(54)ПЛЕНОЧНАЯ ОБМОТКА ВЫСОКОВОЛЬТНОГО ТРАНСФОРМАТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ Изобретение относится к электротех нике, в частности к обмоткам высоких напряжений, и может быть применено в составе трансформатора для питания малогабаритных высоковольтных устройств, таких как ускорительные и рентгеновские трубки, разрядники и т. д. Кроме того, обмотка может быть использована в конструкциях малогабаритных трансформаторов, дросселей, катушек индуктивности в схемах с низким уровнем напряжения. Известна обмотка, представляющая собой набор печатных плат с рисунком проводников спиральной формы, чередую щийся с набором тонких изоляционных пластин с внедренными в них соединительными проводниками для последовательного соединения проводников спиральной формы в обмотке, при этом начало предьщущего проводника спираль ной формы соединяется с концом последующего. Все проводники спиральной формы в индуктивности расположены соосно J. Однако такая индуктивность не может быть применена в качестве обмотки в высоковольтных трансформаторах,в связи с тем, что для обеспечения электрического соединения в платах сверлятся отверстия, и тем самым нарушается электропрочность конструкции. Кроме того, дополнительно вводимый проводник, соединяющий концы проводников спиральной формы, требует дополнительной изоляции, что приводит к увеличению габаритов устройства. Наиболее близкой к предлагаемомуизобретению по технической сущности является пленочная обмотка трансформа- . тора, состоящая набора изолированных друг от друга, расположенных на одной оси и последовательно соединенных между собой проводников спиральной формы, каждь из которых размещен на гибкой изоляционной подложке. Изоляция
проводников друг от друга осуществляется лаковым покрытием.
Способ изготовления такой обмотки заключается в формировании проводников спиральной формы(Архимедовы спирали) травлением проводящего слоя фольгироваНного гибкого диэлектрика, послдовательным соединением проводников сральной формы, покрытием проводников лаком, складывании ленты гибкого диэлектрика с размещением на обеих ее сторонах проводников спиральной формы таким образом, чтобы проводники спиральной формы были расположены на одной оси, и фиксации обмотки в сжатом состоянии 2, (Недостатком такого устройства является низкий уровень электропрочност лаковой изоляции между проводниками и наличие воздушных зазоров между слоями лаковой изоляции,что не позволяет использовать такую обмотку в высокобольтных трансформаторах без значительного увеличения ее габаритов
Цель изобретения - увеличение электрической прочности и уменьшение габаритов обмотки высоковольтного трансформатора.
Поставленная цель достигается тем, что в известной пленочной обмотке высоковольтного трансформатора, состоящей из набора изолированньгх друг от друга,расположенных на одной оси и последовательно соединенных между собой проводников спиральной формы, каждый из которых размещен на гибкой изоляционной подложке, и изоляция между проводниками спиральной формы образована слоями проклеенной полимерной пленки, например лавсановой, причем, эти же слои прокленной полимерной пленки, чередующиеся со слоями упомянутой подложки, образуют кольцевой слой, охватывающий наружные витки проводников спиральной формы.
В известном способе изготовления пленочной обмотки высоковольтного трансформатора, заключающемся в формировании проводников спиральной формы травлением слоя фольгированного. гибкого диэлектрика, последующем складывании ленты гибкого диэлектрика с размещенными на обеих ее сторонах последовательно соединенными мезеду собой проводниками спиральной формы, таким образом, чтобы проводники спиральной формы были расположены
на одной оси, и фиксации обмотки в сжатом состоянии, наружные витки проводников спиральной формы при травлении формируют с уширением и окружают технологическими полями из непротравленного металла фольгированного диэлектрика, расположенными от них на определенном расстоянии, величина которого определяется классом напряжения обмотки, ленту формируют и плат, состоящих из двух проводников спиральной формы, путем склеивания плат рисунком наружу, на ленту гибкого диэлектрика, с проводниками спиральной формы на обе ее стороны наклеивают слои полимерной пленки, после чего ленту опрессовывают, а после складывания обмотки опрессов|)1вают ее и обрезают технологические поля.
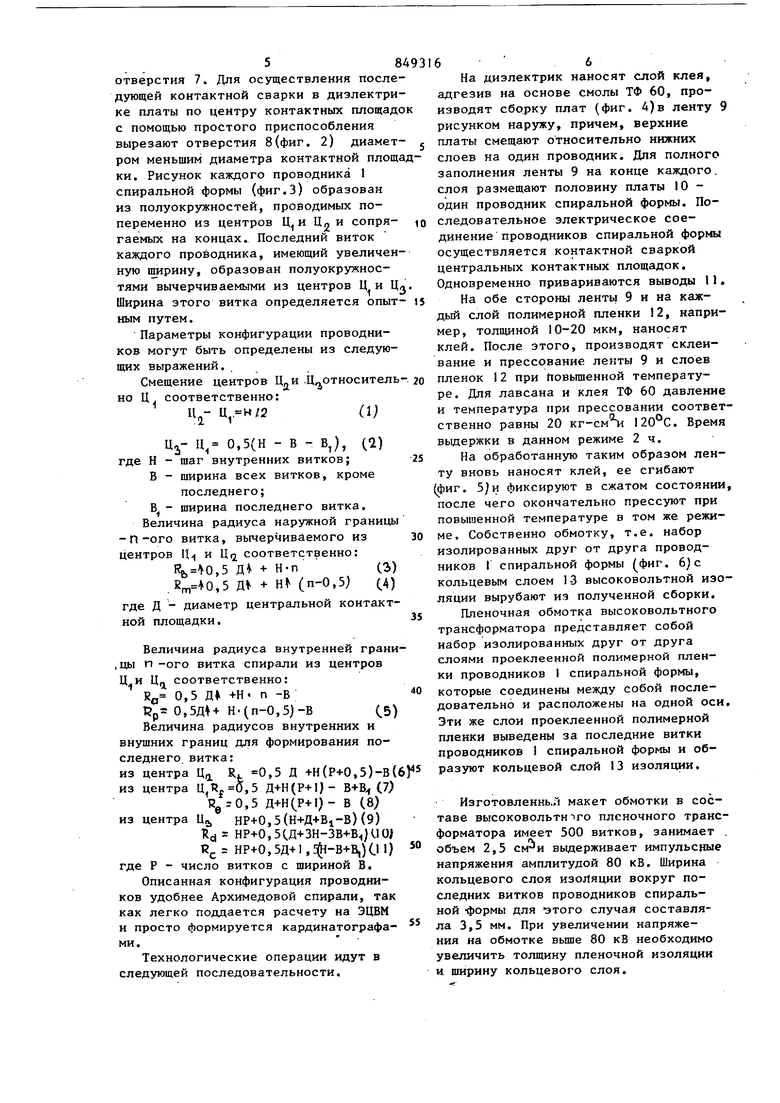
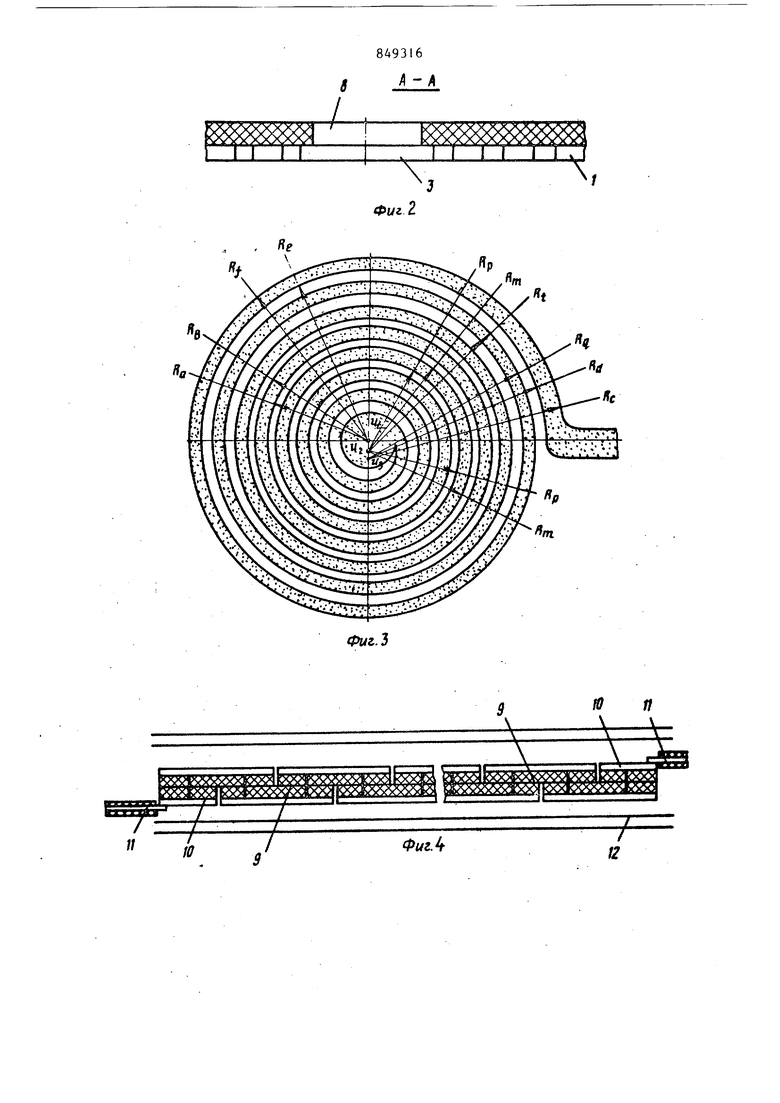
На 1ФИГ.1 изображена одна из плат обмотки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - конфигурация проводников спиральной формы; на фиг. 4 сборка плат в полосу; на фиг. 5 полоса обмотки в процессе сгибания; на фиг. 6 - обмотка высоковольтного пленочного трансформатора.
Обмотка высоковольтного пленочного трансформатора собираетсяиз однотип 1ых плат . 1,изготовляемых из фольгированного гибкого диэлектрика, например фольгированного лавсана, марки ФДЛ-1. Рисунок проводников каждой платы формируют в фольге травлением и он представляет собой два проводника 1 спиральной формы, внешние концы которых соединены перемычкой 2, а внутренние заканчиваются контактными площадками 3.
Технологическое поле 4 (непротравленная фольга и уширенный последний виток 5 проводников 1 спиральной формы служат для предохранения витков от смещения и разрывов при последующих операциях прессования обмотки. Величина зазора между последним витком 5 и технологическим полем 4 выбирается, исходя из величины рабочего напряжения на обмотке. С целью увеличения точности сборки и предохранения фольгированного диэлектрика от разрывов при операции гибки по оси платы в технологическом поле 4 вытравливают щель 6 шириной 0,2-0,5 м
После травления плату вырезают из фольгированного диэлектрика.. В каждой плате на осях, проходящих через ;центры спиралей, пробивают сборочные 5 отверстия 7. Для осуществления посл дующей контактной сварки в диэлектр ке платы по центру контактных площад с помощью простого приспособления вырезают отверстия 8(фиг, 2) диаме ром меньшим диаметра контактной площ ки. Рисунок каждого проводника I спиральной формы (фиг,3) образован из полуокружностей, проводимых попеременно из центров Ц и Цл и сопрягаемых на концах. Последний виток каждого проводника, имеющий увеличен ную щирину, образован полуокружностями вычерчиваемыми из центров Ц и Ц Ширина этого витка определяется опыт ным путем. Параметры конфигурации проводников могут быть определены из следующих выражений. Смещение центров Ц,и .Ц относитель но Ц соответственно: Ц,- Ц, Н/2 ц,,- Ц, 0,5(Н - В - В,), где Н - щаг внутренних витков; В - ширина всех витков, кроме последнего; В - ширина последнего витка. Величина радиуса наружной границы -П-ого витка, вычерчиваемого из центров Ц и Ц соответственно: ,5 Д + Н-п (3) .,5 Д + H (п-0,5} (4) где Д - диаметр центральной контактной площадки. Величина радиуса внутренней грани ,цы п -ого витка спирали из центров Ц и Ц соответственно: RO 0,5 Д +Н п -В RpS 0,5Д4+ Н-(п-0,5)-В (,5) Величина радиусов внутренних и внущних границ для формирования последнего витка: из центра Ц R. 0,5 Д +Н(Р-Ю,5)-В( из центра 0,5 Д+Н(Р+1) - В+В (7) RgrO,5 Д+н(р+1)- В (8) из центра Uj, НР+0,5(Н+Д4-В1-В) (9) RC, НР+0,5(.Д+ЗН-ЗВч-В)иО) Rj. НР+0, 5Д+1, а|4-В+В,) О 1) где Р - число витков с шириной В, Описанная конфигурация проводников удобнее Архимедовой спирали, так как легко поддается расчету на ЭЦВМ и просто формируется кардинатографами. Технологические операции идут в следующей последовательности. 6 На диэлектрик наносят слой клея, адгезив на основе смолы ТФ 60, производят сборку плат (фиг. А)в ленту 9 рисунком наружу, причем, верхние платы смещают относительно нижних слоев на один проводник. Для полного заполнения ленты 9 на конце каждого. слоя размещают половину платы IО один проводник спиральной формы. Последовательное электрическое соединение проводников спиральной формы осуществляется контактной сваркой центральных контактных площадок. Одновременно привариваются выводы I1. На обе стороны ленты 9 и на каждый слой полимерной пленки I2, например, толщиной 10-20 мкм, наносят клей. После этого, производят склеивание и прессование ленты 9 и слоев пленок 12 при йовьппенной температуре. Для лавсана и клея ТФ 60 давление и температура при прессовании соответственно равны 20 кг-см i 120°С, Время выдержки в данном режиме 2ч, На обработанную таким образом ленту вновь наносят клей, ее сгибают (фиг, 5)и фиксируют в сжатом состоянии, после чего окончательно прессуют при повышенной температуре в том же режиме. Собственно обмотку, т,е, набор