Изобретение относится к соединению конструктивных элементов и может быть использовано при изготовлении труб с коническими резьбовыми соединениями для перекачки коррозионных и эрозионных сред преимущественно в нефтедобывающей и нефтеперерабатывающей промышленности, при изготовлении бурильных, обсадных и насосно-компрессорных труб.
Известен способ герметизации резьбового соединения труб, заключающийся в нанесении герметика на резьбу с последующим свинчиванием соединяемых труб, при этом перед свинчиванием намагничивают резьбовые концы труб, а в качестве герметика используют магнитоактивный материал в виде порошка или пасты, который концентрируется в вершинах резьб, после свинчивания концы труб размагничивают [Авторское свидетельство SU №1622702, МПК 5 F 16 L 15/00, 1991 г.].
Известный способ является трудоемким, а магнитоактивный материал в качестве герметика, как правило, не обладает требуемой пластичностью и твердостью и не обеспечивает возможность многократного свинчивания-развинчивания с сохранением первоначальных показателей герметичности резьбового соединения.
Известен также способ повышения износостойкости резьбовых соединений, работающих в условиях агрессивной среды, например при бурении нефтегазовых скважин, заключающийся в смачивании поверхности резьбового соединения при вращении в жидкой технологической среде на основе воды и глицерина с включением солей меди, после указанной обработки поверхность резьбового соединения дополнительно сушат, покрывают лаком и слоем смазочной композиции из 1-99%-ного медьсодержащего порошка или пудры в пластичной смазке [патент RU №2214478, МПК 7 С 23 С 26/00, 2003 г.].
Известный способ трудо- и энергоемок, требует наличия большой площади производственного помещения для его реализации.
Известен также способ получения железоцинкового покрытия на резьбовых участках труб нефтяного сортамента, заключающийся в цинковании поверхности резьбового соединения труб методом диффузионного цинкования, которое проводят в контейнере, заполненном смесью цинкового порошка и кварцевого песка [патент RU №2244094, МПК Е 21 В 17/02, С 23 С 10/28, 2005 г.].
Метод диффузионного цинкования может быть использован только для обработки малогабаритных изделий. Получить цинковое покрытие с использованием известного способа возможно только на резьбовых соединения муфт, тогда как обработать резьбовую поверхность трубы большого диаметра невозможно. При соединении обработанной и необработанной поверхностей друг с другом, невозможно обеспечить одновременно и коррозионную стойкость и герметичность резьбового соединения в целом.
Известен также способ герметизации резьбовых соединений путем нанесения перед свинчиванием вязкотекучей смазки на одну сопрягаемую поверхность, а на вторую поверхность наносят покрытие на основе жидкого стекла, содержащее алюминиевую пудру в количестве 20 вес.% [Авторское свидетельство СССР №1239436, МПК F 16 J 15/00, 1986 г.].
К недостаткам известного способа можно отнести то, что при его реализации одна сопрягаемая поверхность обрабатывается составом на основе жидкого стекла, содержащая, а вторая - на жировой основе. При свинчивании соединяемых элементов винты нарезки одной резьбовой поверхности внедряются в винты второй поверхности, разрушая образовавшийся хрупкий слой стекла, образовавшиеся осколки препятствуют выдавливанию вязкотекучей смазки. Повторное свинчивание-развинчивание резьбового соединения требует очистки резьбовой поверхности и повторной его обработки, т.е. для обеспечения надежности при повторном свинчивании требуется дополнительная обработка резьбового соединения.
Наиболее близким к предлагаемому является способ герметизации конических соединений резьбовых соединений труб, заключающийся в том, что обработку ведут нанесением уплотнительного покрытия из мягкого металла, например цинка, свинца или олова, на резьбовую поверхность соединяемых частей перед их свинчиванием, свинчивание осуществляют посредством электрометаллизатора, при этом покрытие наносится во впадины резьбы сопрягаемых поверхностей в виде отдельных локальных образований, локальное распределение обеспечивают использованием кондукторов, равномерно распределяемых по длине впадин, свинчивание осуществляют с использованием смазки для обсадных труб [Авторское свидетельство СССР №901460, МПК Е 21 В 17/08, F 16 L 15/00, 1982 г.].
