1
Известно устройство для ультразвуковой сварки, содержащее акустический узел, подвижную опору и регулятор продолжительности ультразвукового импульса.
Повышение качества сварного соединения обеспечивается благодаря тому, что предлагаемое устройство снабжено рычагйм, на котором расположены элементы управления генератором, срабатывающие лри перемещении опоры, а регулятор выполнен в виде щупа, контактирующего с поверхностью свариваемого изделия и кинематически связанного с рычагом.
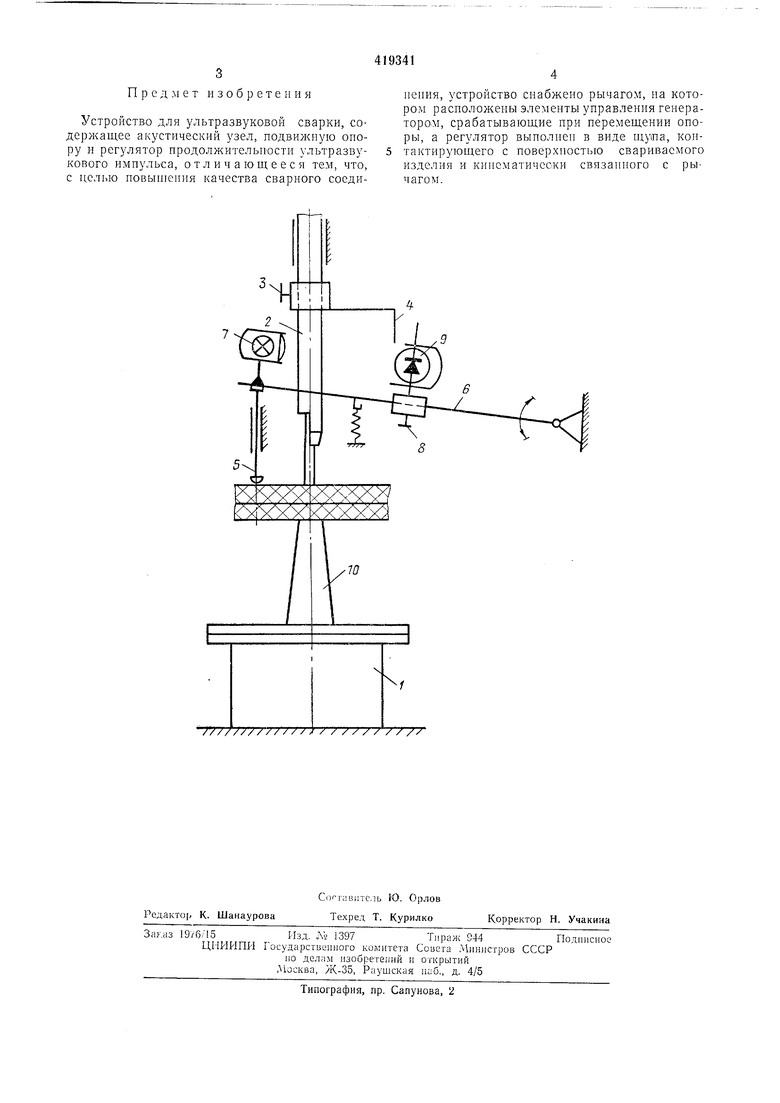
На чертеже изображено предлагаемое устройство, содержащее акустический узел 1, опору 2, на которой с помощью винта 3 укреплен экран 4 для перекрытия светового луча. Имеется щуп 5 для контроля толщины свариваемого материала, кинематически связанный с рычагом 6, на котором установлены неподвижно осветитель 7 и подвижно с помощью винта 8 фотоэлемент 9.
Предлагаемое устройство работает следующим образом.
Материал, подлежащий сварке, помещают - между волноводом 10 и опорой 2. Экран 4 устанавливают на опоре 2 в соответствии с необходимым временем для процесса сварки. При достаточном разогреве свариваемого материала экран 4 совместно с опорой 2 опускается в сторону волновода 10 и перекрывает световой луч осветителя 7. При этом фотоэлемент 9 вырабатывает импульс, прерывающий работу генератора.
Длительность процесса сварки, т. е. необходимая глубина провара, достигается соответствующим расположением экрана 4 на опоре 2, а постоянство отношения глубины провара к толщине материала - соответствующим расположением на рычаге б осветителя 7 и фотоэлемента 9.
Предлагаемое устройство позволяет установить время, необходимое для сварки, в зависимости от толщины свариваемого материала, следовательно - постоянное соотнощение между толщиной свариваемого материала и глубиной провара. Такой эффект достигается тем, что щуп совместно с пуансоном поднимается на толщину свариваемого материала, а фотоэлемент поднимается на высоту, зависящую от соотношения плеч рычага. Следовательно, пуансон с экраном перекрытия при размягчении свариваемого материала внедряется в материал на глубину провара, составляющую постоянную часть от толщины свариваемого материала. Это обеспечивает равномерность механических свойств шва и ликвидирует необходимость в переналадке регулятора.
П р е д -М е т изобретения
Устройство для ультразвуковой сварки, содержащее акустический узел, подвижную опору и регулятор продолжительиости ультразвукового импульса, отличающееся тем, что, с целью повьппеипя качества сварного соединения, устройство снабжено рычагом, на котором расположены элементы управления генератором, срабатывающие при перемещении опоры, а регулятор выполнен в виде щупа, контактирующего с поверхностью свариваемого изделия и кинематически связанного с рычагом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки термопластов | 1975 |
|
SU537833A1 |
| Способ ультразвуковой сварки термопластичных материалов и устройство для его осуществления | 1989 |
|
SU1785913A1 |
| Устройство для ультразвуковой сварки термопластичных материалов | 1985 |
|
SU1234207A1 |
| Установка для ультразвуковой сварки полимерных материалов | 1983 |
|
SU1141004A1 |
| Устройство для ультразвуковой сварки | 1990 |
|
SU1764898A1 |
| Устройство для шовной ультразвуковой сварки полимерных материалов | 1980 |
|
SU897548A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА С УЛЬТРАЗВУКОВОЙ ОБРАБОТКОЙ | 2018 |
|
RU2697685C1 |
| Способ ультразвукового контроля провара стыков свариваемых деталей | 1983 |
|
SU1305593A1 |
| Устройство для ультразвуковой сварки полимерных материалов | 1980 |
|
SU979139A1 |
| Устройство для автоматического управления паровозом | 1937 |
|
SU64366A1 |
