1
Изобретение относится к автоматическому управпению, например к управлению адектронно-пучевой сваркой.
Известно устройство Дпя автоматического управления испопнитепьными элементами, содержащее блок управления, пересчетный блок, программный блок и испопнитепьный элемент l.
Наиболее близким к изобретению техническим решением является устройство автоматического совмещения пучка электронов со стыком при сварке, содержащее корреляционный опознаватель, цифроаналоговый преобразователь, усилитель, генератор развертки, первый ключ, коллектор отраженных электронов и формирователь LS.
Недостатками таких устрсйств является невозможность реализовать высокое быстродействие сварочного оборудования и требование участия в процессе сварки, оператора.
Целью изобретет я является пош пиение быстрюдейстЕия.
Поставленная цель достигается тем, что в устройство для управления электронно-лучевой сваркой, содержащее последовательно соединенные привод коррекции, излучатель, блок отклонения электронного луча, коллектор отраженных электронов, формирователь, блок обработки информации и цифро-аналоговый преобразователь, который через суммирующий усилитель соединен с отклоняющей системой,
to привод подачи, привод перемещения с датчиком фиксации начала сварки и блок задания режимов, а также генератор развертки, один выход которого через первый ключ подсоединен с вторым входом
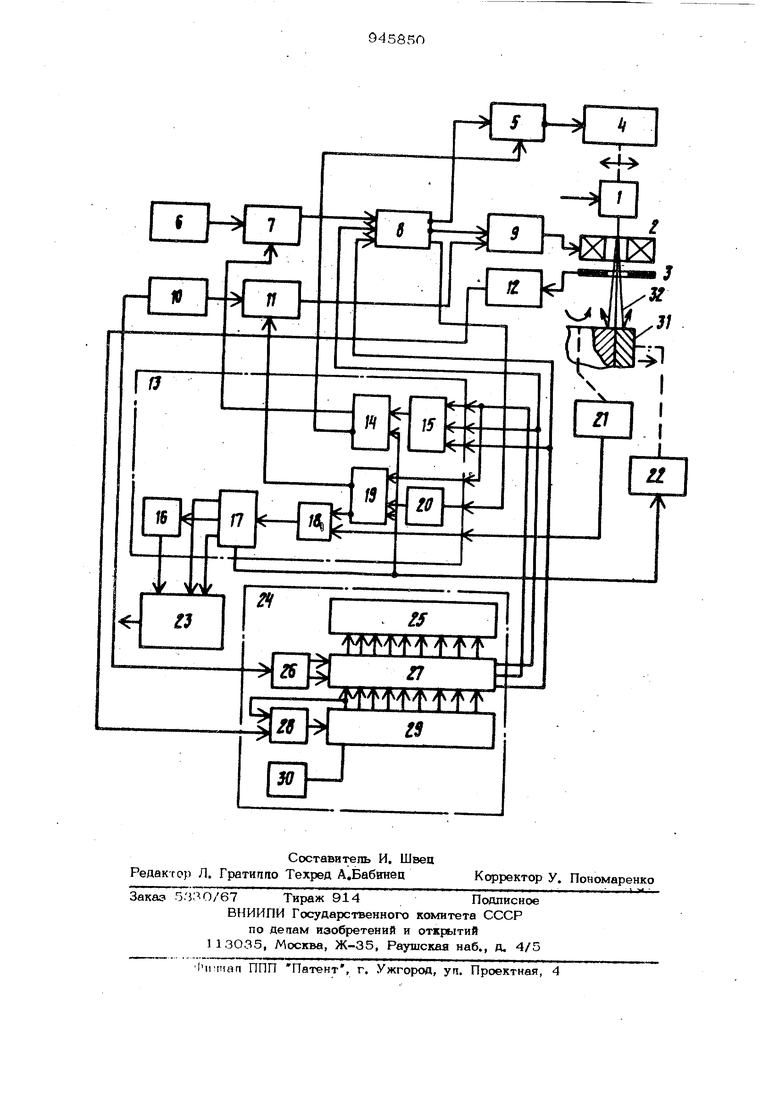
15 суммирующего усилителя, а второй выход - с вторым входом блока обработки информации, введены последовательно соединенные генератор импульсов и второй ключ, а также третий ключ и блок синхро20низации, первый, второй и третий выходы которюго соединены соответственно с управляющими входами ключей, четвертый выход - с приводом подачи, а пятый, шеотой и седьмой выходы - с соответствующими входами блока задания режимов, причем первые входы блока синхронизации подключены к выходам блока обрабо ки информации, второй вход соединен с выходом цифро-аналогового преобразоватепя, третий вход - с выходом датчика фиксации начала сварки изделия, а трети выход цифро- ана логово го преобразоватепя через третий ключ - с приводом коррекции. На -чертеже представлена функциональ ная схема устройства. Устройство состоит из электронного излучателя (сварочной пушки) 1, блока 2 отклонения электронного пуча, коллектора 3 отраженных электронов, привода 4 коррекции электронного излучателя, ключа 5, генератора 6 импульсов, ключа 7, цифро-аналогового преобразователя 8, суммирующего усилителя 9, генератора Ю развертки, ключа 11, формирователя 12вторичноэмиссионного сигнаала, блока 13синхронизатора, состоящего из триггера 14, элемента ИЛИ 15, элемента 16 задержки счетчика 17 с дешифраторо элемента И 18, фиксатора 19 технологического режима,нупь-орган 20, привода вращения свариваемого изделия с датчиком 21 начала цикла сварки, привода 22 подачи свариваемого изделия на йюзицию сварки, блока 23 задания режимов, .