(5) СПОСОБ КОНТРОЛЯ МОМЕНТА ОКОНЧАНИЯ ОСАДКИ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля начала осадки при контактной стыковой сварке | 1981 |
|
SU998049A1 |
| Устройство контроля осадки при контактной стыковой сварке | 1981 |
|
SU961893A1 |
| Устройство контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU941073A1 |
| Способ контроля частоты пульсаций электрического параметра при контактной стыковой сварке оплавлением | 1980 |
|
SU965666A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| Устройство контроля частоты пульсаций электрических параметров при контактной стыковой сварке оплавлением | 1980 |
|
SU912438A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство для контроля скорости осадки при контактной стыковой сварке | 1981 |
|
SU963760A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |

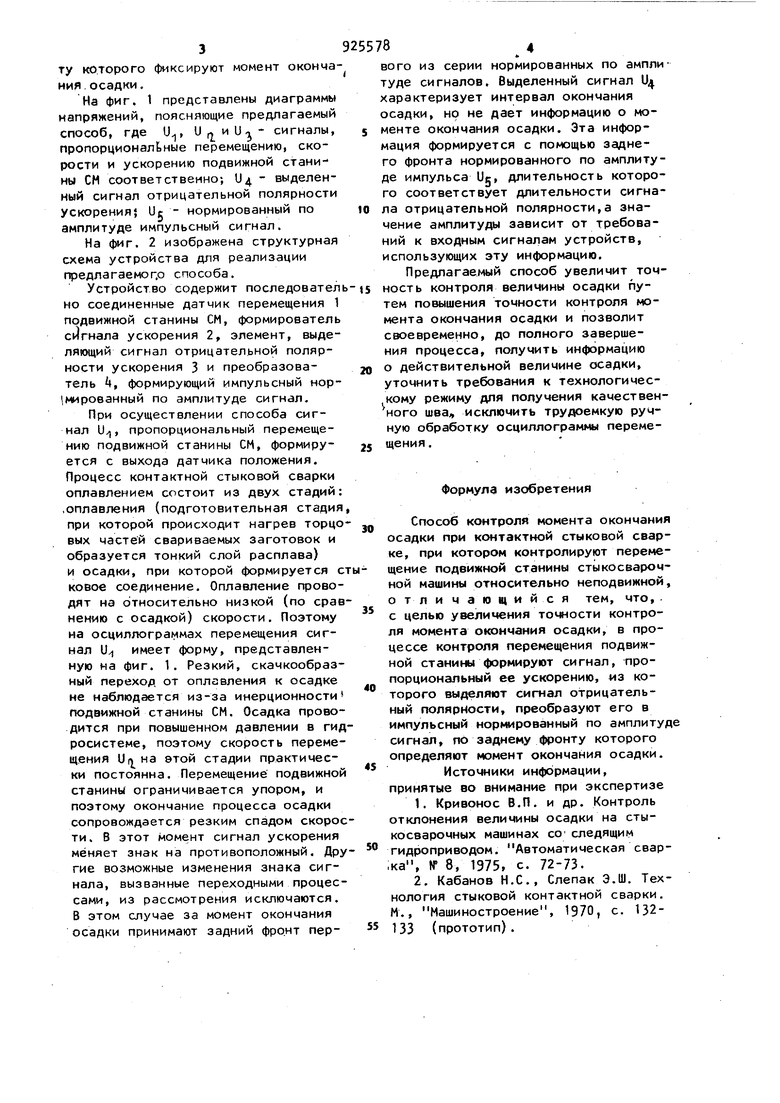
.-;,.t Изобретение ОТНОСИТСЯ к области контактной стыковой сварки методом непрерывного оплавления и может быть применено при сварке встык черных и цветных металлов. Известен способ контроля момента окончания осадки при контактной стыковой сварке, в котором контроль осуществляют путем формирования сигнала в момент контактирования штока следящего золотника и упора, ограничивающего перемещения штока СО. Недостатком способа является низкая точность контроля, обусловленная инерционностью подвижной станины сты косварочной машины, на которой установлен следящий золотник со штоком. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ контрол момента окончания осадки, при которо контролируют перемещение подвижной станины стыкосварочной машины относительно неподвижной 2. При этом момент окончания осадки определяют по горизонтальному участку осцилло граммы перемещения. Недостатком известного способа является низкая точность контроля момента оконч ания осадки, обусловленной необходимостью ручной обработки осциллограммы перемещения. Целью изобретения является увеличение точности контроля момента окончания осадки. Цель достигается тем, что в способе контроля момента окончания осадки при контактной стыковой сварке оплавлением, при котором контролируют перемещение подвижной станины стыкосварочной машины относительно неподвижной, в процессе контроля перемещения подвижной станины формируют сигнал, пропорциональный ее ускорению, из которого выделяют сигнал отрицательной полярности, преобразуют его в импульсный нормированный по амплитуде сигнал, по заднему фрон3ту которого фиксируют момент окончания осадки. На фиг. 1 представлены диаграммы напряжений, поясняющие предлагаемый способ, где и, и и UT - сигналы, пропорциональные перемещени ю, скорости и ускорению подвижной станины СМ соответствеино; Уд выделенный сигнал отрицательной полярности ускорения} Uc нормированный по амплитуде импульсный сигнал. На фиг. 2 изображена структурная схема устройства для реализации предлагаемого способа. Устройство содержит последовател НО соединенные датчик перемещения 1 подвижной станины СМ, формирователь сигнала ускорения 2, элемент, выделяющий сигнал отрицательной полярности ускорения 3 и преобразователь , формирующий импульсный нор мированный по амплитуде сигнал. При осуществлении способа си1- нал Uj), пропорциональный перемещению подвижной станины СМ, формируется с выхода датчика положения. Процесс контактной стыковой сварки оплавлением состоит из двух стадий: .