1
Изобретение может быть использовано в электромашиностроении.
Известно устройство для изготовления катушечных групп беспазовы.х статоров электрических машин, В котором в процессе намотки между рядами наматываемого на шаблон провода закладываются пластины из ферромагнитного материала, после чего слои пропитываются клеящим веществом.
Однако такое устройство не обеспечивает надежного закрепления пластин в процессе намотки, а также отсутствие формовочноопрессовочного узла не позволяет получить катушку, форма которой соответствует расточке статора, что снижает производительность устройства.
Целью изобретения является повышение производительности труда и качества изготавливаемых катушечных групп.
Это достигается тем, что намоточный шаблон выполнен в виде многоступенчатого намагниченного цилиндрического тела, имеющего продольные прорези в зонах, соответствую цих активным и лобовым частям катушечных групп, вокруг которого аксиально раположена подвижная каретка с механизмами подачи ферромагнитных пластин, установленными над зонами, соответствующими активным частям катушечной группы, причем в торце шаблона расположен формовочно-опрессовочный узел, имеюгций торцовую поверхность с радиусом кривизны, соответствующим расточке статора, и снабженный каналами подачи иропиточно-клеящего вещества.
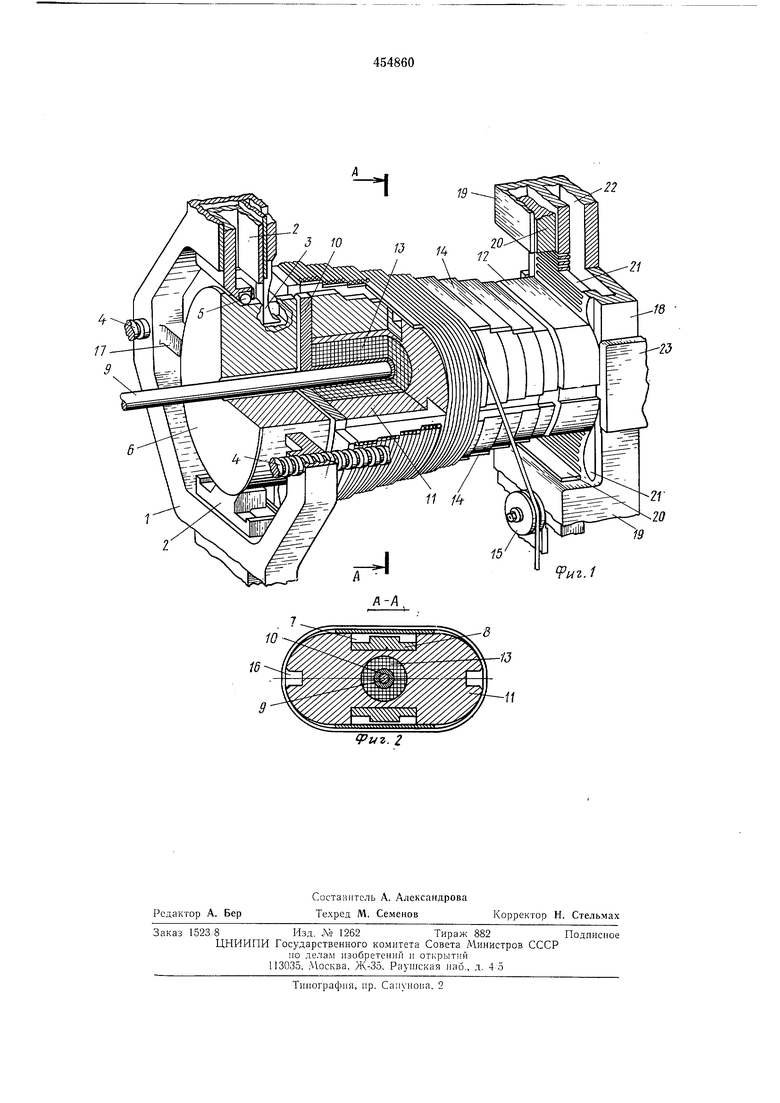
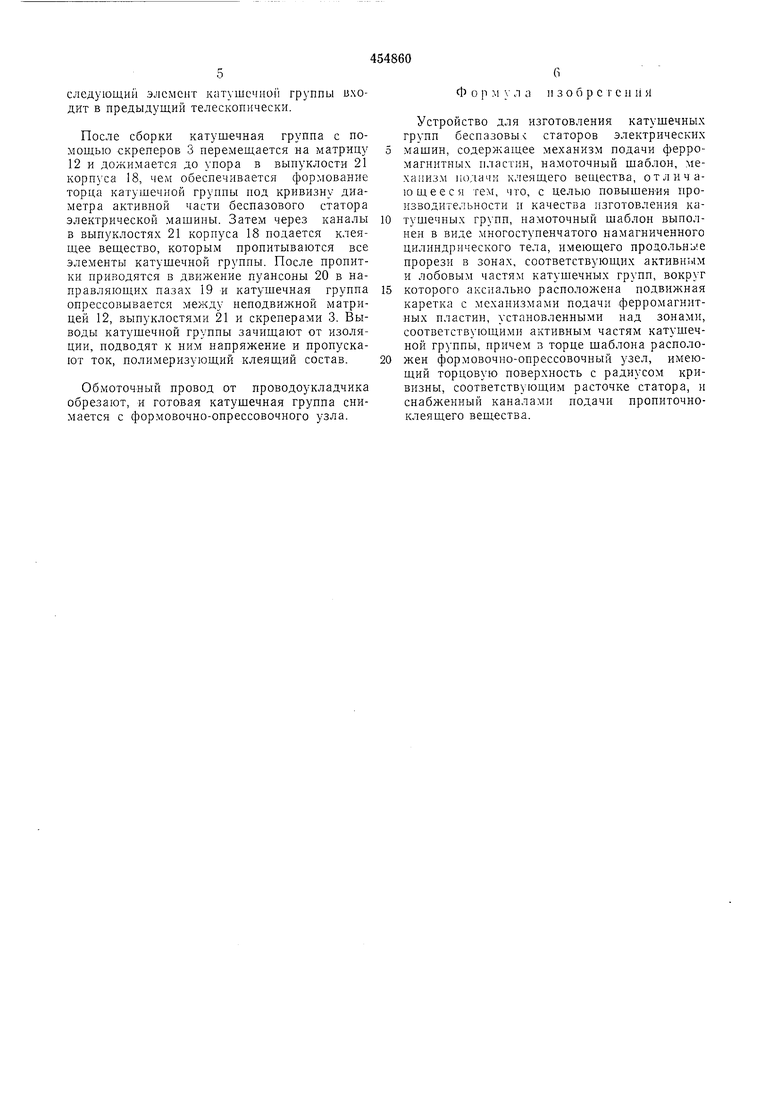
И а фиг. 1 изображено устройство для изготовления катушечных групп; на фиг. 2 - сечение по А-А на фиг. 1.
