12
Изобретение относится к литейному производству и предназначено для использования в тяжелом и энергетическом машиностроении при изготовлении изложниц для слитков крупных прокат- ных валков и валов рабочих колес тепловых, гидравлических и атомных элек- тростанций,
Цель изобретения - повьшение проч- |ности и долговечности каркаса и рас ширение технологических возможностей
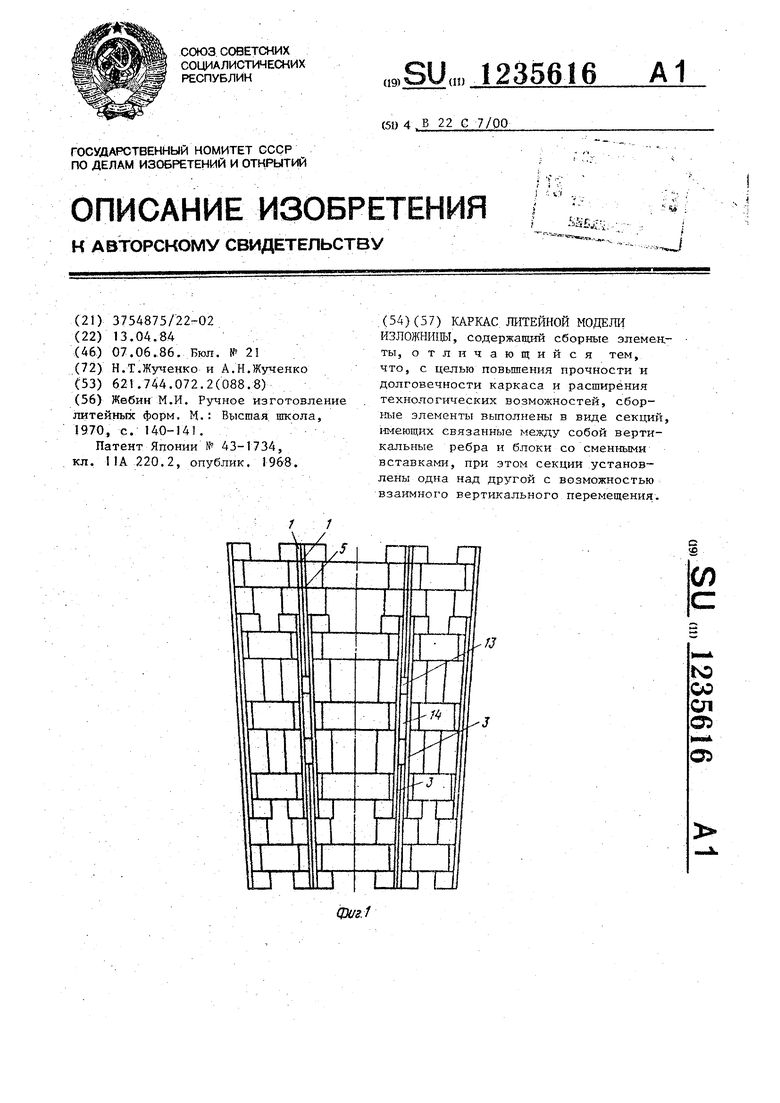
На фиг.I показан каркас литейной модели изложницы, общий вид: на фиг.2 - то же, вид сверху; на . фиг.З - верхняя секция, фронтальная проекция; на фиг/4 - то же, горизонтальная Проекция; на фиг.З - средняя секция, фронтальная проекция; на фиг.6 - то же, горизонтальная проекция; на фиг.7 - левое боковое ребро средней секции, вид сбоку; на фиг.8 - нижняя секция, фронтальная проекция; на фиг.9 - то же, горизонтальная проекция.
Каркас (фиг.1 и 2) литейной моде- ли изложницы собирается из секций: верхней (фиг.З и 4), средней (фиг.З и 6) и нижней (фиг.8 и 9).
Верхняя и Hj-гжняя секции собираются из боковых ребер I, скрепленных блоками 2, а средняя секция - из двух боковых ребер 3, скрепленных тремя равноудаленными блоками 4. Воковые вертикальные ребра секций контактируют с боковыми вертикальными ребрами соседних секций, а плоскость 5 их контакта проходит через, вертикальную ось 6 каркаса (фиг.2), Внутренние грани 7 секций вьтолне гы нак- лоннь1ми по форме и размерам, соответ- ствующим полости стержневого ящика. Боковые вертикальные ребра 1 и 3 имеют продольные пазы 8, что дает возможность их взаимного вертикального перемещения при сборке. В каждой сек- ции блок имеет угол 9 между боковыми гранями, равный соответствующему углу 10 между плоскостями 3 контакта ребер, а секции - комплект, боковых вставок 1 (фиг.З), подбираемых по толщине в зависимости от ширины и формовочных уклонов внутренних 7 и наружных I2 граней и каркаса.
В образовавтуюся боковыми ребрами 1 и 3 щель 13 вставляется и прикрепляется к боковым ребрам 3 щелевая вставка 14.
ш
356
5
.
S 20-
30. 35- О 50
55 162
Сборка каркаса начинается со сборки боковых вставок и блоков, скрепляемых крепежами с боковыми ребрами. Таким путем собираются все три секции - верхняя, средняя и нижняя. Чтобы получить в сборе каркас, необходимо среднюю секцию собрать с нижней и верхней, скрепив их крепежами, стыкуя и скрепляя между собой боковые ребра всех собранных секций.
Последним этапом сборки является установка и крепление щелевых вставок 14 в образованные боковыми ребрами щели 13.
Разборка каркаса производится в обратном порядке. Сначала удаляют щелевые вставки, затем каркас по плоскостям разъема демонтируют на секции. Верхнюю, среднюю и нижнюю секции разбирают на ребра, блоки и комплекты боко.вых вставок.
Регулировка габаритных размеров каркаса по высоте осуществляется взаимной перестановкой секции благодаря наличию в боковых ребрах продольных пазов, а размеров в горизонтальном направлении - путем изменения толщин регулировочных боковых вставок и их количества в комплекте
Сборно-разборная металлическая конструкция каркаса дает возможность многократного применения для ряда типоразмеров модельных комплектов, повыгаения производительности труда путем сокращения времени на сборку и разборку конструкции и применения одного и того же каркаса для модели и стержневого ящика.При этом достигается значительная экономия лесоматериала.
Конструкция секций позволяет регулировать внутренние и наружные размеры каркаса в горизонтальном направлении и по высоте, изменять угол наклона граней каркаса, многократно использовать одни и те же элементы секций для разных типоразмеров каркасов модели и стержневого ягцика, эко- нo fflть затраты на изготовление составных элементов для каждого размера, каркаса и этим повысить производительность труда.
Кроме того, предложенная конструкция повьщ1ает прочность и жесткость каркаса благодаря плотному прилеганию боковых Поверхностей ребер к тОр- цовььм поверхностям блоков и вставок. Блоки, расположенные перпендикулярно к ребрам, повышают жесткость каркаса.
12
фиг, 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ усиления полок в изделиях мебели различного эксплуатационного и функционального назначения | 2021 |
|
RU2778219C1 |
| СЕКЦИОННО-ЯРУСНОЕ, ПАНЕЛЬНО-КОРПУСНОЕ, ТРЕХМЕРНО РАСШИРЯЕМОЕ, РАМОЧНО-КАССЕТНОЕ УСТРОЙСТВО ДЛЯ РАЗВЕДЕНИЯ И СОДЕРЖАНИЯ МЕДОНОСНЫХ ПЧЕЛ | 1999 |
|
RU2186490C2 |
| БАМПЕР | 2007 |
|
RU2346833C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И АКТИВНАЯ ЗОНА ВОДО-ВОДЯНОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216056C2 |
| СФЕРИЧЕСКИЙ СБОРНО-РАЗБОРНЫЙ ЖИЛОЙ МОДУЛЬ | 2017 |
|
RU2659102C1 |
| СЕКЦИЯ РАДИАТОРА | 2002 |
|
RU2215947C1 |
| КУПОЛ | 2016 |
|
RU2627800C1 |
| Каркас для электроустановок | 1979 |
|
SU849360A1 |
| БЫСТРОВОЗВОДИМЫЙ КАРКАС | 2021 |
|
RU2752828C1 |
| ЭНЕРГОПОГЛОЩАЮЩИЙ КАРТРИДЖ | 2022 |
|
RU2786179C1 |


ч
:
фиг,3
.Z.
и
N.
(ригЛ
(рш.б
фиг. 7
t
11
фиг. 8
//
фиг.З
Редактор А.Козориз
Составитель Н.Ромашова
Техред В.Кадар Корректор М.Максимищинец
Заказ 3041/3Тираж 757Подписное
ВНИГОШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Жебин М.И | |||
| Ручное изготовление литейных форм | |||
| М.: Высшая школа, 1970, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| сл KD 00 ел 05 | |||