Использование известного способа позволяет произвести обработку резьбового соединения, обеспечивая герметичность за счет равномерного нанесения пластичного металла. Однако способ нанесения металла требует специального оборудования и значительных энерго- и трудозатрат.
Задачей изобретения является создание способа, обеспечивающего одновременно герметизацию и коррозионную стойкость конических резьбовых соединений труб с улучшенными показателями износостойкости при минимальных энерго- и трудозатратах.
Поставленная задача достигается тем, что предлагаемый способ обработки конических резьбовых соединений труб включает механическое нанесение на предварительно нарезанную резьбовую поверхность сочленяемых поверхностей трубы и/или муфты пасты на основе мягкого металла, при этом в качестве пасты используют высоконаполненную цинксодержащую композицию, которую наносят на предварительно нагретую до температуры 45-200°С резьбовую поверхность по всей ее площади и осуществляют накатку посредством проведения, по меньшей мере, одного цикла свинчивания-развинчивания трубы с муфтой.
Механическое нанесение пасты осуществляют кистью, валиком или краскопультом. Паста представляет собой высоконаполненную композицию с содержанием цинка не менее 90 мас.% в среде полимерного связующего. В качестве полимерного связующего может быть использовано этилсиликатное связующее или любое известное связующее, обеспечивающее высоконаполненной цинксодержащей композиции требуемую текучесть. Этилсиликатное связующее выпускается в промышленном масштабе по ТУ 6-10-1468-79 или ТУ 2311-019-12288779-99 и характеризуется следующим составом, мас.%: этилсиликат 11,5-12,7; поливинилбутираль 5,5-7,7, ортофосфорная кислота (73%) 0,15-0,45; спирт этиловый 72,1-76,5; вода - остальное. В качестве цинка может быть использован высокодисперсный порошок металлического цинка марки ПЦВД или порошок цинка марок ПЦР-1 (порошок цинковый, полученный распылением расплава цинка инертным газом) по ТУ 0165-15-98 или ПЦ - 6 по ГОСТ 12601. Порошки цинка указанных марок обладают высоким коэффициентом полидисперсности. Форма частиц разнообразна: есть шарообразные частицы, есть частицы чешуйчатой формы, есть частицы вытянутой, продолговатой формы.
Композиция высоконаполненной композиции порошка цинка в среде этилсиликатного связующего выпускается в промышленном масштабе и известна под товарными названиями "ЦВЭС" и "ЦВЭС МО" для использования в качестве антикоррозионных покрытий для металлических поверхностей.
Цинкнаполненную пасту наносят по всей площади нагретой поверхности резьбы в один слой. Температурный режим для новых труб может быть обеспечен непосредственно в процессе нарезки резьбы. Для труб и муфт, резьбовая поверхность которых была сформирована задолго до обработки, температурный режим может быть обеспечен путем подогрева обрабатываемых резьбовых участков любыми известными способами. Накатку нанесенной пасты ведут путем проведения, по меньшей мере, одного цикла свинчивания-развинчивания, например на муфтоотвертывающем станке.
Мягкие металлы, такие как цинк, медь, свинец, олово и их сплавы, давно известны в качестве материалов, используемых для целей обработки резьбовых соединений. В качестве герметизирующего средства для резьбовых соединений известны также композиции с использованием мягких металлов на силикатной, графитовой и полимерной основе. В известных нам источниках информации мы не обнаружили данных о высоконаполненных цинксодержащих композициях, которые могли бы быть нанесены механически на обрабатываемую поверхность и обеспечили при этом существенное улучшение герметизирующих свойств, сохраняли бы эти свойства в течение длительного времени в условиях многочисленных циклов свинчивания-развиничивания резьбовой пары при работе в агрессивной среде. Известно, что к трубам нефтяного сортамента предъявляются повышенные требования, связанные с тем, что на резьбовые соединения воздействует не только сама нефтесодержащая среда, но и давление, под которым она транспортируется, а также абразивное воздействие твердых взвешенных частиц, находящихся в качестве примесей. Известно также, что обработка разъемных резьбовых соединений пластичными смазками не обеспечивает, как правило, требуемую герметизацию соединения и равномерность нанесения по виткам резьбы. Это связано, в основном, с текучестью таких составов, что, в свою очередь, приводит к выдавливанию нанесенной пасты при свинчивании-завинчивании резьбовой пары и "сдергиванию" пасты с обрабатываемой поверхности без ее растягивания по поверхности. Особенно эти явления проявляются при обработке конических резьбовых соединений. Использование высоконаполненного цинксодержащего состава с полимерным связующим обеспечивает равномерное покрытие обрабатываемой поверхности за счет высокой адгезии и оптимальной текучести, температурный режим обеспечивает фиксацию нанесенного слоя пасты на резьбе без ее сползания с образованием наплывов, а проведение, по меньшей мере, одного цикла свинчивания-развинчивания обеспечивает затирку нанесенного слоя на резьбе в соответствии с рельефом сопрягаемой поверхности. Обработанная таким образом поверхность обеспечивает высокую износостойкость резьбового соединения труб нефтяного сортамента, их коррозионную стойкость и герметичность в течение длительного времени. Все вышеназванные показатели в совокупности обеспечивают высокую надежность резьбового соединения и ремонтопригодность в месте эксплуатации.
Заявляемый способ реализуют следующим образом.
В цинковый порошок марок ПЦР-1 или ПЦ-6 или ПЦВД вводят этилсиликатное связующее в количестве до 10 мас.%. Этилсиликатное связующее используют следующего состава, мас.%:
Этилсиликатное связующее выпускается в промышленном масштабе, например, по ТУ 6-10-1468-79. Получаемую композицию тщательно перемешивают до образования однородной пасты, известной под торговым названием ЦВЭС или ЦВЭС МО.
Полученную пасту наносят на обрабатываемую резьбовую поверхность шпателем, кисточкой, валиком или пневматическим распылением в один слой. Толщина слоя составляет 30-40 мкм. Обработку ведут непосредственно после нарезки резьбы на трубах НКТ-73 и/или муфтах категории "К" до момента их остывания или нагревают обрабатываемую поверхность холодных труб или муфт до температуры 45-200°С. Нанесенный слой сушат в естественных условиях в течение 1,5-3 мин. Накатку нанесенного слоя осуществляют путем свинчивания-развинчивания на муфтоотвертывающем станке. Динамику износа резьбовой части труб и муфт определяли после каждых 5-ти циклов свинчиваний-развинчиваний. Общее количество свинчиваний-развинчиваний в одной серии опытов составляло 30 раз. Наличие и износ резьбовой части определяли путем завинчивания калибров в муфту и на резьбовую часть труб НКТ-73. Об износе судили по натягу, определяемому по ГОСТ 633-80 (изменение размера глубины завинчивания калибров на трубу НКТ-73 и в муфту).
Изобретение иллюстрируется примерами конкретного выполнения.
Пример 1 (по изобретению)
Ниппельные части труб НКТ-73 непосредственно после нарезки на нее резьбы обработаны цинксодержащим составом, содержащим 91 мас.% порошка цинка марки ПЦВД и этилсиликатное связующее по ТУ 6-10-1468-79 - остальное. Пасту получают смешением компонентов до образования однородной пасты. Полученная паста известна в промышленности как антикоррозионный состав под торговым названием ЦВЭС МО. Температура резьбовой поверхности к началу обработки составляла 200°С. Пасту нанесли посредством кисти в один слой. Сушку пасты осуществляли в течение 1,5 мин. Накатку герметизирующего слоя провели путем однократного свинчивания и развинчивания муфты категории "К" посредством муфтоотвертывающего станка модели 9959-263 №23 производства УралНИТИ с усилием 1500 Н·м. Для проведения исследований на износ проводили серию свинчиваний-развинчиваний - 30 раз. С целью определения динамики износа, замеры показателей износа проводили после каждых 5-ти свинчиваний-развинчиваний. Наличие и размер износа определяли путем завинчивания калибров в муфту и на резьбовую часть труб НКТ. Результаты испытаний на износ приведены в табл.1.
Усил.откр кг
натяга, %
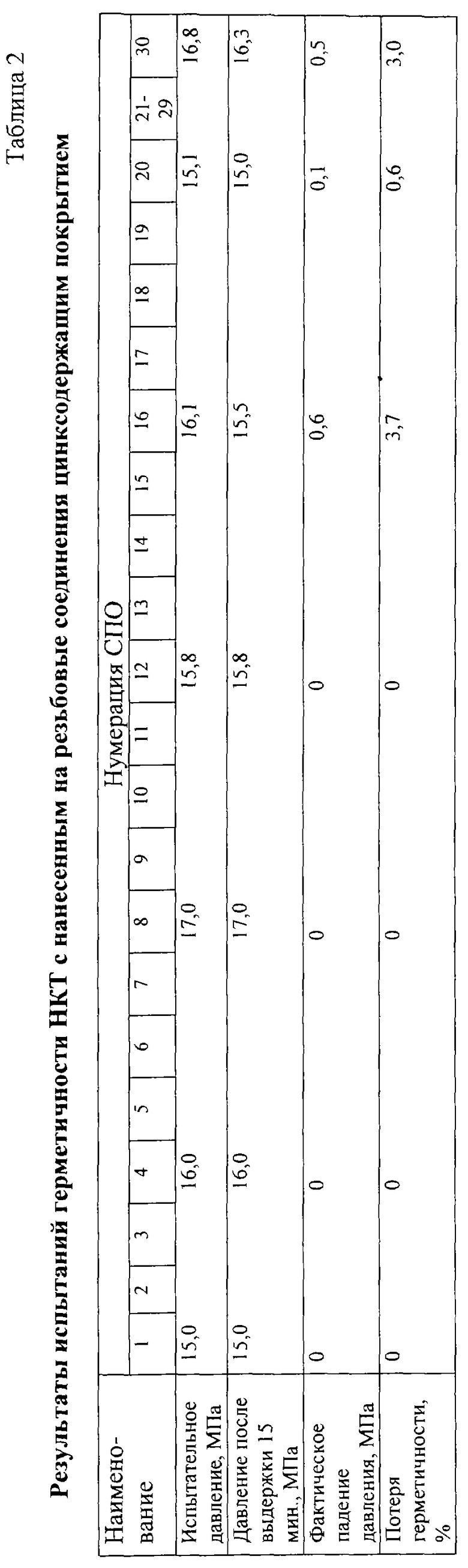
Скважинные испытания по определению работоспособности и герметичности резьбовых соединений проведены в условиях ПРЦ ГНО НГДУ "Бавлынефть". Длина колонны НКТ 1250 м, тело трубы типоразмера 73×5,5. В верхней части колонны устанавливались 11 испытуемых труб с муфтами, резьбовые части которых обработаны заявляемым способом. Опрессовка 11 верхних НКТ проводилась технической водой с плотностью 1,0 г/см3 при давлении 15,0-17,0 МПа (150-170 атм) через каждые 4 спускоподъемные операции (СПО). Крутящий момент при свинчивании труб составлял 1400 Н·м. Резьбовые соединения 10 верхних труб после 12 СПО показали 100%-ную герметичность. Изменение герметичности испытуемых труб проявилось после 30 СПО, герметичность соединения ухудшилась на 3%.
Пример 2 (по изобретению)
Обработку резьбового соединения и испытания проводили по примеру 1. Пасту наносили на резьбу трубы при температуре обрабатываемой поверхности 45°С, в качестве порошка цинка использован порошок марки ПЦР-1, время сушки - 3 мин. Испытания на износ резьбовых соединений и их герметичность в процессе эксплуатации проводились по примеру 1. Полученные результаты аналогичны результатам, полученным по примеру 1.
Пример 3 (по изобретению)
Обработку резьбового соединения и испытания проводили по примеру 2. Пасту наносили на резьбу трубы и резьбу муфты. Испытания на износ резьбовых соединений и их герметичность в процессе эксплуатации проводились по примеру 1. Полученные результаты аналогичны результатам, полученным по примеру 1.
Пример 4 (по изобретению)
Обработку резьбового соединения и испытания проводили по примеру 2. Пасту наносили на резьбу муфты при температуре обрабатываемой поверхности 45°С, в качестве порошка цинка использован порошок марки ПЦВД, время сушки - 3 мин. Испытания на износ резьбовых соединений и их герметичность в процессе эксплуатации проводились по примеру 1. Полученные результаты аналогичны результатам, полученным по примеру 1.
Применение высоконаполненной цинксодержащей пасты для заявляемой обработки резьбовых поверхностей труб и/или муфт по примерам 1-4 привело к повышению нагрева пары труба-муфта в процессе свинчивания и развинчивания. Это свидетельствует об увеличении площади контакта трущихся поверхностей и, следовательно, об увеличении герметичности резьбы. Кроме того, визуально определено некоторое изменение профиля впадин и гребней резьбы, которые имеют некоторую закругленность, что обусловлено заполнением неплотностей резьбы в процессе его пластической деформации. Изменение натяга резьбовой части муфты составило 0,3%, трубы - 0,2%.
Эффективность обработки конических резьбовых соединений оценивалась также путем повышения крутящего момента против рекомендуемого по РД на 36%. В обычных условиях превышение усилия приводит либо к срыву резьбы, либо к ее деформации на участке 13-15 витка (самые нагруженные витки в конусной резьбе) или к дополнительному износу резьбы. Исследование резьбы, обработанной заявляемым способом, в условиях повышенного крутящего момента не привело к вышеназванным негативным последствиям.
Результаты испытаний герметичности резьбовых соединений по примерам 1-4 приведены в таблице 2.
Обработка конической резьбовой поверхности при температуре ниже 45°С не приводит к заявляемому результату, т.к. проявляется "скользящий" эффект и паста сдергивается с резьбовой поверхности при свинчивании-развинчивании без ее растягивания.
Обработка при температуре выше 200°С опасна, т.к. может привести к воспламенению.
Пример 5 (контрольный)
Обработку резьбовых соединений и испытания проводили по примеру 2. В качестве пасты использовали стандартную графитовую смазку Р-402 по ТУ 301-04-020-92, которую наносили на холодную поверхность резьбы. Результаты испытаний на износ приведены в таблице 3.
Объекта
Применение стандартной технологии закручивания муфт с использованием графитовой смазки при крутящем моменте 1500 Н·м после 25 свинчиваний-развинчиваний приводит к изменению натяга у труб НКТ-73 до 2,1 мм и муфт до 1,2 мм, т.е. изменение резьбовой части у труб и муфт составляет соответственно 3,5% и 2,0%. Натурные скважинные испытания работоспособности и герметичности соединений с использованием стандартной графитовой смазки показывают необходимость диагностики и ремонта труб НКТ-73 после 6-8 СПО.
Пример 6 (контрольный)
Обработку резьбовых соединений и испытания проводили по примеру 2. В качестве пасты использовали смазку "Вымпел" с содержанием цинкового порошка 30%, которую наносили на холодную поверхность резьбы. Результаты испытаний на износ приведены в таблице 4.
