Изобретение относится к области сварки пластмасс, а именно к устройствам для соединения точечной сваркой листовых термопластичных материалов с использованием ультразвуковых колебаний.
Цель изобретения - повышение качества сварного соединения.
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - блок-схема системы включения звукового генератора; на фиг. 3 - механизм синхронизации.
Устройство для ультразвуковой сварки термопластичных материалов содержит акустический узел, включающий преобразователь 1 с трансформатором 2 колебаний и волноводом 3. Преобразователь 1 получает питание от ультразвукового генератора 4. Главный вал 5 устройства кинематически связан с приводным электродвигателем (не показан) На конце вала 5 размещен кулачковый механизм, содержащий кулачок 6 и ролик 7, причем последний закреплен на верхнем конце щтока 8. Шток 8 установлен в оно- рах 9 и на его нижнем конце закреплена опора 10, которая вместе с волноводом 3 воздействует на свариваемый материал. На главном валу 5 установлен также фотодатчик включения ультразвукового генератора, содержащий осветитель 11, диск 12 с прорезью и фотодиод 13.
Кроме того, устройство содержит систему включения ультразвукового генератора, в которую входит задающий генератор (ЗГ), блок питания (БП), фотодатчик (ФД), усилитель мощности (УМ) и механизм синхронизации (МС) времени включения ультразвукового генератора в зависимости от частоты вращения главного вала. Все эти элементы осуществляют питание акустического узла (АУ).
Механизм синхронизации состоит из блока слежения (БС) и блока формирования запускающего импульса ультразвукового генератора, причем эти блоки связаны между собой последовательно. В состав блока формирования запускающего импульса входит усилитель фототока (УФ), зарядный кон5
денсатор (ЗК), элементы сравнения (ЭС), формирователь импульсов (ФИ) и импульсный усилитель (ИУ).
Устройство работает следующим образом. При вращении главного вала 5 опора 10 перемещается в вертикальной плоскости и прижимает своим рабочим торцом обрабатываемый материал 14 к торцу волновода 3 преобразователя 1. Включение последнего производится фотодатчиком (ФД), диск
0 12 которого жестко установлен на главном валу 5. В зависимости от частоты вращения главного вала 5 время засветки фотодиода 13 потоком света от осветителя 11 изменяется. Это приводит к тому, что зарядный конденсатор (ЗК) заряжается до напряжения,. величина которого соответствует реальной частоте вращения главного вала.
После прекращения засветки фотодиода 13 зарядный конденсатор начинает разряQ жаться до ранее установленного нулевого уровня, определяемого элементами сравнения (ЭС). При этом время разряда конденсатора при уменьшении скорости устройства соответственно увеличивается, что приводит к компенсации увеличения временного
5 интервала от включения фотодатчика до момента прижима опорой 10 материала. Разряд конденсатора продолжается до тех пор, пока напряжение на конденсаторе не достигнет уровня, определенного элементами сравнения. При достижении этого уровня
формирователь (импульсов (ФИ) вырабатывает импульс требуемой длительности, который через импульсный усилитель (ИУ) подается к усилителю мощности (УМ) и далее к преобразователю акустического узла (АУ). Длительность вырабатываемого импульса устанавливается заранее в зависимости от технологических требований к процессу сварки. Таким образом, длительность ультразвукового импульса, приходящаяся на время контакта опоры и волновода, остается неиз0 менной при любой частоте вращения главного вала устройства и высокое качество сварки обеспечивается на всех участках выполняемой строчки.
Х1
КУ(1
Сриг.З
ВНИИПИ Заказ 2708/20 Тираж 640 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4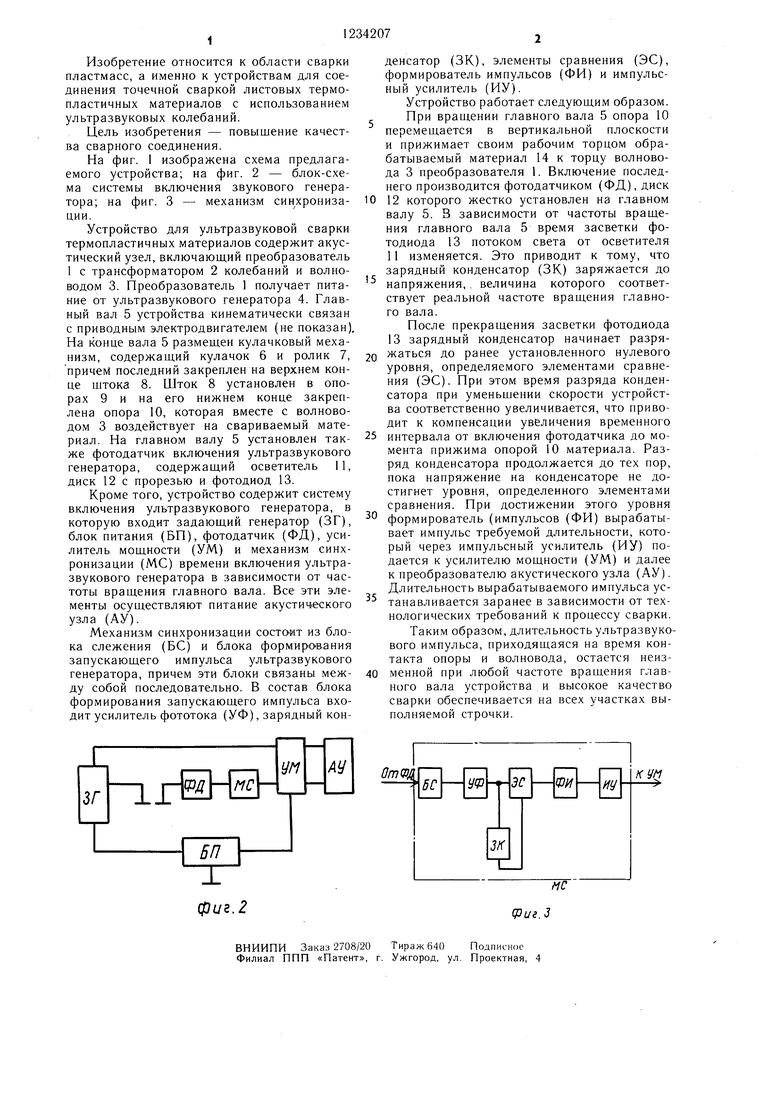
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой сварки термопластичных материалов и устройство для его осуществления | 1989 |
|
SU1785913A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОКРАСКИ ДЕТАЛЕЙ | 1972 |
|
SU326987A1 |
| Аналого-цифровое устройство для управления токарным станком | 1980 |
|
SU947830A1 |
| ОПТИЧЕСКИЙ КОРРЕЛЯТОР1 БИ6/: | 1972 |
|
SU328479A1 |
| Устройство для автоматического управления механизмами выходной стороны непрерывного трубопрокатного стана | 1979 |
|
SU869887A1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ НАНОПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2020 |
|
RU2746308C1 |
| ФОТОДАТЧИК ИМПУЛЬСНОГО ИЗЛУЧЕНИЯ | 2018 |
|
RU2673989C1 |
| ФОТОПРИЕМНОЕ УСТРОЙСТВО | 2022 |
|
RU2814584C1 |
| Устройство для измерения крутящего момента | 1972 |
|
SU442383A1 |
| Способ определения перегрузочной способности электрощеток | 1960 |
|
SU149147A1 |

| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1973 |
|
SU419341A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Клеткин И | |||
| Д | |||
| и др | |||
| Ультразвуковая сварка при изготовлении одежды | |||
| М.: Легкая индустрия, 1979, с | |||
| СПОСОБ СОСТАВЛЕНИЯ ЗВУКОВОЙ ЗАПИСИ | 1921 |
|
SU276A1 |