Устройство состоит из подвилчной каретки 1, в диаметрально противоположных сторонах которой по вертикали имеются два паза для установки в них со свободной посадкой бункеров 2 с прорезями на дне и скреперов 3 для сборки катушечцых групп. Скреперы выполняются в виде вогнутой на конце вилки и фиксируются в иазах каретки 1 в двух крайних положениях «Поднят и «Опущен. Перемещение каретки 1 обеспечивается закрепленными на стенке винтами 4, а перемещение бункеров 2 при поступательном движении каретки 1 обеспечивается с помощью роликов 5, закрепленных па дне бункеров 2. Выпадение бункеров 2 из пазов каретки 1 при выходе последнего в нерабочую зону намоточного шаблона предотвращается неподвижной платформой 6, имеющей два несквозных паза 7 со вставками 8 Т-образной конфигурации, служащими наиравляющими для перемещения бункеров 2 во время раскладки ферромагнитных пластин. Форма вставки определяется вилочной формой скрепера. Неподвижная платформа 6 жестко связана с корпусом статорообмоточного станка (на чертеже связь не показана) со стороны торца, закрывающего пазы. Через центр неподвижной платформы 6 проходит вал 9, на котором жестко посажены стаканы 10 из немагнитного Материала, по форме представляющие собой цилиндры с высотой полок, равной высоте крайних ступеней многоступенчатого щаблона 11, имеющего сечение овальной формы, состоящее из двух дуг, стянутых между собой прямыми линиями. Причем дуги соответствуют лобовым частям катушечной группы, а прямые участки - активным частям. Ступени шаблона равномерно располагаются от уровня неподвижной платформы 6 до уровня неподвижной матрицы 12 опрессовочно-формовочного узла, выполненной аналогично последней ступени щаблона, служащей для формовки и опрессовки катущечных групп, снятых со ступени щаблона скреперами 3. Между стаканами 10 шаблона 11 располагается катущка электромагнита 13, создающая магнитное поле для притяжения и удержания ферромагнитных пластин 14 на ст шенях щаблона. При использовании щаблона в качестве постоянного магнита форма его не изменяется, при этом отпадает необходимость в катушке 13. Проводоукладчик 15 предназначен для обмотки проводом прикрепленных к ступеням щаблона 11 ферромагнитных пластин 14. Если прозодоукладч-дк вращается вокруг шаблона 11, то намоточный шаблон и вал 9 неподвижны; если же проводоукладчик неподвижен, то с помощью вала 9 вращение передается намоточному шаблону. Пазы 16, расположенные вдоль оси шаблона, служат направляющими для выступов 17 подвижной каретки 1. Одна из полок Т-образной вставки 8 выполнена ступенчатой, ее размеры, а также количество ступеней соответствуют ступеням шаблона. При этом ступени вставок 8 смещены по отношению к ступеням активной зоны шаблона 11 на половину их шага для обеспечения выхода лишь одной ферромагнитной пластины из прорезей на дне бункеров 2. Выступы 17 со скреперами 3 служат для сдвига обмотанных проводом ферромагнитных пластин одна на другую. Матрица 12 связана с корпусом 18, выполненным в виде прямоугольника с двумя вертикально расположенными над матрицей пазами 19, служащими для направления опрессовочных пуансонов 20. В зонах между пазами и рабочей поверхностью матрицы со стороны ступеней шаблона в торце корпуса 18 имеются выпуклости 21 и каналы 22 для выхода клеящего вещества. Выпуклости 21 по длине соответствуют длине ферромагнитных пластин катушечных групп, а радиус кривизны выпуклостей-диаметра внутренней расточки беспазового статора. Корпус 18 связан со статорообмоточпым станком. Па боковых стенках корпуса 18 расположена подвижная съемная вилка 23, предназначенная для съема готовой катущечной группы. Устройство работает следуюп;н.м образом. Каретку 1 устанавливают в рабочее положение вплотную к формовочно-опрессовочному узлу так, чтобы бункеры 2 со скреперами 3 примыкали к корпусу 18. В бункеры 2 закладывают ферромагнитные пластины 14. Скреперы 3 устанавливают в крайнее верхнее положение и каретку 1 с помощью винтов 4 приводят в поступательное движение в сторону неподвижной платформы 6, при этом включают электрическую цепь питания катушки электромагнита 13 для удержания раскладываемых бункерами 2 ферромагнитных пластин на ступенях итблона 11. Раскладка ферромагнитных пластин производится иеремещениел бункеров 2 вверх по ступеням Т-образных вставок 8, по которым перекатываются ролики 