объекта
Как видно из приведенных данных, использование заявляемого способа позволяет обеспечить износостойкость конических резьбовых соединений, т.к. после 30 свинчиваний-развинчиваний изменение натяга составило 0,2-0,3%, а увеличение усилия свинчивания на 36% (против обычно применяемого крутящего момента) не приводит к срыву или деформации резьбы или другим нежелательным последствиям. Сопоставительный анализ износостойкости резьбового соединения, обработанного заявляемым способом с износостойкостью резьбового соединения, обработанного стандартной смазкой, позволяет сделать вывод о повышении износостойкости резьбового соединения, обработанного заявляемым способом в 10-15 раз.
Использование заявляемого способа позволяет увеличить в 2-2,5 раза срок работоспособности труб в скважине за счет высокой герметичности резьбового соединения. Надежность заявляемой обработки обеспечивает также необходимую гидравлическую плотность пары труба-муфта. Кроме того, резьбовое соединение, обработанное заявляемым способом, обладает устойчивостью к воздействию агрессивных сред, не подвергается коррозии и не вымывается под действием нефтепродуктов. Антикоррозионные свойства соединению обеспечиваются известными свойствами высоконаполненных цинксодержащих композиций за счет известных протекторных механизмов защиты.
Таким образом, конические резьбовые соединения нефтяного сортамента, обработанные заявляемым способом, обеспечивают надежность соединения труб при работе в условиях агрессивных сред за счет одновременного повышения герметичности, износостойкости и способствуют сохранению этих показателей при повышенных усилиях и давлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2006 |
|
RU2324857C1 |
| Способ повышения герметичности резьбовых соединений обсадных и насосно-компрессорных (лифтовых) колонн | 2017 |
|
RU2667919C1 |
| Резьбовое соединение "ниппель-муфта с термодиффузионным цинковым покрытием" | 2017 |
|
RU2676340C1 |
| СОЕДИНЕНИЕ КОРРОЗИОННОСТОЙКИХ ОБСАДНЫХ ИЛИ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2384789C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2270744C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092291C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КОНИЧЕСКИХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 1999 |
|
RU2163654C1 |
| АНТИКОРРОЗИОННОЕ ПОКРЫТИЕ И СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2148603C1 |
| МОДИФИЦИРОВАННЫЙ ПОРОШОК ЦИНКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2008 |
|
RU2383413C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ОБРАЗУЮЩАЯ СМАЗОЧНОЕ ПОКРЫТИЕ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В НЕМ | 2013 |
|
RU2604526C2 |
Изобретение относится к соединению конструктивных элементов. Способ обработки конических резьбовых соединений труб включает механическое нанесение пасты на основе мягкого металла на предварительно нарезанную резьбовую поверхность сочленяемых поверхностей трубы и/или муфты. В качестве пасты используют высоконаполненную цинксодержащую композицию. Пасту наносят на предварительно нагретую до температуры 45-200°С резьбовую поверхность по всей ее площади с последующей накаткой пасты на сочленяемые поверхности посредством проведения, по меньшей мере, одного цикла свинчивания-развинчивания трубы с муфтой. Изобретение повышает надежность резьбовых соединений. 3 з.п. ф-лы, 4 табл.
| Способ герметизации конических резьбовых соединений труб | 1980 |
|
SU901460A1 |
| Способ герметизации резьбовых соединений | 1984 |
|
SU1239436A1 |
| СПОСОБ ОБРАБОТКИ РЕЗЬБОВЫХ УЧАСТКОВ ТЕРМООЦИНКОВАННЫХ ТРУБ | 1994 |
|
RU2049150C1 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ТРУБ НЕФТЯНОГО СОРТАМЕНТА И СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗОЦИНКОВОГО ПОКРЫТИЯ НА РЕЗЬБОВЫХ УЧАСТКАХ | 2003 |
|
RU2244094C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2214478C2 |
| Способ герметизации резьбового соединения | 1988 |
|
SU1622702A1 |