блока 24 обработки информации, состоящего из индикатора 25, генератора 26 коммутирующего напряжения, дешифратора 27, триггера 28, регистра 29 сдвига, синхронизатора 30. На чертеже в качестве примера показана часть сварного шва автомобильного поршня 31, зона сканирования маломощного пучЛа 32. Устройство работает следующим образом. В сварочную установку производятся непрерывная загрузка свариваемых изде ЛИЙ 31. ГТри совмещении пучка электронов со стыком счетшк 17 с дешифратором шл|рвет команду на привод 22 поДачи издеЛИЯ на позицию сварки. Привод включает ся и на позицию сварки поступает новое свариваемое изделие 31. Ключ 11 откры и генератор 10 через усилитель 9 и бло 2 производит сканирование маломощного пучка 32 относительно стыка изделия. Импульсы тока с коллектора 3, через формнроватетть 12 превращается в короткие нормиропапиые импульсы, которые по ступают на o.JOK 2«t. Импульсы через триггер 28 записываются в регистр 29 сдвига, который синхронизируется импульсной последовательностью синхронизатора 30. Триггер 28, который запускается импульсом 12 формирователя, сбрасывается импульсом с первого выхода регистра сдвига (первый разряд). Выходы регистра связаны с соответствующими входами де шифратора 27, на вход которого также поступают импульсы с генератора 26, связанного с -генератором 10. В зависимости от структуры импульс ного потока (периодов следования импульсов) дешифратор 27 вьщает импульсы на индикатор 25, по которым определяется взаимное положение контура развертки дучкй электронов относительно стыка, а также выдает импугаьсы управления на блок 8 и блок 13. В том случае, если зона обзора (чувствительности) устройства больше смещения пучка электронов со стыка, срабатывает триггер 14 через элемент ИЛИ 15, на вход которой подключены выходы блока 24 обработки информации, выключает кгаоч 7 и включает ключ 5. В этом случае происходит одновременная обработка рассогласования взаимного положения пучка электронов и стыка приводом 4 и блоком отклонения электронного луча 2, к которому последовательно подключе- ны блок 8 и блок 9. Процесс совмеще- ния пучка электронов и стыка прекращается только в том случае, когда преоб- разователь 8 вьщает нулевой управляющий сигнал, а блок 24 выдает сигнал пучок находится на стыке. Нуль-орган 2О фиксирует нулевой управляющий сигнал блока 8 и подает сигнал на фиксатор 19 режима, на вход которого поступает сигнал Дешифратора 27. Фиксатор 19 выдает разрешение на включение режима сварки, т.е. подает управляющие сигналы на элемент И 18 и ключ 11, который отключает генератор 10. В том случае, если рассогласование между положением пучка электронов и стыка превьппает зону обзора (чувствительности), происходит автоматический поиск стыка. Триггер 14 находится в нуяевом положении, ключ 7 открыт, а ключ 5закрыт. Генератор 6 через кгпоч 7 подает управляющие импупьсы на блок 8, в состав которого входит счетчик. Счетчик подсчитывает импульсы генератора 6и обеспечивает смещение зоны обзора относительно нулевого положения до тех пор, пока не происходит захват стыка
блоком обработки информации взаимного положения контура развертки пучка электронов и стыка. Смещение в одну и другую сторону зоны обзора от нулевого положения техиологического пучка происходит .за счет перезаполнения счетчика цифро-аналогового преобразователя 8.
Рассмотрим работу устройства. При управлении технологическим процессом сварки датчик 21 фиксирует положение свариваемого изделия, с которого необходимо начинать процесс сварки. Импульс с датчика 21 через элемент И 18, на который поступает разрешающий потенциал с фиксатора 19, запускает счетчикДешифратор 17 и с выхода блока 13 по- стуйает сигнал на блок 23 задания режимов. Электронная пущка формирует сварочный пучок электронов и происходит сварка изделия до тех пор, пока не сработает датчик 21, отсчитавший один оборот изделия. Второй импульс датчика 21 поступает в счетчик 17 и выдается команда, которая задерживается в элементе 16 на время, достаточное для перекрыгая шва. Команда с элемента 16 переключает блок 23 в режим вывода кротера и перехода на режим косметического заглаживания, который осуществляется во время третьего оборота свариваемого изделия после совмещения пучка электронов и стыка.
Конец третьего оборота изделия 31 фиксируется датчиком 21, сигнал с которого поступает на счетчик 17, который в свою очередь устанавливается в нулевое исходное состояние, выключая блок 23 из технологического режима и вьщает импульс на сброс фиксатора 19 режима и триггера 14, а также сигнал на перемешение последующего изделия на позицию сварки, который поступает на привод 22.
После поступления последующего свариваемого изделия на позицию сварки все операции повторяются.
При использовании предлагаемого устройства для автоматической сварки изделий, отличных от клапанов, может изменяться технологический цикл, который обусповит новую функциональную схему бпока-синхронизатора 13.
Предлагаемое устройство совместно со сварочной электронно-лучевой устано&кой представляет собой станор-автомат
для сварки серийных изделий, который может быть использован в составе потоПы.т линий машиностроительных преДприяпшй.
Формул-а изобретения
Устройство для управления электроннолучевой сваркой, содержащее последовательно соединенные привод коррекции,излучатель, блок отклонения электронного луча, коллектор отраженных электронов, формирователь, блок обработки информа- ции и цифро-аналоговый преобразователь, который через суммируюлшй усилитель соединен с отклоняющей системой, привод подачи, привод перемещения с датчиком фиксации начала сварки и блок задания режимов, а также генератор развертки, выход которого через первый ключ соединен с вторым-входом суммирующего уси- ли те ля, а второй выход - с вторым входом блока обработки информации, отличающееся тем, что, с целью повышения быстродействия устройства, в него введены последовательно соединенные генератор импульсов и второй ключ выход которого соединен с первым входом цифро-аналогового преобразователя, а также третий ключ и блок синхронизации, первый, второй и третий выходы которого соединены соответственно с управляющими входами ключей, четвертый выход - с приводом подачи, а пятый, шестой и седьмой выходы - с соответствующими входами блока задания режимов, причем первые вхоДь блока синхронизации подключены к выходам блока обработки информации, второй вход соединен с выходом цифро-аналогового преобразователя, третий вход - с выходом датчика фиксации начада сварки изделия, а третий выход цифро-аналогового преобразователя через третий ключ - с приводом коррекции.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство ССХЗР
NO 3246О9, кп. Q 05 В 19/О2, 1971.
2.Авторское свидетельство СССР по заявке № 1774395, кл. В 23 К 15/ОО. 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического слежения за стыком | 1982 |
|
SU1049217A2 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО СЛЕЖЕНИЯЗА СТЫКОМ | 1971 |
|
SU315542A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1796379A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1750892A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Устройство для управления электронно-лучевой сваркой | 1976 |
|
SU947818A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |