Изобретение относится к области контактной стыковой сварки методом непрерывного оплавления и может быть применено при сварке встык черных и цветных металлов.
Целью изобретения является автоматизация контроля и повьппение точност измерения величины осадки.
На фиг. 1 изображена структурная схема устройства контроля величины осадки; на фиг. 2 - диаграммы напряжений, пояснякицие принцип работы устройства.
Uj - сигнал, пропорциональный перемещению подвижной станины относительно неподвижной; U,, и U - импульсные сигналы с первого и второго выходов блока управления, соответствующие .моментам начала и окончания осадки и предназначенные для открывания ключей и формирования сигнала величины осадка; U - сигнал с выхода фиксатора; Uj - сигнал разности, пропорциональный Величине осадки.
Устройство содержит (фиг.1) формирователь 1 сигнала перемещения, блок 2 управления, аналоговые ключи 3 и 4 , фиксатор 5, блок 6 вычитания и регистрирующий блок 7, при этом выход формирователя 1 сигнала перемещения подключен к одному входу блока 2 управления и к одним входам первого 3 и второго 4 ключей, другие входы которых подсоединены к первому и второму выходам блока управле- ния. Выходы первого ключа 3, через фиксатор 5, сбросовый вход которого подсоединен к третьему выходу блока управления, и второго 4 ключа подключены к соответствующим входам блока 6 вычитания, сбросовый вход которого соединен с третьим выходом блока управления, выход блока вычитания подсоединен к записывающему входу регистрирующего блока 7, разрешающего регистрацию, вход которого подключен к пятому выходу блока управления а выход регистрирующего блока соеди- с вторым входом блока управления
Схема блока 2 управления устройства контроля величины осадки содержит формирователи начала осадки 8 и окончания осадки 9, триггер 10 и формирователь 11 заднего фронта, причем выход формирователя сигнала перемещения подсоединен к формирователям 8 и 9 и к ключам 3 и 4, выход формирователя начала осадки подключен к R- аходу триггера 10 и к управляющему
324231
входу ключа 3. Прямой выход триггера 10 через формирователь 11. заднего фронта подключен к сбросовым входам фиксатора 5 и блока 6 вычитания. Дру5 гой вход блока вычитания подсоединен к ключу 4, управляющий вход которого соединен с выходом формирователя 9 окончания осадки. Инверсный выход триггера 10 подключен к входу регист10 рирующего блока 7, выход которого соединен с S-вх.одом триггера 10.
Устройство работает следующим образом.
При проведении сварочной операции
15 сигнал U( с формирователя сигнала перемещения поступает на входы блока управления и первого и второго аналоговых ключей. В момент начала осадки блок управления формирует импульсный,
20 нормированный по амплитуде сигнал
25
Начало осадки U.Этот сигнал открывает первый аналоговый ключ 3, и сигнал о мгновенном значении перемещения поступает на вход фиксатора 5.
После прохождения импульса первый аналоговый ключ закрывается и сигнал, пропорциональный перемещению, в фик5
0
сатор не поступает. При наступлении момента окончания осадки блок управ- Q ления формирует импульсный нормированный сигнал Окончание осадки Uj, который открывает второй аналоговый ключ 4, и сигнал перемещения поступает на другой вход блока 6 вычитания. После прохождения импульса второй аналоговый ключ закрывается. В момент поступления обоих сигналов срабатывает блок вычитания и сигнал, пропорциональный разности амплитуд, посту- . пает на записывающий вход регистрирующего блока 7. Запись производится разрешающим сигналом с блока управления после поступления сигнала Готовность с регистрирующего устройства.После проведения регистрации блок управления обнуляет фиксатор и блок вычитания сигналом Сброс и устройство возвращается в исходное положение.
Длительность импуль.сов U и U зависит от быстродействия фиксации и схемы вычитания и подбирается экспериментально.
Использование предлагаемого устройства позволит исключить ручную обработку осциллограммы перемещения, автоматизировать процесс контроля величины осадки,а также дает возможность получить информациюо действительной величине осадки до окончания процесса сварки.
