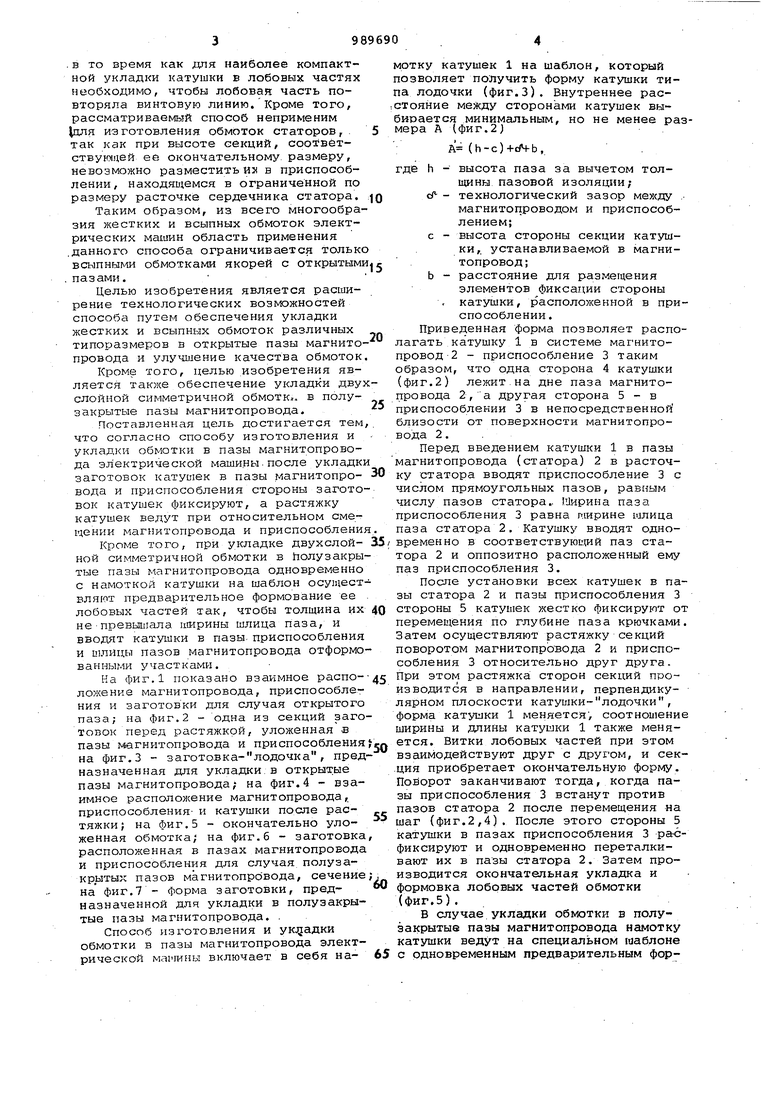
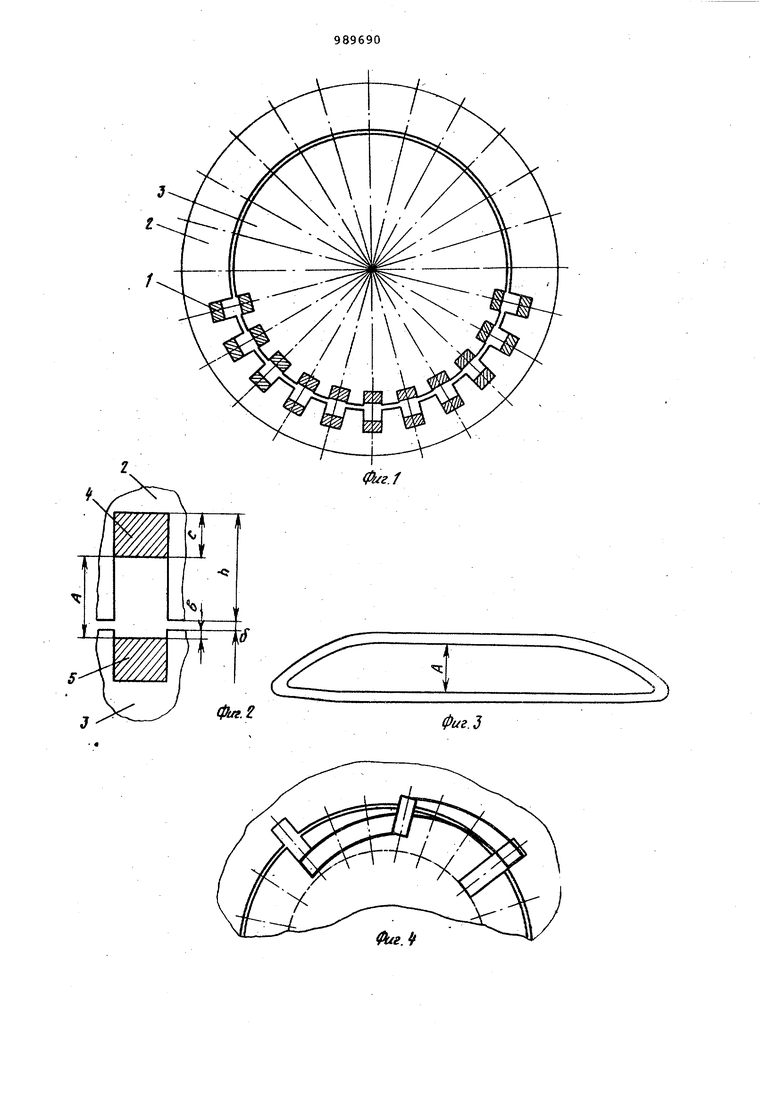
.в то время как для наиболее компактной укладки катушки в лобовых частях необходимо, чтобы лобовая часть повторяла винтовую линию.Кроме того, рассматриваемый способ неприменим |цля изготовления обмоток статоров,. так как при высоте секций, соответствующей ее окончательному, размеру, невозможно разместить ил в приспособлении, находящемся в ограниченной по размеру расточке сердечника статора, Таким образом, из всего многообразия жестких и всыпных обмоток электрических машин область применения .данного способа ограничивается только вcнпн л и обмотками якорей с открытым ,пазами. Целью изобретения является расширение технологических возможностей способа путем обеспечения укладки жестких и всыпных обмоток различных типоразмеров в открытые пазы магНито провода и улучшение качества обмоток Кроме того, целью изобретения является также обеспечение укладки дву слойной симметричной обмотк в полузакрытые пазы магнитопровода. Поставленная цель достигается тем что согласно способу изготовления и укладки обмотки в пазы магнитопровода электрической машины.после укладк заготовок катушек в пазы магнитопровода и приспособления стороны загото вок катушек фиксируют, а растяжку катушек ведут при относительном смещении магнитопровода и приспособлени Кроме того, при укладке двухслойной симметричной обмотки в Полузакры тые пазы магнитопровода одновременно с намоткой катушки на шаблон осущест вляют предварительное формование ее лобовых частей так, чтобы толщина их не превышала, ширины шлица паза, и вводят катушки в пазы, приспособления и шлицы пазов магнитопровода отформо ванными участками. На фиг.1 показано взаимное расположение магнитопровода, приспособления и заготовки для случая открытого паза; на фиг.2 - одна из секций заго товок перед растяжкой, уложенная в пазы магнитопровода и приспособления на фиг.З - заготовка- лодочка, пред назначенная для укладки:в открытые пазы магнитопровода; на фиг.4 - взаимное расположение магнитопровода. приспособления- и катушки после растяжки; на фиг.