оплавления (подготовительная стадия при которой происходит нагрев торцо вых частей свариваемых заготовок и образуется тонкий слой расплава) и осадки, при которой формируется с ковое соединение. Оплавление проводят на относительно низкой (по срав нению с осадкой) скорости. Поэтому на осциллогра 1мах перемещения сигнал и имеет форму, представленную на фиг. 1. Резкий, скачкообразный переход от оплавления к осадке не наблюдается из-за инерционности подвижной станины СМ. Осадка проводится при повышенном давлении в гид росистеме, поэтому скорость перемещения Un на этой стадии практически постоянна. Перемещение подвижной станины ограничивается упором, и поэтому окончание процесса осадки сопровождается резким спадом скорос ти. В этот момент сигнал ускорения меняет знак на противоположный. Дру гие возможные изменения знака сигнала, вызванные переходными процессами, из рассмотрения исключаются. В этом случае за момент окончания осадки принимают задний фронт пер8вого из серии нормированных по амплитуде сигналов. Выделенный сигнал U характеризует интервал окончания осадки, но не дает информацию о моменте окончания осадки. Эта информация формируется с помощью заднего фронта нормированного по амплитуде импульса DC, длительность которого соответствует длительности сигнала отрицательной полярности,а значение амплитуды зависит от требований к входным сигналам устройств, использующих эту информацию. Предлагаемый способ увеличит точность контроля величины осадки путем повышения точности контроля момента окончания осадки и позволит своевременно, до полного завершения процесса, получить информацию о действительной величине осадки, уточнить требования к технологическому режиму для получения качественного шва; исключить трудоемкую ручную обработку осциллограммы перемещения . Формула изобретения Способ контроля момента окончания осадки при контактной стыковой сварке, при котором контролируют перемещение подвижной станины стыкосварочной машины относительно неподвижной, отличающийся тем, что, с целью увеличения точности контроля момента окончания осадки, в процессе контроля перемещения подвижной станины формируют сигнал, пропорциональный ее ускорению, из которого выделяют сигнал отрицательный полярности, преобразуют его в импульсный нормированный по амплитуде сигнал, пО заднему фронту которого определяют момент окончания осадки. Источники информации, принятые во внимание при экспертизе 1.Кривонос В.П. и др. Контроль отклонения величины осадки на стыкосварочных машинах со следящим гидроприводом. Автоматическая сварка, № 8, 1975, с. 72-73. 2.Кабанов Н.С., Слепак 9.Ш. Технология стыковой контактной сварки. М., Машиностроение, 1970, с. 132133 (прототип).
rffcffffffff
фуг. f
