Настоящим предлагается способ, при котором изделия, напр., проволока, трубы . различных сечений изготовляются путем постепенного наращивания электролитического осадка только с одного конца, вдоль оси изготовляемого предмета.
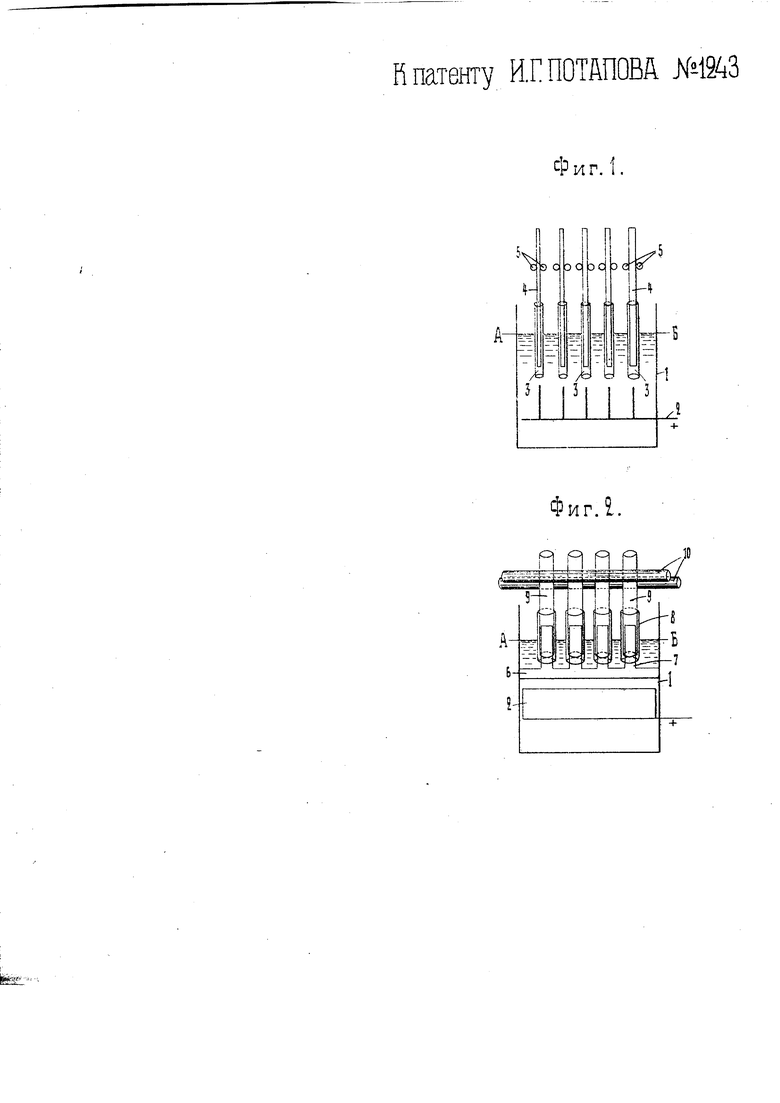
На фиг. 1 изображено схематически j устройство для изготовления проволоки и на фиг. 2 - устройство для изгото- i вления труб.
В сосуд I до уровня АБ наливается электролитическая жидкость и на неко- ; торой высоте от дна располагается анодная пластинка 2. Для изготовления про- волоки в электролитическую жидкость опускается ряд открытых стеклянных трубок 3, внутренний диаметр которых подбирается согласно требуемому диаметру изготовляемой проволоки. В каналы стеклянных трубок вводятся соответсгвующей толщины катоды 4, поддерживаемые роликами 5, вращение которых согласуется со степенью нарастания металла.|
В приборе для изготовления труб, i помимо наружных стеклянных трубо- чек 8, имеется стеклянная поддержка 6 с припаянными стеклянными трубочками 7, входящими в трубки 8 своими концами
и так расчитанными, чтобы просветы между наружным диаметром трубочек 7 и внутренним диаметром трубочек 8 соответствовали толщине стенок изготовляемых труб. В просвет между трубочка.ми вводятся трубчатые катоды 9, поддерживаемые валиками iO, вращен{1ем которых катоды постепенно поднимаются из электролита по мере нарастания металла на торцевой поверхности катода.
При пропускании тока через электролит, металл осаждается на торцезо поверхности катодов и по мере осаждения вытягивается из электролита роликами или валиками, боковые же поверхности катодов защищаются от осадка металла непроводящими стеклянными трубками.
ПРЕДМЕТ П А т Е Н т ..
1. Электролитический способ изготовления проволоки и труб различной формы сечения, отличающийся тем, что изготовление предметов производится путем наращивания электролитического осадка на торцевую их часть, при чем боковые поверхности изделий защищаются покрышкой из непроводящего материала от покрытия их осадком.
2. Устройство для осуществления охарактеризованного в п. 1 способа, отличающееся применением, с целью изоли- i рования наружной боковой поверхности изделия, вертикально расположенных против горизонтального анода и выходящих над уровнем электролита стеклян- ; трубок 3, 8 (фиг. 1 и 2), внутри которых помещается изготовляющийся предмет 4, 9 и роликов J, 10 (фиг. 1 и 2), зажимающих изделие сверху и
приводимых в движение oco6f)iM механизмом с целью постепенного удаления изделий из ванны по мере нарастания осадка.
3. Видоизменение устройства, охарактеризованного в п. 2, в случае изготовления труб, отличаюп1ееся применением коаксиально расположенных стеклянных трубок 7 (фиг. 2), предохраняющих от покрытия электролитическим осадком внутренней поверхности трубок 9.
R патенту И.Г ПОТАПОВА Ж243
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический аккумулятор | 1927 |
|
SU6895A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1993 |
|
RU2101394C1 |
| Электролитическая ванна | 1935 |
|
SU49701A1 |
| Электролизер с биполярными электродами | 1934 |
|
SU42302A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1993 |
|
RU2062823C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЯ ШАРООБРАЗНОЙ ФОРМЫ | 1995 |
|
RU2074267C1 |
| Многовольтовый электрический аккумулятор | 1926 |
|
SU6381A1 |
| СОСТАВ СТЕКЛА ДЛЯ ГЕРМЕТИЗАЦИИ | 1969 |
|
SU245687A1 |
| Устройство для многократного телефонирования | 1919 |
|
SU787A1 |
| Подвижной анод для внутреннего гальванического покрытия труб | 1935 |
|
SU49702A1 |
Фиг.1.

