Изобретение относится к уплотни- тельной технике и может быть использовано в двухступенчатых угшотнитель ных узлах с гидрозатвором между ступенями, например в уплотнительном узле глубинного скважинного прибора, предназначенного для измерения параметров на забое газовой скважины.
Цель изобретения - повьшение надености уплотнения путем повышения его герметичности и долговечности.
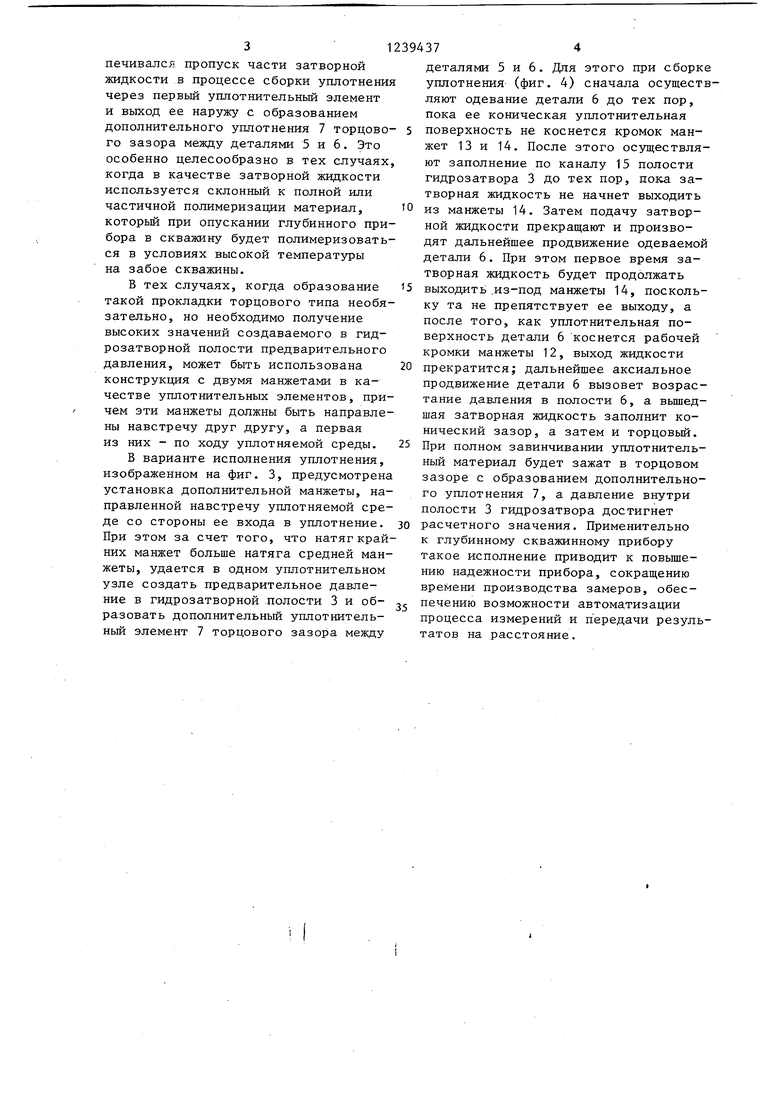
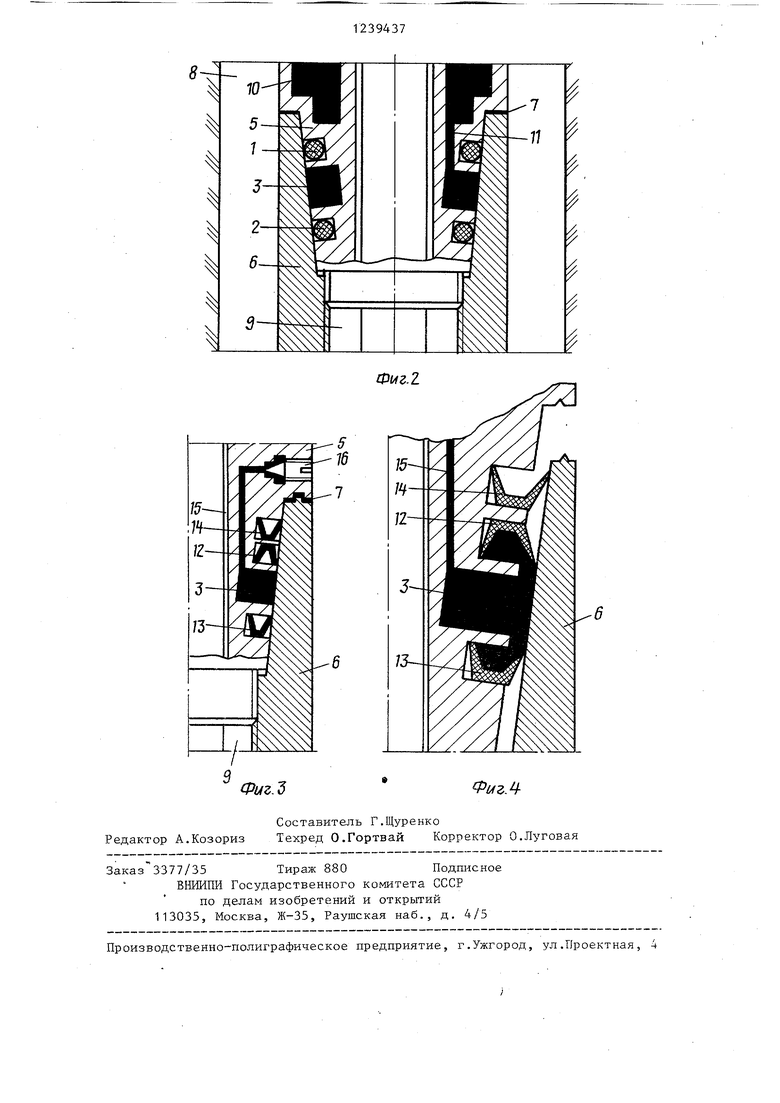
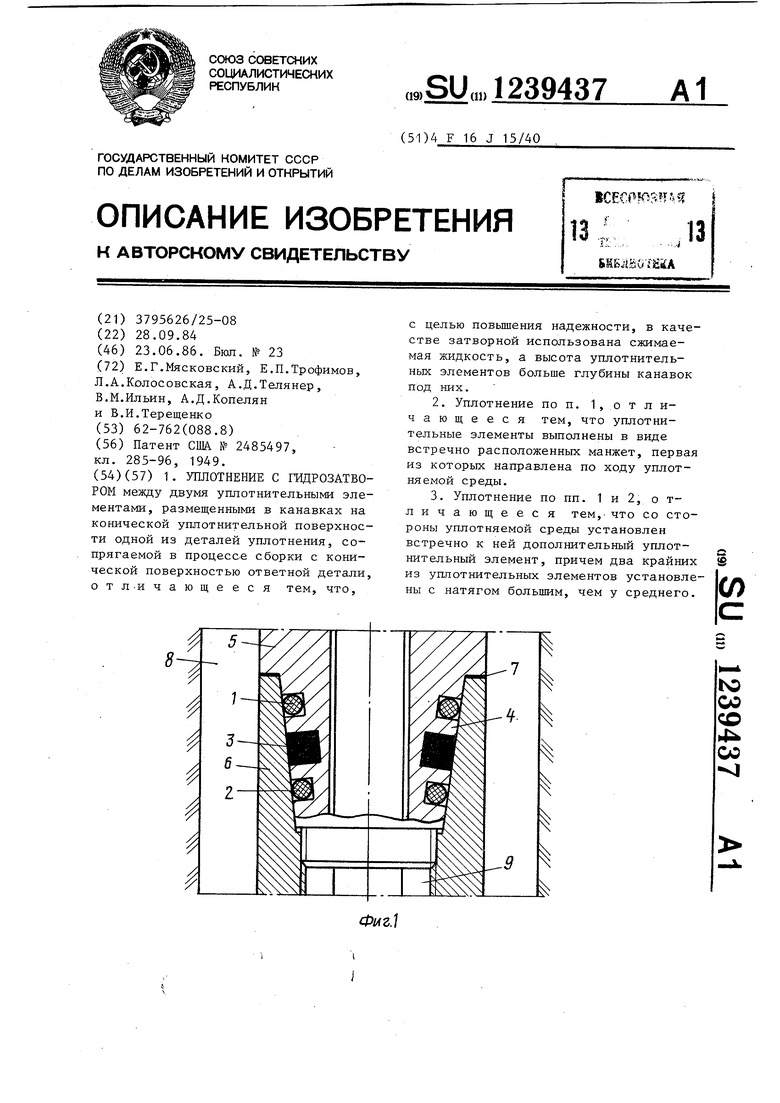
, На фиг. 1 изображено уплотнение в собранном состоянии; на фиг. 2 - то же, с дополнительной емкостью для затворения среды; на фиг. 3 - то же, с дополнительной манжетой и с дополнительным уплотнением торцового зазора, образующимся после сборки узла; на фиг. 4 - схема сборки уплотнения, изображенного на фиг. 3.