изолированных друг от друга проводников I спиральной формы (фиг, 6) с кольцевым слоем 13 высоковольтной изоляции вырубают из полученной сборки. Пленочная обмотка высоковольтного трансформатора представляет собой набор изолированных друг от друга слоями проеклеенной полимерной пленки проводников 1 спиральной формы, которые соединены между собой последовательно и расположены на одной оси. Эти же слои проеклеенной полимерной пленки выведены за последние витки проводников 1 спиральной формы и образуют кольцевой слой 13 изоляции, Изготовленньл макет обмотки в составе высоковольтнтго пленочного трансорматора имеет 500 витков, занимает бъем 2,5 выдерживает импульсные апряжения амплитудой 80 кВ, Ширина ольцевого слоя изоляции вокруг поледних витков проводников спиральой -формы для ЭТОГО случая составляа 3,5 мм. При увеличении напряжеия на обмотке вьш1е 80 кВ необходимо величить толщину пленочной изоляции ширину кольцевого слоя. Преимуществом такой обмотки перед известной является более высокая электропрочность при малых габаритах и возможность более широкого использования ее в высоковольтной электрической аппаратуре. Формула изобретения 1, Пленочная обмотка высоковольтного трансформатора, состоящая из набора изолированных друг от друга расположенных на одной оси и последовательно соединенных между собой проводников спиральной формы, каждый из которых размещен на г ибкой изоляционной подложке, отличающаяс я тем, что, с целью увеличения электрической прочности и уменьшения габаритов, изоляция между проводниками спиральной формы образована слоя ми проклеенной полимерной пленки, например лавсановой, причем, эти же слои проеклеенной полимерной пленки, чередующиеся со слоями упомянутой под ложки, образуют кольцевой слой, охватывающий наружные витки проводников спиральной формы. 2. Способ изготовления пленочной обмотки высоковольтного трансформато ра по п, 1,заключающийся в формирова .нии слоя проводников спиральной формы травлением проводящего слоя фольгированного гибкого диэлектрика, последующим складывании ленты гибкого диэлектрика с размещенными на обеих ее сторонах последовательно соединенными между собой проводниками спиральной формы таким образом, чтобы проводники спиральной формы были расположены на одной оси, и фиксации обмотки в сжатом состоянии, отличающийся тем, что наружные витки проводников спиральной формы при травлении формируют с уширением и окружают технологическими полями из непротравленного металла фольгированного диэлектрика, расположенными на определенном расстоянии от них, величина которого определяется классом напряжения обмотки, а ленту формируют из плат, состоящих из двух проводников спиральной формы, путем склеивания плат рисунком наружу, на ленту гибкого диэлектрика с проводниками спиральной формы на обе ее стороны наклеивают слои полимерной пленки, после чего ленту опрессовывают, а после складывания обмотки опрессовывают ее и обрезают технологические поля. Источники информации, принятые во внимание при экспертизе 1,Патент Японии № }841, кл. 59 F 1, 197.. 2.Патент ФРГ № 1239773, кл. 2ld2 49/00, 1964.
ТТ ГТ-УТ
,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пленочной обмотки | 1981 |
|
SU1005201A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ПЕЧАТНОЙ ОБМОТКИ | 1994 |
|
RU2054783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| ТРАНСФОРМАТОР СТРОЧНОЙ РАЗВЕРТКИ | 1993 |
|
RU2054721C1 |
| ТРАНСФОРМАТОР | 1991 |
|
RU2012937C1 |
| КАТУШКА ЗАЖИГАНИЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2006086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2020 |
|
RU2746054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
| ПЕЧАТНАЯ ПЛАТА НА МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2481754C1 |
| ИМПУЛЬСНЫЙ НЕЙТРОННЫЙ ГЕНЕРАТОР | 1983 |
|
SU1158023A1 |

Ке
Фиг.З
