1 .12
Изобретение относится к радйотехнике, в частности к технологии изготовления конических спиральных излучателей.
Цель1о изобретения является улучше- ние согласования и повышение надежности конического спирального излучателя путем исключения гальванических соединений проводящих полосок по линиям вьфезки заготовки из фольтированного гибкого диэлектрика.
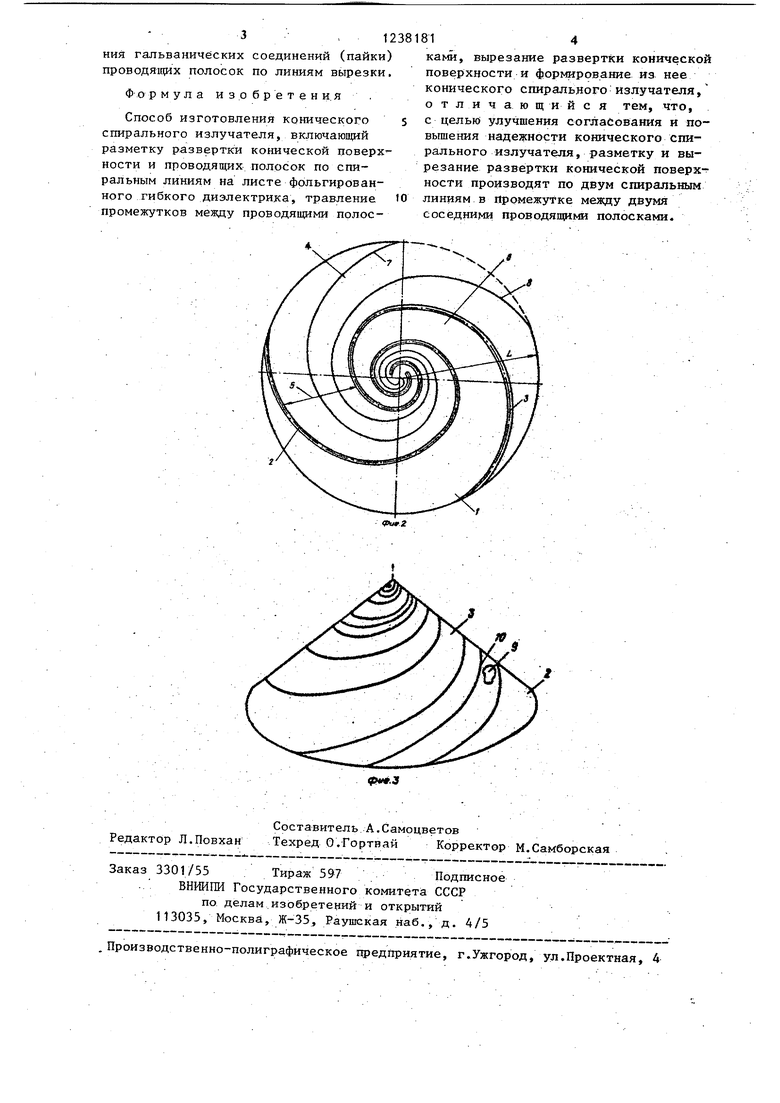
На фиг. 1 представлена развертка самодополнительного конического экви- угОЛЬ но го двухзаходного излучателя; на Фиг. 2 - развертка несамодополни- тельного конического эквиугольного двухзаходного излучателя; на фиг. 3- конический спиральный излучатель.
Способ изготовления конического спирального излучателя осуществляют следующим образом.
На плоском листе 1 фольгированно- го гиблого диэлектрика размечают развертку прооводящих полосок 2 и 3 конического спирального излуч81теля и Удаляемого участка 4 по двум спи- ;рйльным линиям в промежутке 5 между двумя соседними проводящими полосками
.2 и 3, при этом развертку дрово- дяшйх полосок 2 и 3 производят с уче
том будущего ;выреза участка 4.
Для расчета топологии спиралей на развертке можно использовать ЭВМ, которая по заданным параметрам кони- 35 ческого спирального излучателя вьща- ет управляющую перфоленту для копировального прецизионного автомата типа KIIA-1200. Этот автомат вырезает фотооригинал на пленке с маскирующим 40 слоем. С фотооригинала получают фотошаблон, в необходимом масштабе Для экспозиции светочувствительного слоя, нанесенного на фольгированшй лист
.Производят травление плоского листа 1 фольгированного гибкого.диэлектрика с разметко.й и с защитным слоем на приводящих полосках 2 и 3, при этом промежутки 5 и 6 мелоду проводящими полосками становятся непроводящими,
вярезают развертку из травленного фольгиронанного гибкого диэлектрика 1 По радиусу L развертки и по размечен- нь1м спиральным линиям 7 и 8 удаляемого участка 4, расположенного в промежутке 5 между двумя соседними про- водяпщми полосками 2 и 3,
приклеивают развертку на боковую поверхность конической диэлектричес- кой оправки 9, при этом линии 7 и 8 выреза совмещаются в линию Ю.
При разметке развертки проводящих полосок и линий выреза удаляемого участка учитывают количество проводящих полосок, закон образования спиралей, длину образующей конуса, длидиэлектрика. После операций фото- 45 травления и вырезания по окружности и по спиральным линиям получают развертку, которую на.клеивают на оправку. ..
Полученный предлагаемым способом конический спиральный излучатель имеет улучшенные радиотехнические характеристики (улучшено согласование между ветвями спирального излучателя
ну Окружности основания конуса и дру- 55 ас фидерным трактом, уменьшены потегие пара.метры. Дпя самодополнитель- ной. структуры конического эквиугольного спирального излучателя, спиральные проводники которого описаны урав- нением вц,
,,
угол поворота АЧ соседних проводящих полосок определяется из соотношения
21Т-й 4 .
2N ,. ., ,
лч
где р - длина радиуса-вектора;
Ч - текущее значение угла поворота радиуса-вектора; А и В - коэффициенты;
лм - угол поворота спиралей, ограничиваквдих развертку; N - число заходов спирали (фиг. 1) .
Для несамодополнительной структуры конического излучателя угол поворота средних линий спиральных полосок (фиг. 2) определяют из соотношения
.
N
Спиральные линии, ограничивающие раз- вертку, повернуты одна относительно другой на угод , равный
(1- J-),
30
где г - радиус основания конуса; L - длина образующей конуса.
диэлектрика. После операций фото- травления и вырезания по окружности и по спиральным линиям получают развертку, которую на.клеивают на оправку. ..
Полученный предлагаемым способом конический спиральный излучатель имеет улучшенные радиотехнические характеристики (улучшено согласование между ветвями спирального излучателя
ри электромагнитной энергии) и повышенную надежность в эксплуатации, что обеспечивается за счет исключе3, 1238
ния гальванических соединений (пайки) проводящих полосок по линиям вырезки.
Формула изобретен и. я
Способ изготовления конич еского s спирального излучателя, включающий разметку развертки конической поверХ - ности и проводящих полосок по спиральным линиям на листе фольгирован- ного гибкого диэлектрика, травление Ю промежутков между проводящими полос1814
, вырезание развертки конической поверхности и формирование из нее конического спирального излучателя, о тли ч ающий с я тем, что, с целью улучшения согласования и повышения надежности конического спирального излучателя, разметку и вырезание развертки конической поверх- ности производят по двум спиральным линиям в Промежутке между двумя соседними проводящими полосками.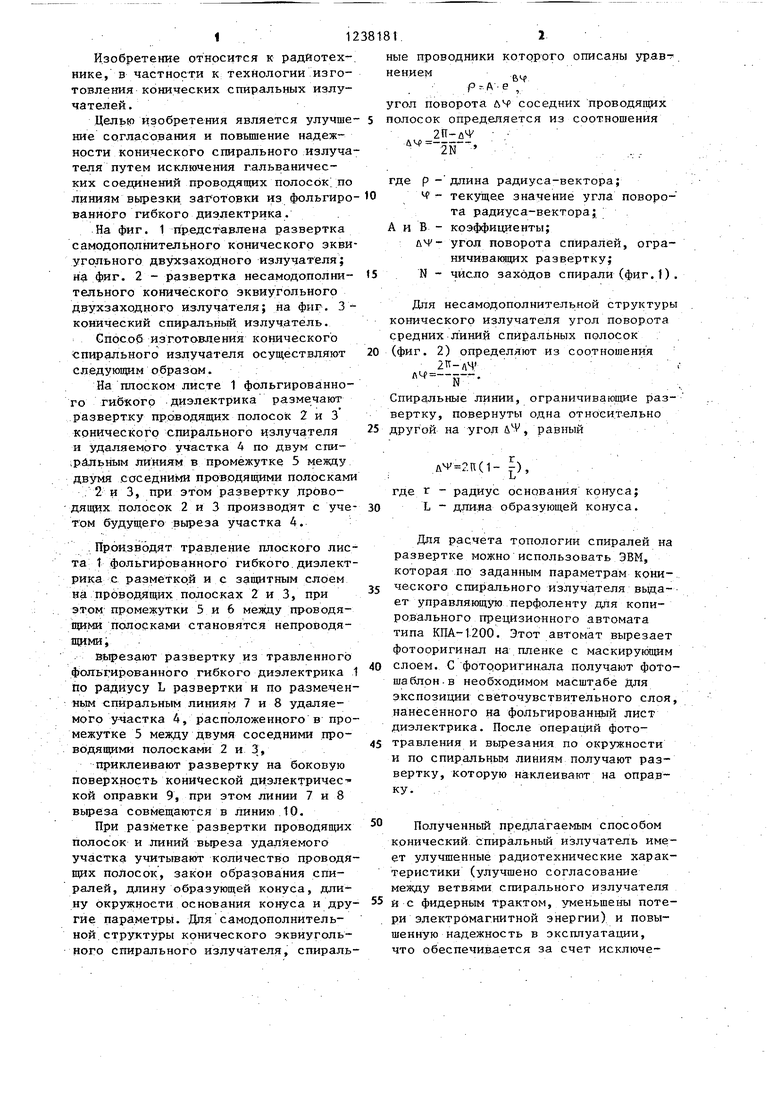
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления конической спиральной антенны | 1987 |
|
SU1520612A1 |
| Коническая спиральная антенна и способ её изготовления | 2020 |
|
RU2730114C2 |
| КОНИЧЕСКАЯ СПИРАЛЬНАЯ АНТЕННА ДВОЙНОЙ ПОЛЯРИЗАЦИИ | 1990 |
|
RU2017281C1 |
| КОНИЧЕСКАЯ ДВУХЗАХОДНАЯ СПИРАЛЬНАЯ АНТЕННА | 2023 |
|
RU2813818C1 |
| МЕЖСЛОЙНОЕ СОЕДИНЕНИЕ В ПЕЧАТНЫХ ПЛАТАХ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2009 |
|
RU2439866C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОЙ АНТЕННЫ (ВАРИАНТЫ) | 2011 |
|
RU2485642C1 |
| Преобразователь перемещения в код | 1979 |
|
SU966718A1 |
| Пленочная обмотка высоковольтного тран-СфОРМАТОРА и СпОСОб EE изгОТОВлЕНия | 1979 |
|
SU849316A1 |
| Способ изготовления пленочной обмотки | 1981 |
|
SU1005201A1 |
| СКАНИРУЮЩАЯ АНТЕННА БОРТОВОЙ РАДИОЛОКАЦИОННОЙ СТАНЦИИ ВЕРТОЛЕТА (ВАРИАНТЫ) | 2004 |
|
RU2263377C1 |
Изобретение относится к радиотехнике. Улу«1шается согласование и повьппаеТся надежность излучателя путем исключения гальванических соединений проводящих полосок по линиям вырезки заготовки из фольгированногоi гибкого диэлектрика. На плоском листе 1 фольгированного гибкого диэлектрика (ФГД) размечают развертку проводящих полосок (ПП) 2, 3 излучателя и удаляемого участка (УУ) 4 по двум спиральным линиям в промежутке 3 между ПП 2, 3. Развертку произ- водят с учетом будущего выреза УУ 4. .Производят травление листа 1 ФГД с разметкой и с защитным слоем на ПП 3. Промежутки 5,6 становятся непроводящими. Выреза ют развертку из . травленного ФГД по радиусу развертки и по размеченным спи;ральным линиям 7, 8 УУ 4. Прикладывают развертку на боковую поверхность конич. диэлектр. оправки. 3 ил. W ю Од СХ) 00
Ю
Составитель А,Самоцветов Редактор Л.Повхан Техред О.Гортвай Корректор М.Самборская
Заказ 3301/55 Тираж 597Подписное
ВНИИПИ Государственного комитета СССР
по делам.изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое ггредприятие, г.Ужгород, ул.Проектная, 4
| Устройство для изготовления многозаходных спиральных антенн | 1976 |
|
SU590838A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Франции № 1577323, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
