тивных частей 3 катушек. Отформованные катушки 4 активными частями 3 устанавливают в радиальные наклонные пазы ступеней шаблона 6 приспосЪбле- ния 7, где они фиксируются зубцами. На внутреннюю поверхность сердечника статора 9 наносят клеящее вещество, помещают статор в обойму 10 приспособления 7 и перемещают его по направляющим в направлении к шаблону, в
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электромашиностроении при изготовлении беспа- эовых статоров с однослойной обмоткой.
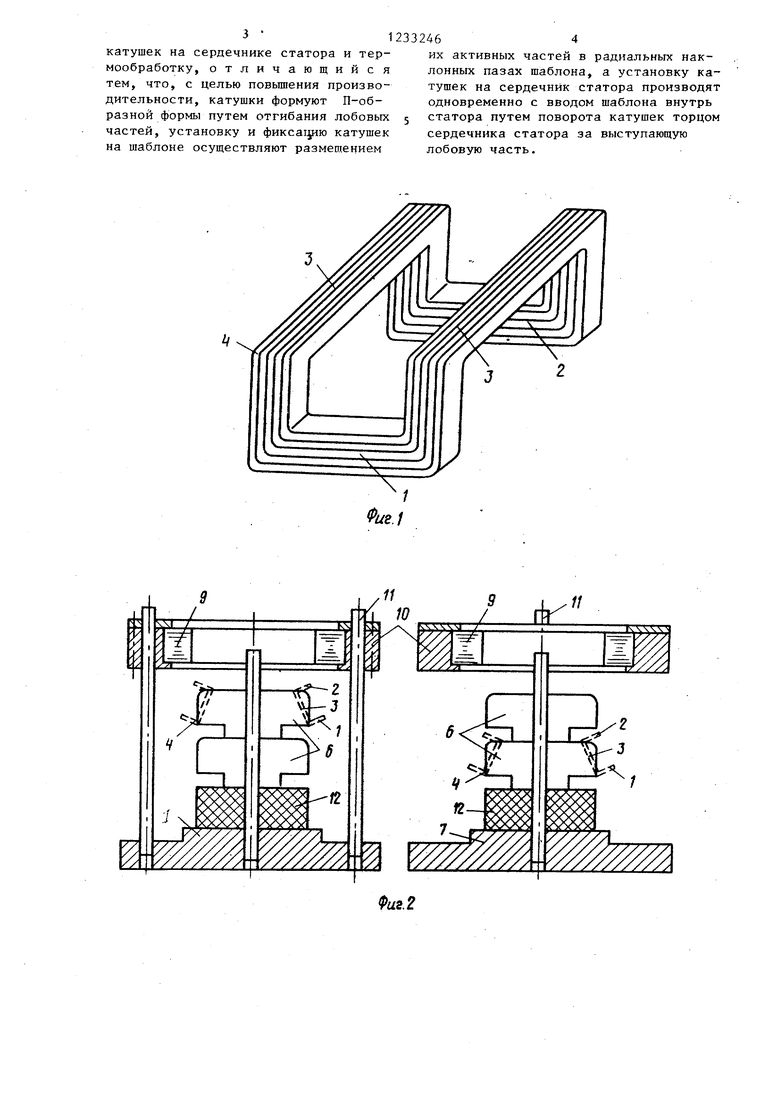
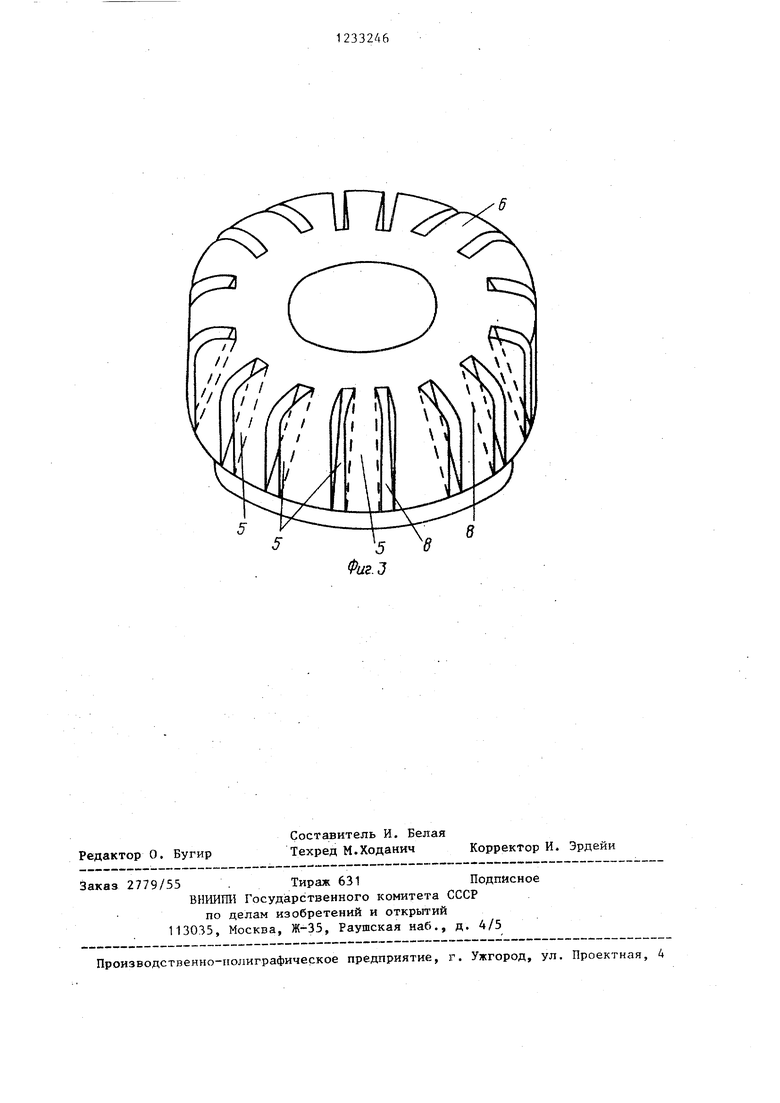
На фиг. 1 изображена сформованная катушка П-образной формы; на фиг. 2 - приспособление для установки катушек на сердечник статора; на фиг, 3 - шаб лон для размещения катушек; на фиг. 4 - последовательность установки катушек на сердечник статора.
Способ осуществляется следующим образом.
Наматывают плоские прямоугольные катушки однослойной однофазной обмотки с одновременной проклейкой витков клемм БФ-4, после чего формуют i-ix в П-обраэную форму путем отгибания ло- бовых частей 1 и 2 дтносительно активных частей 3 катушек.
Отформованные катушки 4 активными частями 3 устанавливают в радиальные наклонные пазы 5 ступеней шаблона 6 приспособления 7, где они фиксируются зубцами 8, расположенными между пазами 5. Наклон пазов 5 обеспечивает расположение лобйвьпс частей катушек на разных диаметральных уровнях: лобовые части 1, обращенные вниз шабло- на 6, располагаются на уровне, большем внутреннего диаметра сердечника статора.
На внутреннюю поверхность сердеч- ника статора 9 наносят клеящее вещество и помещают статор в обойму 10, расположенную на направлякяцих 11 приспособления 7.
результате чего катушки устанавливаются на сердечнике статора. Затем сердечник статора с установленными на него катушками располагают на фторопластовом кольце 12, где осуществляют термообработку. За счет одновременных ввода шаблона в расточку статора и установки катушек на сердечник статора обеспечивается повышение производительности. 4 ил.
Затем обойму 10 с сердечником статора 9 перемещают по направляющим 11 в направлении к шаблону. Торец сердечника статора зацепляет выступающую за внутренний диаметр шаблона лобовую часть 1 катушек 4 и разворачивает их, в результате чего катушки устанавливаются на сердечнике статора.
После этого сердечник статора с установленными на него катушками располагают на фторопластовом кольце 12, где осуществляют его термообработку. При нагреве фторопласт расширяется (коэффициент линейного расширения фторопласта Ф-4 примерно в 5-10 раз болше алюминия) , зазор между катушками и элементами приспособления выбирается и обеспечивается прижатие катушек к ярму статора фторопластовьм кольцом .
Использование изобретения повьш1ает производительность за счет одновре- менны:х ввода шаблона в расточку статора и установки катушек на сердечник статора.
Кроме того, упрощается процесс установки катушек на сердечник статора, лобовые части которых отогнуты к наружному диаметру статора.
Формула изобретения
Способ изготовления беспазового ст§тора электрической машины, включающий изготовление катушек, их формовку, установку и фиксацию катушек на шаблоне, расположенном соосно со статором, ввод шаблона внутрь сердечника статора, установку и фиксацию
катушек на сердечнике статора и термообработку, отличающийся тем, что, с целью повьшения производительности, катушки формуют П-об- разной формы путем отгибания лобовых частей, установку и фиксаф1Ю катушек на шаблоне осуществляют размепшнием
их активных частей в радиальных наклонных пазах шаблона, а установку катушек на сердечник статора производят одновременно с вводом шаблона внутрь статора путем поворота катушек торцом сердечника статора за выступающую лобовую часть.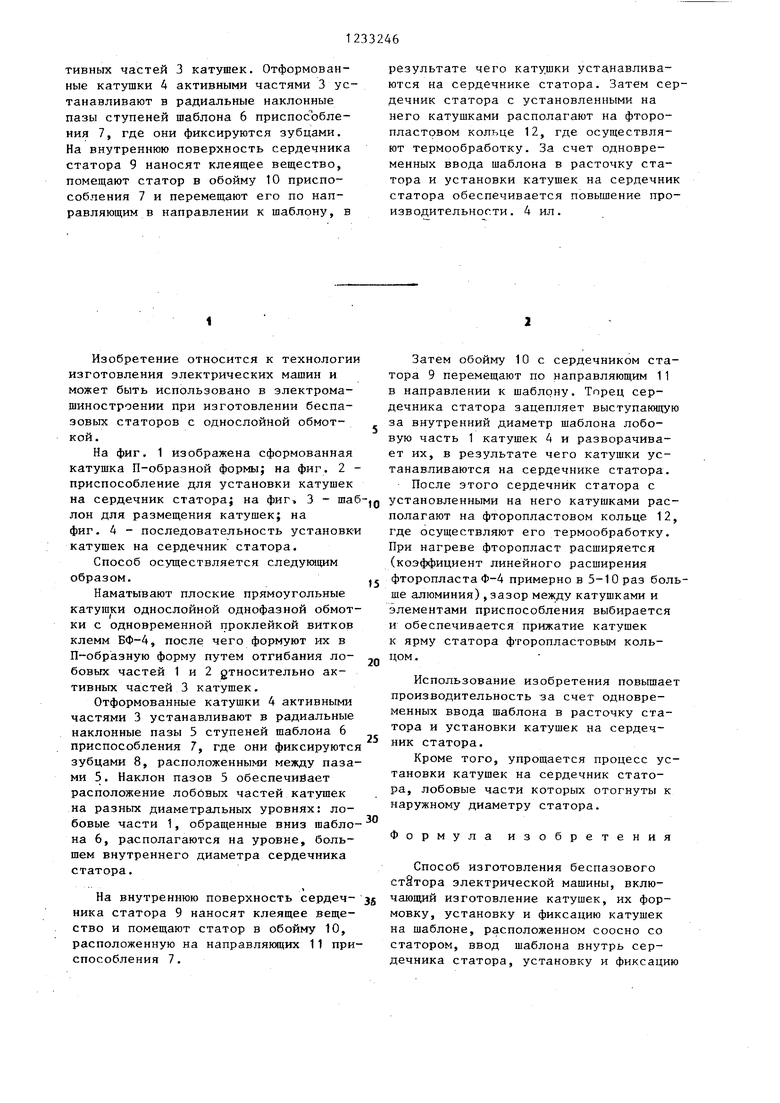
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Устройство для сборки беспазового статора электрической машины | 1973 |
|
SU423420A1 |
| Способ изготовления статора электрической машины и технологическая оправка для его изготовления | 1990 |
|
SU1806437A3 |
| Полуавтомат для изготовления беспазовых статоров электрических машин | 1973 |
|
SU499633A1 |
| Устройство для изготовления катушечных групп беспазовых статоров электрических машин | 1972 |
|
SU454860A1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2120172C1 |
| Беспазовый статор электрической машины | 1980 |
|
SU886142A1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2020692C1 |
| Статор погружного жидкостно-заполненного электродвигателя | 1985 |
|
SU1309184A1 |
| Способ изготовления и укладки обмотки в пазы магнитопровода электрической машины | 1981 |
|
SU989690A1 |
Изобретение относится к технологии изготовления беспазовых статоров с однослойной обмоткой. Способ заклю- чается в том, что наматывают плоские прямоугольные катушки с одновременнрй проклейкой витков, затем формуют их в П -образную форму путем отгибания лобовых частей 1 и 2 относительно акг f / / / / (Л с Ля.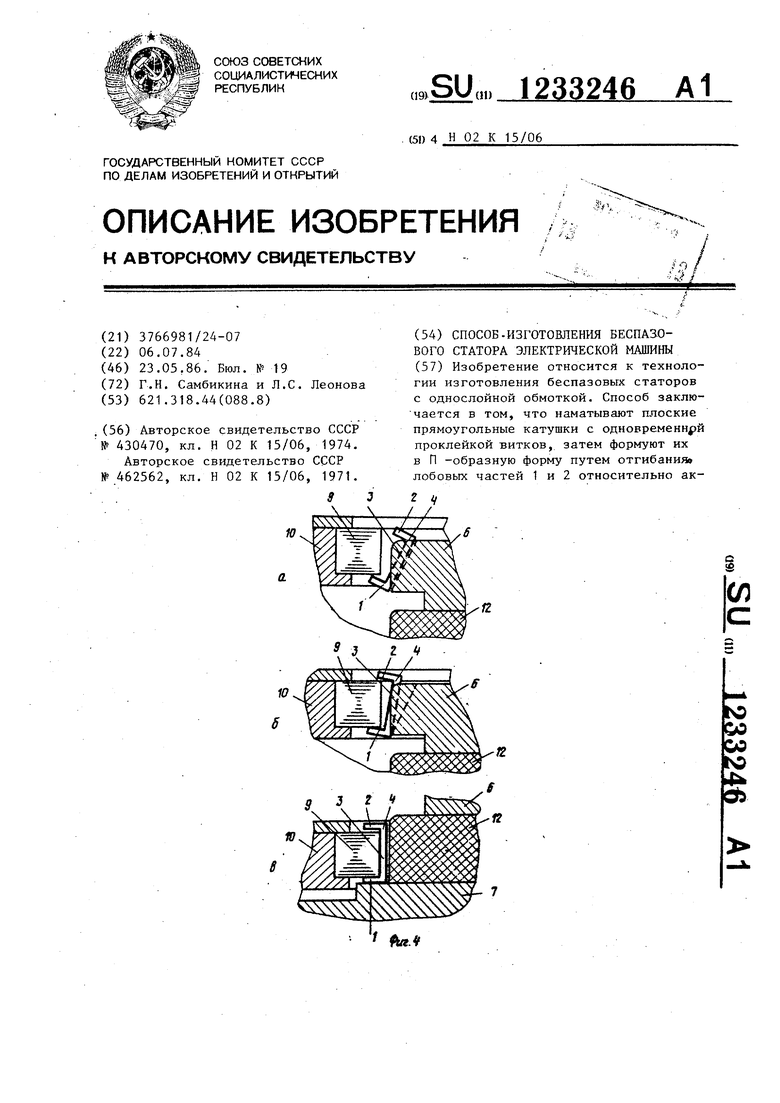
редактор О. Бугир
Составитель И. Белая
Техред М.Ходанич Корректор И. Эрдейи
Заказ 2779/55 . Тираж 631Подписное
BHHHini Госуда.рственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ УКЛАДКИ КАТУШЕЧНЫХ ГРУПП | 1972 |
|
SU430470A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ сборки беспазового статора электрической машины | 1973 |
|
SU462562A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
