Изобретение относится к области цветной металлургии, в частности к ремонту технологического оборудования и может быть использовано для восстановления поврежденных участков футеровки электролизера для получения алюминия.
Целью изобретения является повышение сортности получаемого алюминия и увеличение срока службы электролизера.
Сущность предлагаемого изобретения заключается в том, что защитную массу помещают на место разрушения и вьщерживают на нем мин,а затем втирают в трещины и пустоты, причем в качестве защитной массы используют смесь- из последовательно чередуювщх- ся слоев магнезитового порошка и алюминия при соотношении компонентов 1:1 - 1:2.
Защитная масса, установленная на разрушенный участок подины, под действием высоких температур переходит в пластичное состояние и частично сплавляется. При ее втирании магнезитовый порошок плотно забивает имеющиеся в подине трещины и пустоты.
Отремонтированный таким образом участок подины практически полностью предотвращает проникновение расплава под угольные блоки и в силу высокой химической стойкости магнезитового порошка в значительно меньшей степени подвергается разрушению.
Выбранные пределы лимитируются следующими факторами: при соотношении компонентов меньше, чем 1:1 пластичность защитной массы невелика, что усложняет процесс ее втирания, а больше, чем 1:2, не позволяет пронести качественный ремонт подины из- ма низкой температуры плавления смеси. При выдержке защитной массы, на подине электролизера менее 3 мин мае- с:а не успевает перейти в пластическое состояние, а больиш 10 мин - проходит выплавление из нее значительной части алюминия.
Пример. Массу для заделки швов подины готовят следующим обра- чом. В алюминиевьй противень заливают слой алюминия высотой 25 мм, на слой жидкого металла насыпают магнезитовую крошку крупнЬстью 4 мм на высоту 30 мм.
Алюминиевьй противень служит контейнером для смеси, во время приготовления которой он с внутренней
5
12359992
стороны незначительно оплавляется.
На слой магнезитовой крошки заливают слой алюминия на высоту 25 мм.
Таким образом, готовят три слоя магнезитовой крошки.
На очищенной от коржей и осадка подине с помощью крючков определяют места разрушений швов или подовых блоков. Затем с одной стороны катода под анод вводят скребок и устанавливают на расстоянии 150 мм от места разрушения. Одновременно с противоположной стороны вводят под анод защитную массу, устанавливают на место разрушения до упора в скребок и удерживают ее. Затем защитную массу вдавливают (втирают) в имеющиеся трещины и пустоты. Режимы проведения операций и пол л енные результаты представлены в таблице.
10
15
20
25
30 -
35
1 :3
1:1
40
Отремонтировать подину не удалось
Электролизерь в течение 2 лет выдают металл марки А6 и А 7
45
10
15
2:3
1 :2
2-. 1
Через 3 мес электролизер начал выдавать металл марки АВ
50
55
Способ горячего ремонта футеровки опробован на пяти электролизерах, вьщающих металл сорта АВ.
До забивки электролизеры выдавали металл сорта АВ с содержанием железа до 2% и более. После горячего ремонта футеровки электролизеры в течение 2 лет выдают металл сорта Аб и А7.
30 -
1 :3
1:1
Отремонтировать подину не удалось
Электролизерь в течение 2 лет выдают металл марки А6 и А 7
2:3
10
1 :2
15
2-. 1
Через 3 мес электролизер начал выдавать металл марки АВ
Способ горячего ремонта футеровки опробован на пяти электролизерах, вьщающих металл сорта АВ.
До забивки электролизеры выдавали металл сорта АВ с содержанием железа до 2% и более. После горячего ремонта футеровки электролизеры в течение 2 лет выдают металл сорта Аб и А7.
312359994
Использование предлагаемого изоб- Предлагаемый способ целесообразно ретения позволит повысить сортность использовать на алюминиевых заводах получаемого алюминия и увеличить при получении алюминия электролизом срок службы электролизера.расплавленных солей.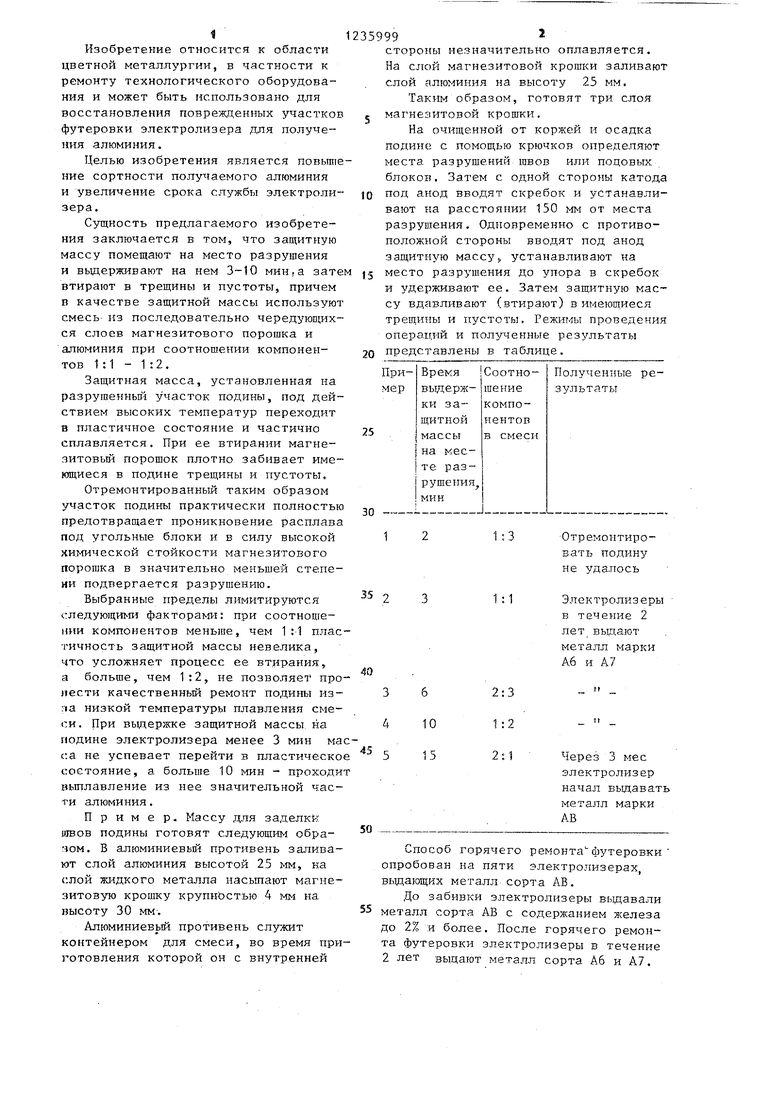
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕГО РЕМОНТА ЛОКАЛЬНЫХ РАЗРУШЕНИЙ УГЛЕРОДИСТОЙ ПОДИНЫ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270886C2 |
| СПОСОБ ГОРЯЧЕГО РЕМОНТА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2123545C1 |
| СПОСОБ ЛОКАЛЬНОГО РЕМОНТА БОРТОВОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2129170C1 |
| Защитная масса для горячего ремонта футеровки электролизера | 1988 |
|
SU1534098A1 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164556C2 |
| СПОСОБ ЗАЩИТЫ УГЛЕРОДНОЙ ФУТЕРОВКИ | 2013 |
|
RU2522928C1 |
| Способ обжига электролизеров для получения алюминия | 1977 |
|
SU704308A1 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164555C2 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| Способ горячего ремонта алюминиевой электролитной ванны | 1939 |
|
SU56553A1 |
| Янко Э.А., Лозово Ю.Д | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| М.: Металлургия, 1976, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