5 бункеров 2. После укладки всех ферромагпитных пластин, входящих в катушечную группу, каретка 1 продолжает перемещаться, а бункеры 2 выходят из пазов 7 на неподвижную платформу 6 и фиксируются благодаря упорам несквозиых пазов. Винт 4 прекращает вращение, а скреперы 3 перемещаются в крайнее положение - «Опущен. Для обмотки уложенных на ступени шаблона ферромагнитных пластин проводоукладчик 15 устанавливаю т в крайнее положение около первой (большей по периметру) ступени шаблона, а копец обмоточного провода фиксируют на щаблоне. После этого производится обмотка ферромагнитных пластин обмоточным проводом в направлении расположения ступеней шаблона. Причем обмотка осуществляется либо вращением вала 9 с намоточным щаблоном, либо вращением проводоукладчика вокруг неподвижного шаблона. Проводоукладчик 15 при этом равномерно перемещается вдоль оси шаблона, осуществляя рядовую намотку. По окончании обмотки вал 9 прекращает вращение или механизм проводоукладчика 15 останавливается. Шаблон фиксируют в положении для сборки обмотанных ферромагнитных пластин, а цепь питания катущки электромагнита 13 выключают. Лри использовании в качестве шаблона постоянного магнита операции, связанные с включением и выключением электромагнита 13, отпадают. Для сборки обмотанных ферромагнитных пластин БИНТЫ 4 приводятся во вращение, чем обеспечивается движение каретки 1 в направлении к формовочно-опрессовочному узлу. При движении каретки 1 вдоль оси щаблона выступы 17 и скреперы 3 перемещаются в пазах 16 и 7 шаблона 11. В результате обмотанные ферромагнитные пластины сдвигом накладываются одна на другую и каждый по5
следующий элемент катушечной группы входит в предыдущий телескопически.
После сборки катушечная группа с помощью скреперов 3 перемещается на матрицу 12 и дожимается до упора в выпуклости 21 корпуса 18, чем обеспечивается формование торца катушечной группы под кривизну диаметра активной части беспазового статора электрической машины. Затем через каналы в выпуклостях 21 корпуса 18 подается клеящее вещество, которым пропитываются все элементы катушечной группы. После пропитки приводятся в движение пуансоны 20 в направляющих пазах 19 и катушечная группа опрессовывается между неподвижной матрицей 12, выпуклостями 21 и скреперами 3. Выводы катушечной группы зачищают от изоляции, подводят к ним напряжение и пропускают ток, полимеризующий клеящий состав.
Обмоточный провод от проводоукладчика обрезают, и готовая катушечная группа снимается с формовочно-опрессовочного узла.
6 Ф о р м у л а н 3 о б р е г е н И я
Устройство для изготовления катушечных групп беспазовыл статоров электрических машин, содержащее механизм подачи ферромагнитных пластин, намоточный шаблон, механизм иодачк клеящего вещества, отличающееся тем, что, с целью повышен-ия производительности и качества изготовления катушечных групп, намоточный шаблон выполнен в виде многоступенчатого намагниченного цилиндрического тела, имеющего продольнике прорези в зонах, соответствующих активным и лобовым частям катушечных групп, вокруг
которого аксиально расположена подвижная каретка с механизмами подачи ферромагнитных пластин, установленными над зонами, соответствующими активным частям катушечной группы, причем в торце шаблона расположен формовочно-опрессовочный узел, имеющий торцовую поверхность с радиусом кривизны, соответствующим расточке статора, и снабженный каналами подачи пропиточноклеящего вещества.
Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления беспазовых статоров электрических машин | 1973 |
|
SU499633A1 |
| Устройство для изготовления беспазовых статоров электрических машин | 1980 |
|
SU907710A1 |
| Способ изготовления катушечных групп беспазовых статоров электрических машин | 1974 |
|
SU535668A1 |
| Способ изготовления катушечных групп беспазового статора электрических машин | 1973 |
|
SU475710A1 |
| Беспазовый статор электрической машины | 1980 |
|
SU886142A1 |
| Устройство для сборки беспазового статора электрической машины | 1973 |
|
SU423420A1 |
| Устройство для изготовления катушечных групп безпазового статора электрических машин | 1988 |
|
SU1651343A1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1970 |
|
SU278836A1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1971 |
|
SU309428A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |