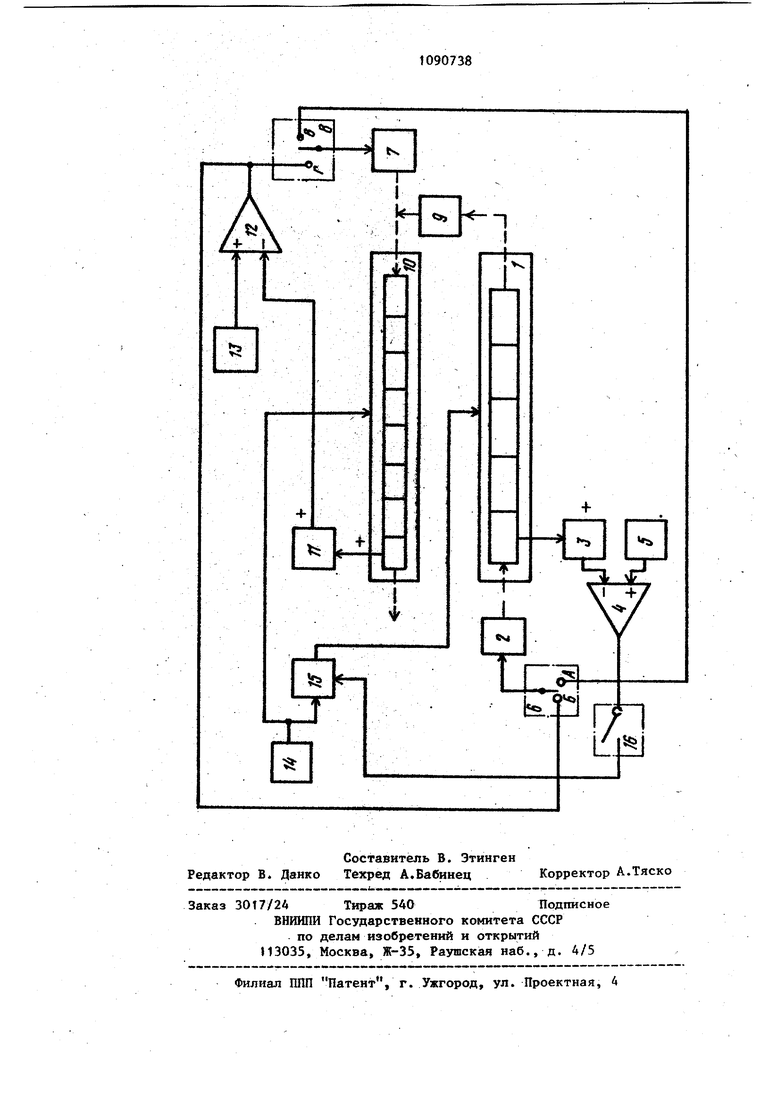
Изобретение относится к машиностроению и металлургии и может быть использовано при термической обработке ферромагнитных материалов при нагреве перед пластической деформацией. Наиболее близким к изобретению является устройство содержащее две параллельно расположенные индуктирующие катушки., подключенный к ним источник питания, первое устройство перемещения заготовок, соединенное с первой индуктирующей катушкой, второе устройство перемещения заготовок, соединенное с второй индуктирующей катушкой, первый и второй датчики температуры, соединенные соответственно с первой и второй ин дуктирующими катушками ij. Указанное устройство в связи с однонаправленным движением заготово по параллельно расположенным индукторам требует как минимум двух чело век обслуживающего персонала, один из которых загружает заготовки, дру гой следит за их транспортировкой к следующему звену технологической цепочки, при смене номенклатуры нагреваемых заготовок не позволяет разделить партии внутри одной техно логической цепочки без использования ложных заготовок, что влечет снижение производительности печи за счет увеличения времени переходных процессов, а Факже увеличивает энергетические потери, кроме того, указанное устройство не позволяет изменять темп вьщачи для новой партии по крайней мере до тех пор, пок не выгружена старая, что также затя гивает переходные режимы, причем пока первая заготовка новой партии не достигнет зоны действия датчика температуры соответствующей индукти рующей катушки, темп должен быть ус тановлен программно, что усложняет эксплуатацию установки, так как тре бует громоздких технологических инс рукций, подготовленного персонала и дополнительных технических средств Целью изобретения является повышение производительности работы индукционной печи, сокращение числа обслуживающего персонала и упрощени технологии нагрева в условиях мелко серийного производства. Поставленная цель достигается тем, что в устройство для автомати38зации индукционного нагрева, содержащем две параллельно расположенные индуктирующие катушки, подсоединенный к ним источник питания, первую систему перемещения заготовок, соединенную с первой индуктирующей катущкой, вторую систему перемещения заготовок, соединенную с второй индуктирующей катушкой, первый и второй датчики температуры, соединенные соответственно с первой и второй индуктирующими катушками, введены два компаратора, два задатчика, три переключателя, коммутатор, а вторая индуктирующая катушка расположена ниже первой, выход которой соединен с входом второй посредством наклонного желоба, а выход первого датчика температуры соединен с инвертирующим входом первого компаратора, неинвертирующий вход которого соединен с выходом первого задатчика, а выход соединен через первый и второй переключатели с управляющими входами первой и второй систем перемещения заготовок, а выход второго датчика температуры соединен с инвертирующим входом второго компаратора, неинвертирукяций вход которого соединен с выходом второго задатчика, а выход соединен через первый и второй переключатели с управляющими входами первой и второй систем перемещения заготовок, источник питания соединен с первой индуктирующей катушкой через коммутатор, управляющий вход которого соединен с выходом первого компаратора через третий переключатель. Существенным является то, что паралл)гльное расположение индуктирующих катушек, при котором выход первой катушки расположен в одной вертикальной плоскости с входом второй, т.е. заготовки по первой катушке перемещаются в прямом направлении, а по второй - в обратном, позволяет осуществлять загрузку и выгрузку нагреваемых заготовок в одной точке, а значит обслуживать печь одному человеку вместо двух. При этом заготовки остаются в обеих индуктнрую1дих катушках в рамках одной технологической цепочки, внутри которой они легко разделяются на партии благодаря автономной работе соответствующих устройств перемещения заготовок, причем это осуществляется в аптоматизированном режиме, обеспечиваемом наличием двух датчиков температуры, каждый из которых определяет темп перемещения заготовок соответствующей ему партии в функции теплового состояния контролируемых заготовок, при этом нет необходимости в ложных заготовках, так как новая партия загружается в печь только после достижения последней заготовкой старой партии второй индуктирующей катушки Ба чертеже изображена блок-схема предлагаемого устройства. Устройство содержит индуктирующую катушку 1, с которой соединено первое устройство 2 перемещения заготовок и вход первого aтчикa 3 тем пературы, выход которого соединен с инвертирующим входом первого компаратора 4, с неинвертирующим входом которого соединен первый задатчик 5 при этом выход компаратора 4 соединен через первый переключатель 6 с управляющим входом первого устройства 2 перемещения заготовок (положение А переключателя 6) и с управляющим входом второго устройства 7 перемещения заготов.ок через второй переключатель 8 (положение В переключа теля 8), кроме того, выход катушки соединен с наклонным желобом 9, посредством которого заготовки из катуш ки 1 поступают на вход второй индуктирующей катушки 10, с которой соеди нено второе устройство 7 перемещения заготовок и выход второго датчика 11 температуры, выход, которого соединен с инвертирующим входом второго компаратора 12, с неинвертирующим входом которого соединен второй задатчик 13, а выход компаратора 12 соединен через первый переключатель 6 (положение Б) с управляющим входом устройства 2, а через второй переклю чатель 8 (положение Г) - с управляющим входом устройства 7. Катушки 1 и 10 соединены с источником 14 питания, причем катушка 1 соединена с источником 14 через силовой коммутатор 15, управляющий вход которого соединен через третий переключатель 16 с выходом компаратора 4. Устройство работает следующим образом. В начальный момент времени катуш ки 1 и 10 пустые, заготовки первой партии поступают на вход катушки 1, при этом датчик 3 температуры (в качестве датчиков 3 и 11 могут быть использованы цветовые пирометры Спектропира) измеряет температуру заготовки, находящейся на входе катушки 1 . При достижении этой заготовкой температуры, определяющей окончание первого шага нагрева, выходной сигнал 3 превысит выходной сигнал задатчика 5 (задатчики 5 и 13 могут быть реализованы на серийных стабилизированных источниках питания типа БП-5), подобранный заранее соответствующим образом, в результате чего на выходе компаратора 4 (компараторы 4 и 12 могут быть реализованы на операционных усилителях типа К 140 УД 8) сменится полярность выходного сигнала, поступающего через переключатель 6 (положение А) на управляющий вход первого устройства 2 перемещения заготовок, а через второй переключатель 8 (положение В) - на управляющий вход второго устройства 7 перемещения заготовок. Изменение полярности выходного сигнала компаратора 4 является командой на перемещение заготовок для первого и второго устройств 2 и 7 перемещения. После проталкивания в, катушку 1 очередной холодной заготовки выходной сигнал датчика 3 становится меньше выходного сигнала задатчика 5, полярности., выходного сигнала 4 в результате этого изменяется в обратном направлении, что является командой на остановку первого и второго устройств 2 и 7 перемещения. Таким образом, загружаются заготовками катушки 1 и 10,причем с выхода катушки 1 заготовки перемещаются под действием собственной силы тяжести по желобу 9 на вход катушки 10. При этом темп передвижения выбирает автоматически для данной партии в функции необходимого стационарного температурного распределения по длине всей печи за счет нормирования времени нагрева вновь загружаемой заготовки на первом шаге, т.е. при достижении первой заготлвкой данной партии выходной позиции второй катушки 10 можно считать переходный процесс законченным. При этом оператор ставит переключатель в положение Б и Г, и темп вьщачи чаготовок из печи уже определяется температурой выходной заготовки в катушке 10, контролируемой датчиком 11, быходной сигнал которого при достижении выходной заготовкой заданной температуры начинает превышать вькодной сигнал задатчика 13, в результате чего полярность выходного сигнала второго компаратора 12 изменяется, что является для первого устройства 2 перемещения и для второго переключателя 8, с управляющими входами которых теперь соединен выход второго компаратора 12, командой на перемещение заготовок в катушках 1 и 10. При смене партии нагреваемых заготовок, заготовки новой партии поступают на вход катушки ,1 лишь после того, как ее покинет последняя заготовка старой партии. Эту технологичес кую паузу обеспечивает оператор,который в данный момент времени ставит первый переключатель 6 в положение 1 при котором темп передвижения по катушке 1 длч заготовок новой партии определяется моментом достижения каждой вновь загружаемой заготовкой температуры, характеризукнцей момент окончания первого шага нагрева. Датчик 3 фиксирует эту температуру, передавая команду череэ компаратор 4 и первый переключатель 6 (положение А на управляющий вход 2, заготовки же старой партии продолжают перемещаться по катушке 10 с тем же темпом, {определяемым заданной температурой нагрева. Эту температуру фиксирует датчик 11 и передает соответствукяцую команду через второй компаратор. 12 и второй переключатель 8 (положение Г) на управляющий вход 7. При достижении первой заготовкой новой партии выходной позиции в катушке 1 оператор, в. случае, если вторая катушка 10 уже свободна от заготовок старой партии, ставит второй переключатель 8 в положение 1 и дальн(ейший процесс протекает аналогично процессу первой загрузки печи. Если катушка 10 не освободилась от заготовок старой партии, оператор ставит первый переключатель 10 8 6 в нейтральное положение, останавливая передвижение заготовок на катушке 1, и замыкает переключатель 16, до зтого момента находящийся в разомкнутом состоянии. Сигнал с выхода компаратора 4 подается на управляющий вход силового коммутатора 15, размыкая его при превышении выходным сигналом датчика 3 выходного сигнала задатчика 5 (температура заготовки превысила заданную температуру окончания первого шага нагрева) и замыкая, если выходной сигнл датчика 3 меньше выходного сигнала задатчика 5. Тем самым заготовки новой партии, находящиеся в катушке 1, переводятся в режим термостатирования, который продолжается до тех пор, пока катушка 10 не освободится от заготовок старой партии. После зтого оператор размыкает переключатель 16 и ставит первый и второй переключатели 6 и 8 в положение А. Процесс загрузки продолжается по указанной схеме. Таким образом, заготовки новой партии никогда не будут в одной индуктирующей катушке с заготовками старой партии, что исключает применение ложных заготовок и позволяет создать для вновь загружаемой партии заготовок срАзу стационарные условия нагрева, выбрав для них необходимый темп продвижения, ограничивая тем самым время переходного процесса лишь временем прохождения первой заготовки новой партии через катушку 10. Экономическая эффективность от внедрения изобретения может быть получена путем сокращения численности обслуживающего персонала на одного человека из расчета на одну установку (эффект - 2000 руб. в год), а также повышения производительности труда путем сокращения времени переходных режимов.


| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционный нагреватель заготовок | 1984 |
|
SU1245604A1 |
| Индукционная методическая нагревательная установка | 1981 |
|
SU1164913A1 |
| Индукционная установка непрерывного действия для нагрева ферромагнитных заготовок | 1983 |
|
SU1270909A1 |
| Индукционная установка | 1979 |
|
SU847529A1 |
| Линия горячей деформации | 1988 |
|
SU1588478A1 |
| Устройство для автоматического регулирования температуры нагрева заготовок в производственном комплексе индукционная печь-пресс | 1987 |
|
SU1453625A1 |
| Способ индукционного нагрева ферромагнитных заготовок в методической многопозиционной установке | 1980 |
|
SU1021026A1 |
| Автоматизированная линия горячей штамповки | 1986 |
|
SU1488093A1 |
| Устройство индукционного нагрева ферромагнитного материала | 1982 |
|
SU1082846A1 |
| Устройство для управления режимом нагрева многозонной печи | 1983 |
|
SU1137452A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЗАЦИИ ИНДУКЦИОННОГО НАГРЕВА, содержащее двб параллельно расположенные индуктирующие катушки, подсоединенный к ним источник питания, первую систему перемещения заготовок, соединенную с первой индуктируняцей катушкой, вторую систему перемещения заготовок, соединенную с второй индуктирующей катушкой, первый и второй датчики темпйратуры, соединенные соответственно с первой и второй индуктирующи1 ш катушками, отличающееся тем, что, с целью повышения производительности работы индукционной печи, сокращения числа обслуживающего персонала и упрощения техно логии нагрева в условиях мелкосерийного производства, оно содержит два компаратора, два задатчика, три переключателя, коммутатор, вторая индуктирующая катушка расположена ниже первой, выход которой соединен с входом второй посредством наклонного желоба, а выход первого датчика температуры соединён с инвертирующим входом первого компаратора, неинвертирующий вход которого соединен с выходом первого задатчика, а выход соединен через первый и второй переключатели с управляющими входами первой и второй систем перемещения i заготовок, а вь1ход второго датчика температуры соединен с инвертируюпщм входом второго компаратора, неинвертируюпщй вход которого соединен с выходом второго задатчика, а выход соединен через первый и второй переключатели с управляющими входами первой и второй систем перемещения заготовок, источник питания соединен с первой индуктирующей катушкой СО через коммутатор, управляющий вход о которого соединен с вьтходом первого компаратора через третий переключатель. ас
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сидоренко В.Д | |||
| Применение индукционного нагрева в машиностроении | |||
| Д., Машиностроение, 1980, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