Уплотнение (фиг. 1) состоит из двух уплотнительных элементов 1 и 2, между которыми расположена полость 3 гидрозатвора. Уплотняющая поверхность 4 выполнена конической. Сопрягаемые детали уплотнения, в частности корпус 5 и трубная деталь 6, соединены в данном случае при помощи резьбового соединения. При этом возникающий между ними торцовый зазор уплотняется дополнительно возникающим в процессе сборки или специально устанавливаемым уплотнением 7. Применительно к случаю использования предлагаемого уплотнения в скважин- ном приборе уплотнение 7 дополнительно защищает зазор между уплотняемыми поверхностями 4 от проникновения газа из скважинного пространства 8 во внутреннюю полость 9 прибора, в которой находится измерительное оборудование (не показано).
В уплотнении (фиг. 2) предусмотрено наличие емкости 10 для затворной среды, соединенной при помощи канала 11 с полостью 3 гидрозатвора. В уплотнении (фиг. 3) предусмотрены уплотнительные элементы в виде манжет 12 и 13, направленных навстречу друг к другу, и дополнительный уплот нительньш элемент (манжета 14), направленный навстречу давлению внешней уплотняемой среды. Две крайние из. этих трех манжет имеют натяг больший, чем натяг средней манжеты (фиг. 4). Полость 3 гидрозатвора соединена каналом 15 с источником затворной среды (не показан) через за
5
0
5
0
5
0
5
0
5
порньш орган, выполненньш, например, в виде винта 16.
Предлагаемое уплотнение работает в принципе так же, как и обычное гидрозатворное уплотнение.
Уплотняемая среда, стремясь протечь по зазору, встречает на своем пути оба уплотнительных элемента 1 и 2 и расположенную между ними гидрозатворную жидкость в полости 3. Однако вследствие того, что в предлагаемом уплотнении в качестве затворной используется сжимаемая жидкость, а высота уплотнительных элементов больше глубины канавок под них, в процессе сборки уплотнительные элементы касаются уплотняемой поверхности, с которой они взаимодействуют, еще до того, как происходит соприкосновение конических поверхностей деталей 5 и 6, благодаря чему в момент их касания образуется замкнутая заполненная затворной средой полость. При дальнейшем перемещении деталей 5 и 6 эта полость вместе с коническим зазором уменьшается в объеме, и за счет сжатия затворной жидкости в гидрозатворной полости 3 к моменту касания конических поверхностей деталей 5 и 6 в этой полости имеется предварительное давление затворной жидкости. Таким образом, без применения каких- либо нагнетательных устройств удается получить давление в гидрозатворной полости-3, которое повышает сопротивление проникновению уплотняемой среды через уплотнительньш зазор. В связи с этим герметичность уплотнения повьш ается, а при тех же значениях уплотняемого давления увеличивается надежность уплотнительного узла в целом, в том числе за счет того, что первьш уплотнительньш элемент по ходу уплотняемой среды оказывается в значительной степени разгруженным по давлению.
В изображенном на фиг. 2 варианте исполнения уплотнения за счет наличия дополнительной емкости 10 затворной среды достигается возможность более широкого диапазона варьирования зна чениями создаваемого в гидрозатворной полости 3 давления затворной жидкости, а также поглощения части проникшего через первый уплотни- тельный элемент 1 газа. В этих двух вариантах исполнения высота уплотнительных элементов расчетным путем может быть выбрана такой, чтобы обес
печивался пропуск части затворной жидкости в процессе сборки уплотнения через первый уплотнительный элемент и выход ее наружу с образованием дополнительного уплотнения 7 торцового зазора между деталями 5 и 6. Это особенно целесообразно в тех случаях когда в качестве затворной жидкости используется склонный к полной или частичной полимеризации материал, которьш при опускании глубинного прибора в скважину будет полимеризовать- ся в условиях высокой температуры на забое скважины.
В тех случаях, когда образование такой прокладки торцового типа необязательно, но необходимо получение высоких значений создаваемого в гидрозатворной полости предварительного давления, может быть использована конструкция с двумя манжетами в качестве уплотнительных элементов, причем эти манжеты должны быть направлены навстречу друг другу, а первая из них - по ходу уплотняемой среды.
В варианте исполнения уплотнения, изображенном на фиг. 3, предусмотрена установка дополнительной манжеты, направленной навстречу уплотняемой среде со стороны ее входа в уплотнение, При этом за счет того, что натяг крайних манжет больше натяга средней манжеты, удается в одном уплотнительном узле создать предварительное давление в гидрозатворной полости 3 и образовать дополнительный уплотнитель- ньш элемент 7 торцового зазора между
0
5
о
0
5
деталями 5 и 6. Для этого при сборке уплотнения (фиг. 4) сначала осуществляют одевание детали 6 до тех пор, Пока ее коническая уплотнительная поверхность не коснется кромок манжет 13 и 14. После этого осуществляют заполнение по каналу 15 полости гидрозатвора 3 до тех пор, noica затворная жидкость не начнет выходить из манжеты 14. Затем подачу затворной жидкости прекращают и производят дальнейшее продвижение одеваемой детали 6. При этом первое время затворная жидкость будет продолжать выходить .из-под манжеты 14, поскольку та не препятствует ее выходу, а после того, как уплотнительная поверхность детали 6 коснется рабочей кромки манжеты 12, выход жидкости прекратится; дальнейшее аксиальное продвижение детали 6 вызовет возрастание давления в полости 6, а вьшед- шая затворная жидкость заполнит конический зазор, а затем и торцовьн. При полном завинчивании уплотнительный материал будет зажат в торцовом зазоре с образованием дополнительного уплотнения 7, а давление внутри полости 3 гидрозатвора достигнет расчетного значения. Применительно к глубинному скважинному прибору такое исполнение приводит к повьщ1е- нию надежности прибора, сокращению времени производства замеров, обеспечению возможности автоматизации процесса измерений и передачи результатов на расстояние.
