1
Известно устройство для изготовления статоров электрических машин, содержащее механизм изготовления катушечных грукп, сборочный шаблон, установленный в подвижных бабках соосно со статором, узел фиксации статора и .ввода обмотОК в статор. Однако в таком устройстве укладку катушечных групп в ориентированном положении на сборочный шаблон осуществляют вручную, что снижает производительность труда.
В целях повышения производительности предлагаемый полуавтомат снабжен устройством для укладки в ориентированном положении катушечных групп на сборочный шаблон, установленным с возможностью поворота вокруг оси, параллельной оси статора, на подвижном кронштейне и несущим пуансон, матрицу, выполненную из двух половин, установленных подвижно, и сбрасыватели катушечных груПИ, установленные с возможностью возвратно-поступательного перемещения относительно матрицы.
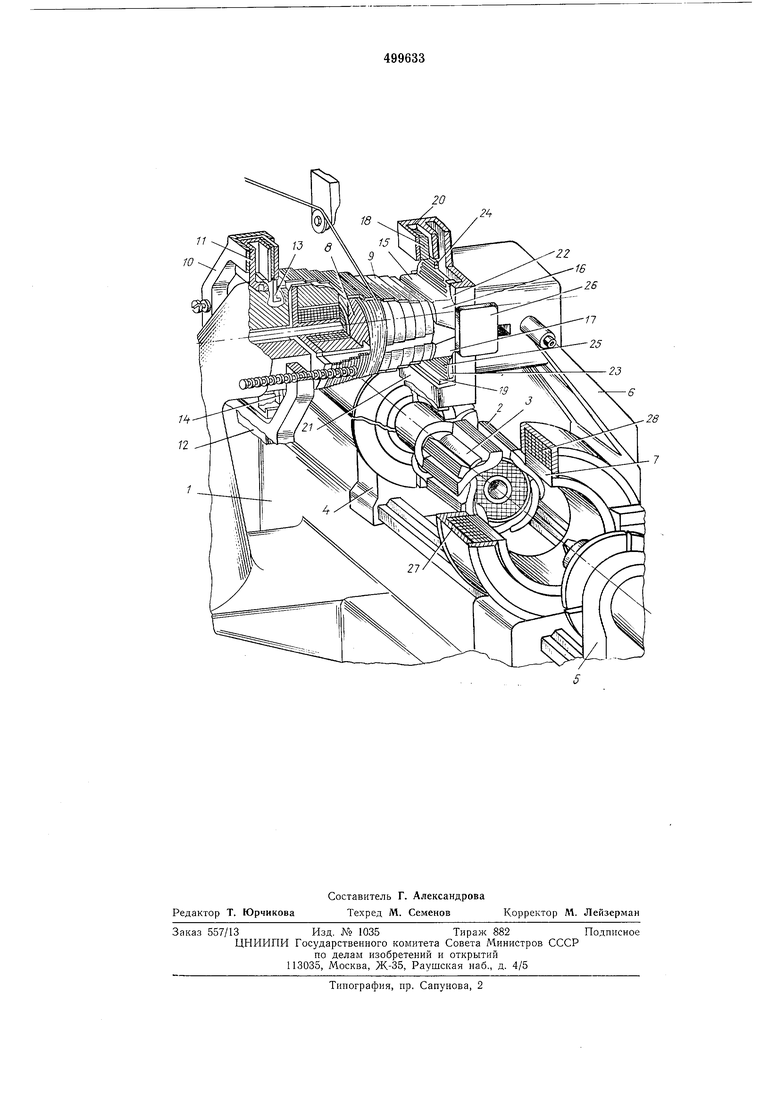
На ч-ертеже показан о-писываемый полуавтомат. Он содержит смонтированные на станине 1 устройство для изготовления катушечных групп 2 беспазового статора; сборочный шаблон 3, установленный в подвижных бабках 4 и 5 соосно со статором; устройство для укладки в ориентированном положении катушечных групп на сборочный шаблон, установленное на кронштейне 6, поворотном вокруг оси, параллельной оси статора и закрепленной на станине; и устройство для фиксации ярма 7 статора.
Устройство для изготовления катушечных групп беспазового статора состоит из намоточного шаблоНа 8; механизма -подачи ферромагнитных пластин 9, выполненного в виде расположенной вокруг намоточного шаблона
аксиально подвижной каретки 10 с магазинами 11 и 12 для выдачи ферромагнитных пластин; и скреперов 13, 14; механизма сборки и переноса катушечных групп с намоточного шаблона на устройство для укладки катушечных групп на сборочный шаблон 3 в ориентированном положении. Последнее включает матрицу 15, выполненную из двух половин (полуматриц) 16 и 17, установленных подвижно; опрессовочные пуансоны 18 и
19, установленные с возможностью возвратнопоступательного перемещения в пазах 20 и 21, формующие плоскости 22 и 23 и каналы 24 и 25, распололсенные в торцах полуматриц 16 и 17 и служащие для выхода клеящего
вещества, и сбрасыватели 26, установленные с возможностью возвратно-поступательного перемещения относительно матрицы 15. Сбрасыватели предназначены для гибки лобовых частей катушечных групп 2 в направлении к
центру сборочного шаблона 3 и съема готовой катушечной группы с матрицы иа сборочный шаблон. Устройство для фиксации ярма 7 статора и переноса со сборочного шаблона катушечных групп внутрь ярма выполнено из составного магнитопровода 27 и катушки 28 электромагнита.
Полуавтомат работает следующим образом.
Каретку 10 устанавливают в рабочее положение вплотную к матрице 15 устройства для укладки катушечных групп 2 на сборочный шаблоп 3. Включают механизм подачи ферромагнитных пластин 9 и каретка начинает перемещаться ВДОЛЬ намоточного шаблона 8. Из магазинов 11 и 12 на ступени намоточного шаблона поступают ферромагнитные пластины .и фиксируются на них магнитным нолем. Затем нриводят в движение шаблон 8 и поверх ферромагнитных пластин проводом наматывают витки секций катушечных групп. Скреперы 13 и 14 собирают секции в катушечную группу, которую они же переносят на матрицу 15. Здесь катушечную группу пропитывают клеящим веществом, пуансонами 18 и 19 опрессовывают ее активные зоны, зачищают выводы катушечной группы от изоляции и пропускают ток, полимеризующий клеящий состав. Не снимая прессующего усилия пуансонов, нриводят в движение лолуматрицы 16 и 17, которые, раздвигаясь на требуемый угол, формуют лобовые части катушечных групп. Затем приводят в движение сбрасыватели 26 н, не снимая прессующего усилия пуансонов, сгибают лобовые части в направлении К центру сборочного шаблона 3. Затем кронштейн 6 отводится, а устройство для укладки катушечных групп на сборочный шаблон разворачивается вокруг оси к сборочному шаблону. Приводятся в движение сбрасыватели 26 и на намагниченную поверхность шаблона 3 укладывают готовую катушечную группу. Когда все катушечные группы 2 распределенного активного слоя беспазового статора в определенном порядке на сборочный шаблон, соединяют выводы катушечных груон согласно электрической
схеме. Далее с помощью бабки 4, установленной на салазках, сборочный шаблон 3 аксиально вводится внутрь ярма 7 статора, закрепленного в катушке 28 электромагнита, поверхность ярма статора оператор предварительно смазывает клеящим веществом. ПОхЯводится бабка 5, которая своим центром центрирует и фиксирует сборочный щаблон 3 внутри ярма статора. Отключается питание катушки электромагнита сборочного щаблона и переключается на катушку 28 электромагнита устройства для фиксации ярма 7 статора, в результате собранный на шаблоне 3 активный распределенный слой статора переносится магнитным полем катушки 28 на внутреннюю поверхность ярма статора. Затем сердечник статора нагревают для быстрой полимеризации клеящего вещества. По окончании полимеризации с помощью разжимно-опрессовочных приспособлений, расположенных на бабках 4 и 5, лобовые части катушечных групп 2 активного распределенного слоя опрессовывают в стороны торцов ярма 7 беспазового статора.
Формула изобретения
Полуавтомат для изготовления беспазовых статоров электрических машин, содержащий устройство для изготовления катушечных прупп, сборочный шаблон, установленный в подвижных бабках соосно со статором, устройство для фиксации ярма статора и механизм ввода обмоток в статор, отличающийся тем, что, с целью повышения производительности, он снабжен устройством для укладки в ориентированном положении катушечных групп на сборочный шаблон, установленным с возможностью поворота вокруг оси, параллельной оси статора, на подвижном кронштейне и несущим пуансоны, матрицу, выполненную из двух половин, установленных подвижно, и сбрасыватели катушечных групп, установленные с возможностью возвратно-поступательного перемещения относительно матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления катушечных групп беспазовых статоров электрических машин | 1972 |
|
SU454860A1 |
| Устройство для сборки беспазового статора электрической машины | 1973 |
|
SU423420A1 |
| Устройство для изготовления беспазовых статоров электрических машин | 1980 |
|
SU907710A1 |
| Способ сборки беспазового статора электрической машины | 1973 |
|
SU462562A1 |
| Беспазовый статор электрической машины | 1980 |
|
SU886142A1 |
| Способ изготовления катушечных групп беспазовых статоров электрических машин | 1974 |
|
SU535668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОБМОТОК ПО ШКИЛЬКО | 1989 |
|
RU2024162C1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1970 |
|
SU278836A1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2120172C1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |