следовательно, уменьшают габарит привода.
В свою очередь, сокращение габаритов зажимного устройства позволяет расширить предельные размеры обрабатываемых заготовок. Следовательно, изобретение позволяет более полно использовать технологические возможности станка, при этом снизить металлоемкость и вес зажимного устройства.
А
/г II Фиг Z
Составитель Т. Воробьева
Редактор Г. Во.лковаТехред И-ВересКорректор Л. Пилипенко
Заказ 2215/11Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4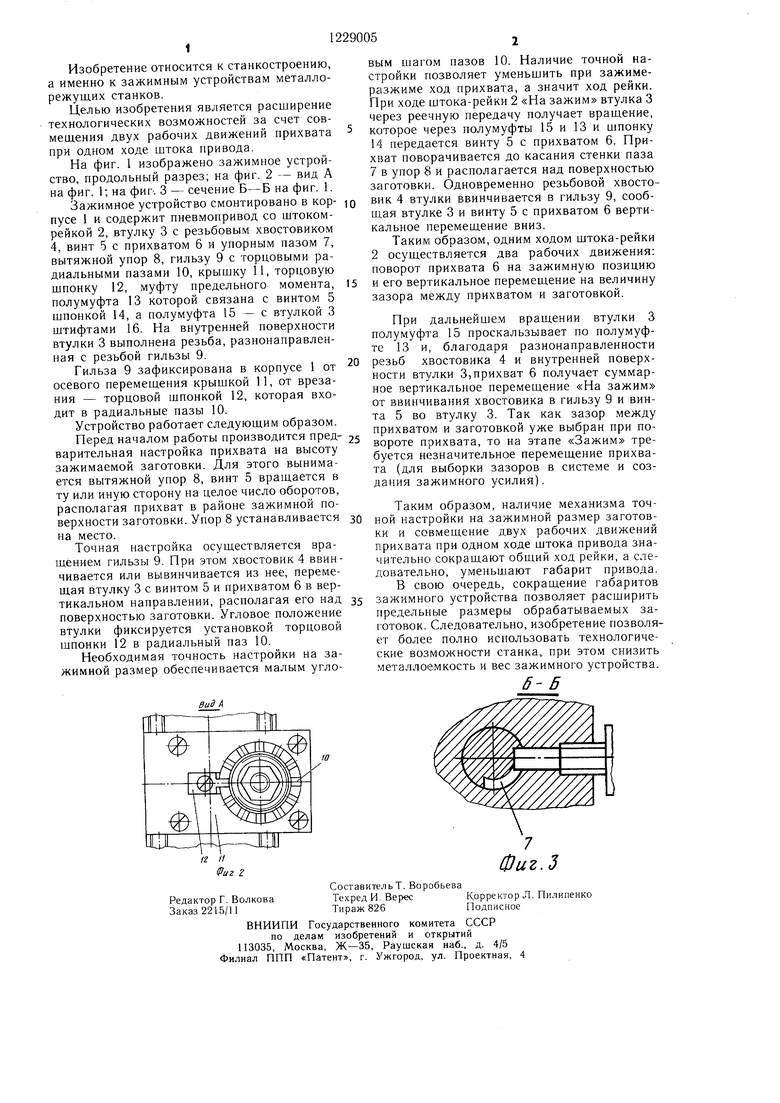
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для базирования заготовок | 1986 |
|
SU1414547A1 |
| Зажимной патрон | 1983 |
|
SU1094675A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Устройство для безотходной резки вращающихся труб | 1981 |
|
SU967690A1 |
| Зажимной патрон | 1990 |
|
SU1787702A1 |
| Фрезерный рабочий орган к станку | 1984 |
|
SU1299486A3 |
| ЗАЖИМНОЙ ПАТРОН | 1992 |
|
RU2030973C1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Автооператор | 1983 |
|
SU1144842A2 |
| Схват робота | 1981 |
|
SU994256A1 |
| Зажимное устройство | 1975 |
|
SU598730A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
