2. Установка для изготовления декоративного заполнителя, содержащая устройство для окраски зерен неорга- ническогоматериала и барабанную сушилку, отличающаяся тем, что, с целью упрощения технологического процесса, .снижения себестоимости, расширения . ассортимента и улучшения качества готового продукта устройство для окраски зерен выполнено в виде смесителя спирально-вихреИзобретение относится к промьшглен- ности строительных материалов, а именно к производству минеральных декоративных зерен, предназначенных для офактурирования наружных и внут- ренних поверхностей зданий разлнч- ного назначения.
Целью изобретения является упрощение технологического процесса, снижение себестоимости, расширение ассортимента и улучшение качества готового продукта.
На чертеже изображена установка для изготовления декоративного заполнителя.
Установка содержит бункер 1 исходных заполнителей, шаровую мельницу 2 для приготовления окрашивающей композиции, расходную емкость 3 окрашивающей композиции. Техническим сред- ством покрытия поверхности зерен заполнителей тонким цветным слоем служит смеситель 4 спирально-вихревого типа. Внизу в смесителе установлен промежуточный бункер 5 и ленточ- ный питатель 6. Вытяжной вентилятор 7 установлен у входного конца сушильного барабана 8, а вдоль оси барабана 9 термоотверждения расположены ИК-излучатели 10. У выходного конца барабана термоотверждения расположен бункер 11 готовой продукции. Диаметры и длины сушильного барабана и барабана термоотверждения находятся в соотношении соответственно 1:2-1: :2,5 и 1:2,5 - 1:3.
При меньших значениях этих соотношений происходит срыв непрерывности технологического процесса из-за
вого типа, а барабанная сушилка - в в1-у.е двух последовательно расположенных барабанов с соотношением диаметров 1:2 - 1:2,5 и соотношением длин 1:2,5 - 1:3, при этом первый барабан снабжен вентилятором с воз- духо-захватывающей горловиной, а второй барабан снабжен расположенными внутри него вдоль оси инфракрасными излучателями.
малой производительности сушильного барабана 8, а при больших - наблюдается неэкономичность технологического процесса вследствие неполной загрузки барабана 9 термоотверждения
Способ осуществляют следующим образом.
Сначала отдельно готовят окрашивающую композицию, состоящую из 25- 30 мас.% термически активированного (при 600-650 С в течение 3 ч) доломитового порошка с удельной поверхностью 250-300 , 5-10 мас.% не- органичб1ского пигмента, 5 мас.% талка и 50-60 мас.% натриевого или калиевого жидкого стекла с соотношением SiOj ,5-3 и плотностью 1,3 г/см, Все компоненты краски перемешиваются в шаровой мельнице 2 в течение 30 мин.
Затем порция сухих и чистых заполнителей из бункера 1 засыпается в смеситель 4 типа ССВ (смеситель спирально-вихревой), обеспечивающий их интенсивное перемешивание.
Одновременно в смеситель заливается силикатная краска. Расход краски в основном зависит от крупности окрашиваемых зерен и приводится в табл. 1.
В процессе перемешивания благодаря трению зерна за 15-20 с покрываются тонким равномерным слоем краски., П1)и минимальном ее расходе. Окрашенные зерна поступают в промежу- точньй бункер 5, откуда с помощью ленточного питателя 6 подаются во вращашп(ийся барабан 8, скорость вращения которого составляет 3031
50 об/мин при диаметре 0,4-0,8 м и длине 3-4 м. В этом барабане зерна приобретают довольно интенсивное движение, которое предотвращает слипание отдельных зерен в комки. Кроме того, барабан снабжен вентилятором 7, создающим поток горячего воздуха внутри барабана. Причем воздух забирается из второго барабана термической обработки и может быть опять возвращен в этот барабан. За 2-3 мин зерна проходят сушильный, барабан и поступают в медленно вращающийся барабан 9 термоотверждения, скорость вращения которого 3-4 об/мин, диаметр 0,8-1,6 м, длина 6-8 м. Такое вращение способствует только перемешиванию материала и равномерному нагреву всего его объема, а также транспортированию зерен вдоль оси барабана, что не вызывает заметных повреждений цветного слоя от трения. Смонтированные внутри барабана ИК-излучатели 10 нагревают массу заполнителей до 150-180°С. Время пребывания зерен в зоне нагрева регулируется изменением угла наклона барабана и составляет примерно 30 мин. Из барабана термообработки зерна поступают в бункер 11 готовой продукции.
Величины основных технологических параметров и свойства выходного продукта приводятся в табл. 2.
Предлагаемый способ позволяет упростить технологический процесс за счет применения нового метода окраски зерен, при котором для окраски
85
75
, g 5 20 5
0
5
23
используется только одно техническое средство. Метод отличается простотой, надежностью и экономичностью. Благодаря тонкому слою окраски на поверхности зерен значительно облегчается процесс их сушки и уменьшается загрязнение технологического оборудования краской. Также значительно упрощается процесс приготовления окрашивающей композиции. Соответствующая компоновка технологического оборудования позволяет исключить ряд операций транспортировки, так как изготавливаемое вещество в основном движется самотеком. Повьшается качество получаемых декоративных заполнителей, поскольку образующаяся тонкая равно- мерная декоративная пленка обладает- рядом преимуществ (например, повьщген- ной атмосферостойкостью, прочностью сцепления) перед толстой и неравномерной пленкой. Новый метод отверждения позволяет избежать слипания зерен в комки и повреждений цветной пленки от трения. Снижается себестоимость изготовляемых заполнителей за счет применения дешевой окрашивающей композиции и снижения ее расхода. Дпя окраски применяются дешевые исходные заполнители (например, отходы дробления доломитовой породы). Уменьшены энергетические затраты за счет значительного сокращения времени окраски и использования для первичной сушки горячего воздуха, посту- пакнцего из барабана термообработки. Расширяется ассортимент изготовляе- , мого материала.
Таблица 1
55
45
40
35


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ окрашивания зернистого материала | 2019 |
|
RU2712052C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАПСУЛИРОВАННОЙ КАМЕННОЙ КРОШКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2550640C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТДЕЛОЧНОГО МАТЕРИАЛА ДЛЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2236391C2 |
| ФОСФАТНАЯ КРАСКА | 1996 |
|
RU2119514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2005 |
|
RU2283818C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2009 |
|
RU2443660C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО НАПОЛНИТЕЛЯ | 1999 |
|
RU2144009C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТЫ | 1991 |
|
RU2022945C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2145948C1 |
1. Способ изготовления декоративного заполнителя путем нанесения на поверхности зерен неорганического материала силикатной краски и последующего ее отверждения, отличающийся тем, что, с целью упрощения технологического процесса, снижения себестоимости, расширения ассортимента и улучшения качества готового продукта, окраску зерен осуществляют интенсивным перемешиванием их с силикатной краской в течение 15-20 с, а отверждение проводят в две стадии, сначала во вращающемся со скоростью 30-50 об/мин барабане в потоке воздуха с температурой 80-90 С в течение 2-3 мин, затем при 150-180 С во вращающемся со скоростью 3-4 об/мин барабане в течение 30 мин. С (Л 4: tN3 оо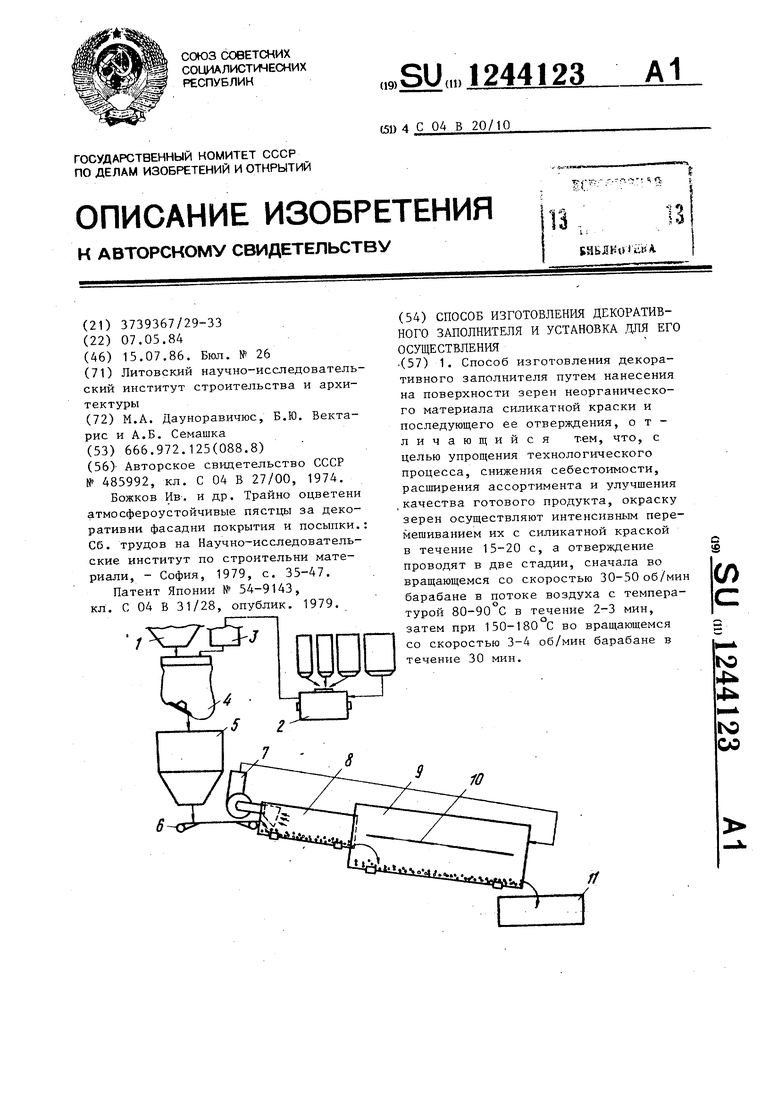
| Способ изготовления декоративного заполнителя | 1974 |
|
SU485992A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Божков Ив | |||
| и др | |||
| Трайно оцветени атмосфероустойчивые пястцы за деко- ративни фасадни покрытия и посыпки.: Сб | |||
| трудов на Научно-исследовательские институт по строительни мате- риали, - София, 1979, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
