Изобретение относится к уплотни- тельной технике и может быть использовано для герметизации резьбовых соединений труб.
Цель изобретения - повышение герметичности соединения путем предотвращения вьщавливания из него вязкотеку- чей уплотнительной смазки..
Способ осуществляется следующим образом.
На резьбовую поверхность одного из соединяемых элементов наносят покрытие на основе жидкого стекла с последующей вьщержкой до высыхания. На резьбовую поверхность другого соединяемого элемента наносят вязкотекучую смазку, например смазку, на жировой основе. Затем осуществляют свинчивание соединяемых элементов, при этом витки нарезки одного из них внедряются в хрупкий слой стекла и разрушают его. Частицы стекла служат наполнителем для вязкотекучей смазки и по мере свинчивания соединяемых элементов спрессовываются витками резьбы в плотную массу, которая обеспечивает высокую герметичность соединения, и предотвращают вьздавливание из него вязко- текучей смазки.
Известный
Путем нанесения смазки на эпоксидной основе УС-1
Путем нанесения смазки Р-2
610
Предлагаемый
Путем нанесения покрытия на основе жидкого стекла и смазки Р-2
Заказ 3377/35
Произв.-полирр. пр-тие, г. Ужгород, ул. Проектная, 4
При .герметизации резьбового соединения предлагаемым способом на резьбовую поверхность нагретой до 60°С муфты волосяной щеткой наносят жидкое
стекло с плотностью 1,3, содержащее 20 вес.% алюминиевой пудры, и сушат на воздухе в течение 25 мин. Толщина покрытия 180 - 220 мкм. Затем на резьбовую поверхность трубы шпателем наносят смазку Р-2 на жировой
основе, после чего осуществляют свинчивание соединения.
Герметичность резьбового соединения определяется при максимальном
значении внутреннего избыточного давления, с вьщержкой под давлением 15-20 с по целостности обмазочного слоя в местах соединения муфты с трубой. Кроме того, при свинчивании
резьбовых поверхностей соединяемых элементов определяют крутящий момент по локазаниям амперметра. Величина крутящего момента является параметром, характеризующим условия свинчивания (наличие задиров и адгезионного схватьтания сопрягаемых поверхностей) .
В таблице приведены результаты испытаний (усредненные из 10 значеНИИ).
з
о
Повреждение витков резьбы; наличие трудноудаляемых остатков эпоксидного состава
Повреждения витков резьбы нет
Повреждения витков резьбы нет
Тираж 880
Подписное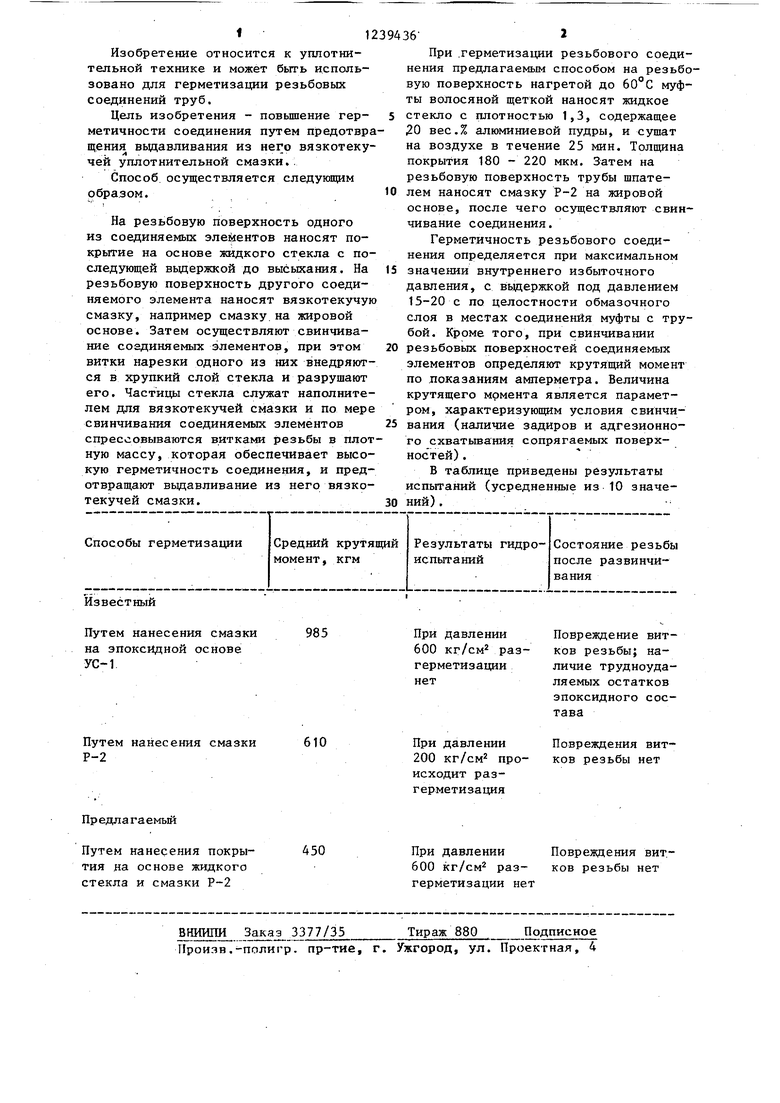
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2005 |
|
RU2294475C1 |
| Способ герметизации резьбовых соединений | 1988 |
|
SU1537938A1 |
| Резьбовое соединение с сухим смазочным покрытием | 2017 |
|
RU2671759C1 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| СМАЗКА ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2607520C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КОНИЧЕСКИХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 1999 |
|
RU2163654C1 |
| Способ визуального контроля свинчивания нефтепромысловых труб. | 2017 |
|
RU2668582C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2012 |
|
RU2498144C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2014 |
|
RU2543107C1 |
| Смазка для герметизации резьбовых соединений | 1987 |
|
SU1505963A1 |
| Билый С.Ф | |||
| Герметичность и прочность конических резьбовых соединений труб нефтяного сортамента | |||
| П.: Недра, 1981, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