З - окончательно уложеНная обмотка; на фиг.б - заготовка расположенная в пазах магнитопровода и приспособления для случая, полузакрытых пазов магнитопровода, сечение на фиг.7 - форма заготовки, предназначенной для укладки в полузакрытые пазы магнитопровода. . Способ изготовления и обмотки в пазы магнитопровода электрической ма1чины включает в себя намотку катушек 1 на шаблон, который позволяет получить форму катушки типа лодочки (фиг.З). Внутреннее расстояние между сторонами катушек выбирается минимальным, но не менее размера А (фиг.2) А (h-c)+cf4-b, где h - высота паза за вычетом толщины пазовой изоляции; ff- - технологический зазор между .магнитопроводом и приспособлением;с - высота стороны секции катушки,, устанавливаемой в магнитопровод;Ь - расстояние для размещения элементов фиксации стороны катушки, расположенной в приспособлении. Приведенная форма позволяет располагать катушку 1 в системе магнитопровод 2 - приспособление 3 таким образом, что одна сторона 4 катушки (фиг.2) лежит.на дне паза магнитопровода 2, а другая сторона 5 - в приспособлении 3 в непосредственной близости от поверхности магнитопровода 2. Перед введением катушки 1 в пазы магнитопровода (статора) 2 в расточку статора вводят приспособление 3 с числом прямоугольных пазов, равным числу пазов статора... Иирина паза приспособления 3 равна тирине шлица паза статора 2. Катушку вводят одновременно в соответствуюьдай паз статора 2 и оппозитно расположенный ему паз приспособления 3. После установки всех катушек в пазы статора 2 и пазы приспособления 3 стороны 5 катушек жестко фиксируют от перемещения по глубине паза крючками. Затем осуществляют растяжку секций поворотом магнитопровода 2 и приспособления 3 относительно друг друга. При этом растяжка сторон секций ПРОИЗВОДИТСЯ в направлении, перпендикулярном плоскости катушки- лодочки, форма катуыки 1 меняется, соотношение ширины и длины катушки 1 также меняется. Витки лобовых частей при этом взаимодействуют друг с другом, и секция приобретает окончательную форму. Поворот заканчивают тогда, когда пазы приспособления 3 встанут против пазов статора 2 после перемещения на шаг (фиг.2,4). После этого стороны 5 катушки в пазах приспособления 3 ра-сфиксируют и одновременно переталкивают их в пазы статора 2. Затем производится окончательная укладка и формовка лобовых частей обмотки (фиг.5). В случае укладки обмотки в полузакрытые пазы магнитопровода намотку катушки ведут на специальном шаблоне с одновременным предварительным формованием сплющиванием лобовых частей так, чтобы толщина их не превыЛ1ала,ширины, ишица паза магнитопровода. Установку заготовок катушек в шли 1да паза магнитопроврда и пазы приспособления осуществляют отформованными (сплющенными) лобовыми частями. Последующие операции по укладке обмотки производятся так же, как и в случае с открытыми пазами магнитопровода.. Данное изобретение позволяет зна чительно расширить номенклатуру обмоток, укладываемых в магнитопроводы механизированным способом: якорные и статорные секции жестких и всыпных обмоток, наматываегдле прямоугольным и круглым проводом любого сечения в. открытые и полузакрытые пазы. Кроме того, обмотки, изготавливаемые по данному способу, имеют электрическую, тепловую и магнитную симметрию, а так же минимальный средний периметр и оптимальную форму лобовых частей, позволяющую экономить медь. Все это улучшает выходные параметры электрическнх машин, в частности улучшает пусковые и энергетические показатели асинхронных машин. Формула изобретения 1. Способ изготовления и укладки обглотки в пазы магнитопровода электрической машины, включаквдий намотку заготовки катушек на шаблон, растяжку катушки установку приспособления с числом пазов, равным числу пазов магнитопровода, коаксиально магнитопроводу, укладку всех заготовок катушек одной стороной в пазы магнитопровода , а другой стороной - в пазы приспособления, относительно.