Фиг.д
Фиг.г
ФмгЛ
Составитель Г.Щуренко Редактор А.Козориз Техред О.Гортвай Корректор 0.Луговая
Заказ 3377/35 Тираж 880Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул .Проектная, 4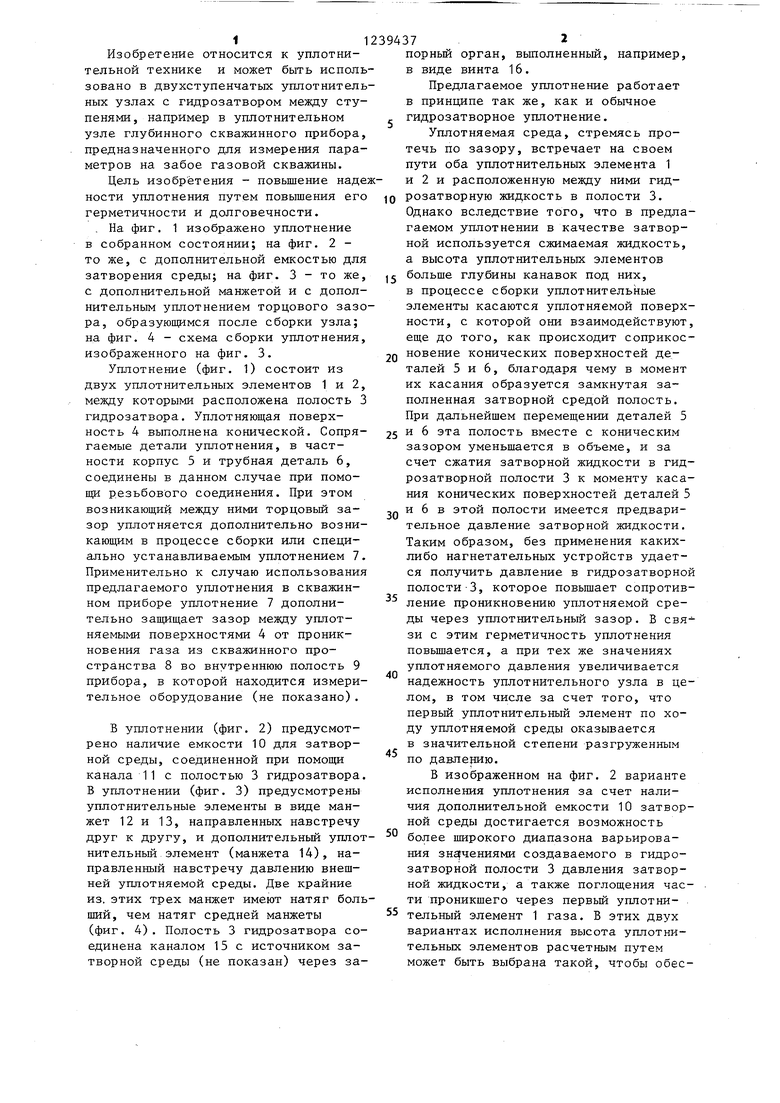
| название | год | авторы | номер документа |
|---|---|---|---|
| Уплотнение с гидрозатвором | 1984 |
|
SU1209975A1 |
| Уплотнение с гидрозатвором | 1984 |
|
SU1381295A2 |
| Бесконтактное гидростатическое уплотнение вращающегося вала | 2017 |
|
RU2670130C1 |
| Гидростатическое торцовое уплотнение | 1980 |
|
SU909389A1 |
| Многоступенчатое уплотнение с гидрозатвором | 1979 |
|
SU886558A1 |
| Уплотнение манжетного типа | 1979 |
|
SU832190A1 |
| Плунжер штангового насоса | 2020 |
|
RU2735124C1 |
| Сальниковое уплотнение вращающегося вала | 1984 |
|
SU1180612A1 |
| УПЛОТНЕНИЕ ВРАЩАЮЩЕГОСЯ ВАЛА | 2000 |
|
RU2170864C1 |
| УПЛОТНЕНИЕ ВАЛА РЕАКТОРА СЕРНОКИСЛОТНОГО АЛКИЛИРОВАНИЯ | 1992 |
|
RU2099617C1 |
| ИММУНОДИАГНОСТИЧЕСКИЙ ТЕСТОВЫЙ ЭЛЕМЕНТ, ИМЕЮЩИЙ ОСЛАБЛЕННЫЙ СЛОЙ ФОЛЬГИ | 2009 |
|
RU2485497C2 |
| ПЕРЕДВИЖНАЯ ДИАГРАММА ДЛЯ СРАВНЕНИЯ ЦЕННОСТИ РАЗЛИЧНЫХ ПРОДУКТОВ ПО ИХ КАЛОРИЙНОСТИ | 1919 |
|
SU285A1 |