5
0
5
Щ t (S)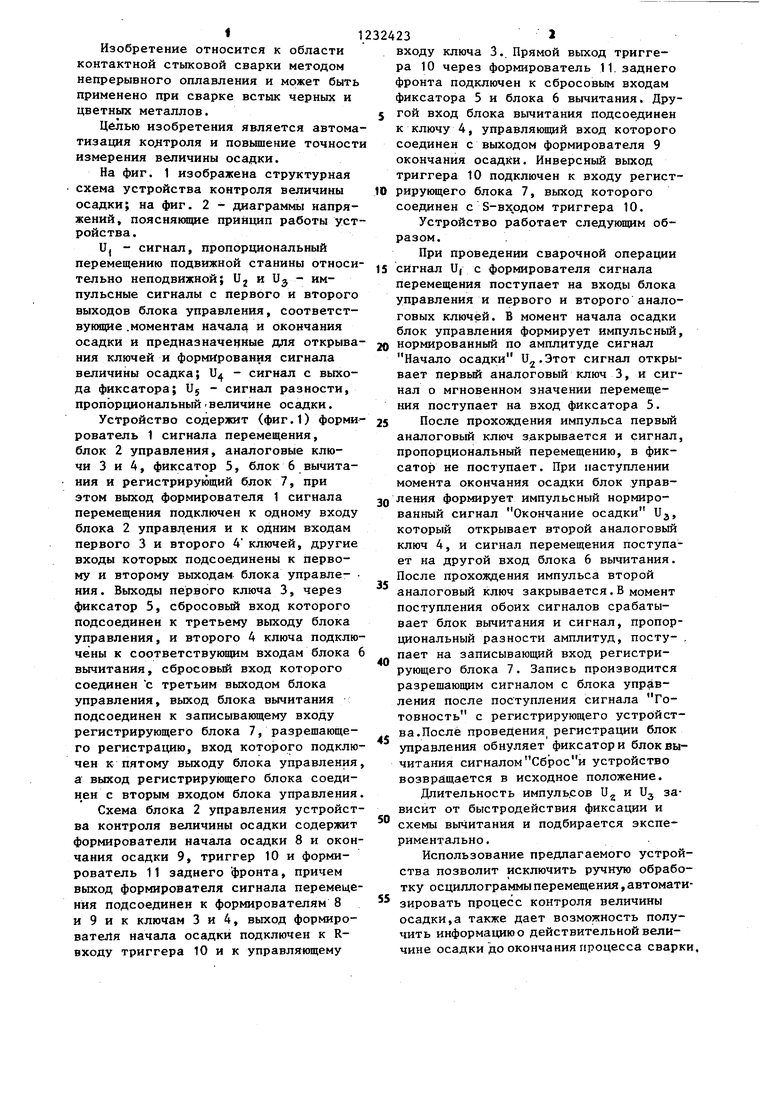
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения разновысокости кромок свариваемого стыка | 1983 |
|
SU1131615A1 |
| СПОСОБ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354955C1 |
| Аппарат для определения объема циркулирующей в организме крови | 1977 |
|
SU738609A1 |
| Устройство для сварки | 1985 |
|
SU1313614A1 |
| Устройство для измерения распределения аэрозольных частиц по размерам | 1981 |
|
SU958915A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2263300C1 |
| Дискретное фазометрическое устройство | 1982 |
|
SU1084695A1 |
| Аналого-цифровой преобразователь | 1990 |
|
SU1730722A2 |
| Устройство для управления электронно-лучевой сваркой | 1978 |
|
SU945850A1 |
| Устройство для измерения положения оси привариваемого ребра к листу из немагнитного материала | 1986 |
|
SU1540978A1 |

| Кривонос В.П | |||
| и др | |||
| Контроль отклонения величины осадки на стыко- сварочных машинах со следящим гидроприводом | |||
| - Автоматическая сварка, 1975, № 8, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Способ контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU925578A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кабанов Н.С., Слепак Э.С | |||
| Технология контактной .сварки | |||
| М.: Машиностроение, 1970, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