е смешение магнитопровода и приспособления на угсот, равный шагу обмотки, и окончательную укладку катушки в пазы магнитопровода, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения укладки жестких.и всыпных обмоток различных типоразмеров в открытые пазы магнитопроводов и улуч1аения качества обмоток, после укладки заготовок KaTjoaeK в пазы магнитопровода и приспособления стороны заготовок катушек фиксируют, а рдстяжку катушек ведут при.относительном .смеи{ении магнитопровода и приспособления. 2. Способ ПОП.1, о тли ч ающ и и с я тем, что, с целью обёспе ения уклАдкк двухслойной симметричной обмотки в полузакрытые пазы магнитопровода, одновременно с намоткой катушки на шаблон осуществляют предварительное формование ее лобовых частей так, чтобы толщина их не превышала ширины шпица паза, и вводят катушки в пазы приспособления и шпицы пазов магнитопровода отформованными участками. Источники информации, принятые во внимание при экспертизе 1.Зиютн В.И. и др. Обмотки электрических машин. М., Энергия, 1970, с. 406-412. 2.Авторское свидетельство СССР № 175111, кл. Н 02 К 15/09, 1964 (прототип).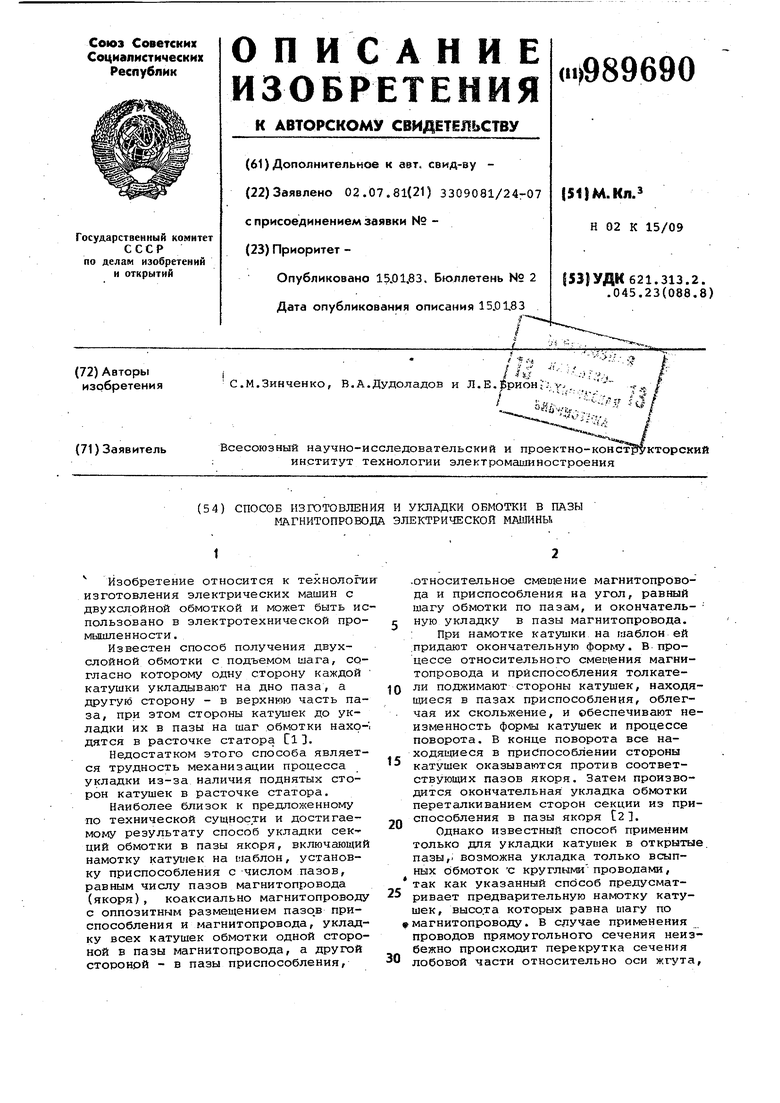

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Способ изготовления и укладки всыпной обмотки в пазы магнитопровода электрической машины | 1983 |
|
SU1092670A1 |
| Способ изготовления секций жесткой обмотки и их укладки в пазы магнитопровода и устройство для его осуществления | 1983 |
|
SU1115170A1 |
| Способ намотки катушек статорной обмотки электрических машин | 1978 |
|
SU771812A1 |
| Способ укладки обмоток в пазы магнитопроводов электрических машин и шаблон для его осуществления | 1987 |
|
SU1672544A1 |
| Способ формирования жестких секций обмотки статора | 1991 |
|
SU1791911A1 |
| Станок для укладки обмотки в полузакрытые пазы статоров | 1952 |
|
SU96470A1 |
| Станок для укладки обмотки в полузакрытые пазы статоров электрических машин | 1958 |
|
SU130099A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления катушек статора электрической машины | 1984 |
|
SU1256122A1 |
Фиг. 7
