4ii СД
00
9)
N9
:л
Изобретение относится к индукционному нагреву металла перед обработкой давлением и может быть исполь зовано в устройствах автоматического регулирования температуры нагрева изделий и в технологическом комплексе индзп ционная печь пресс, обеспечивающем нагрев заготовок до заданной температуры с требуемой точностью по всему объему за технологическое время прессования.
Цель изобретения - повьшение производительности комплекса индук1щон- ная печь - пресс,
На фиг„ 1 изображена блок-схема устройства; на фиг, 2 - выходные характеристики блока логарифмическог усилителя; на фиг, 3 - схема блока триггера,.
Нагреваемые заготовки размещаются многосекционном индукторе 1 печи. Датчики 2 -и 3 температуры соответственно для измере1-шя температуры поверхности и центра торца нагревае- мой заготовки располагаются на выход индуктора в Число датчиков температуры равно заранее заданному числу интервалов управления например, два - включить, выключить„ Задание конечной температуры и точности нагрева осуществляется с помощью блока 4 задания, в качестве, задатчиков которого использованы потенциометры,
Выходы датчиков 2 и 3 температуры поверхности и центра подключены к первым входам соответствлтощих нелинейных элементов 5 и 6 с параболическими статическими : характеристиками а вторые входы нелинейных элементов 5 и 6 соединены с соответствующими вы.ходами блока 4 задания. Выходы нелинейных элементов 5 и 6 последовательно через сумматор 7 соединены с входом первого релейного элемента 8, выход которого соединен с первыми входами силового регулятора 9 мопщости и блока триггера 10,
Второй вход блока триггера 10 сое динен с выводом датчика 11 выгрузки заготовки из индуктора, например, ко- нечным выключателе /, установленным на выходе индуктора 1.,
Прямой выход блока триггера 10 соединен с первым.входом логического
элемента И 12, второй вход которого соединен с выходом датчика 13 прессования, шшример, электроконтактным манометром, установленным на гидрав-.,
Q
5
0
5 о
с 0 5
5
лическом цилиндре перемещения траверсы пресса. Свободное перемещение траверсы пресса осуществляется при давлении м.асла в гидравлическом ци- . линдре, не превышающем значения Р (о,. - 0,3) Рц, а при давлении масла Р(0,6 - 0,7)- Pj, обеспечи- вается начало процесса прессования, где PJ, - номинальное давление в гид-. равлическом цилиндре. Поэтому при достижении давления масла в гидравлическом цилиндре P5tO,6 -Р на выходе датчика прессования формируется логическая единица, что соответствует моменту возникновения истечения металла через матрицу, а если меньше Р 0,6- Р,, - логический нуль, т.е, прессование заготовки отсутствует,
Вьгеод логического элемента И 12 и инверсный вьпсод блока триггера 10 соединены соответственно с вторым и первьм входами логического элемента ИЛИ 14, выход которого соединен с управляющим входом релейного элемента 8,
Второй вход блока 15 деления соединен с выходом задатчика 16 длины прессуемой заготовки, например потенциометром, .
Выход задатчика 17, например, потенциометра, соединен с первьми входами первого 18 и второго 19 аналоговых сумматоров. Второй вход первого аналогового сумматора 18 соединен q выходом датчика.20 скорости прессования, например, тахогенератора, установленного на прессе (фиг, З),
Выход первого аналогового сумматора 18 соединен- с вторым входом второго аналогового сумматора 19, выход которого соединен -с первым входом блока 15 деления.
Выход блока 15 деления соединен с первым входом блока 21 логарифмического усилителя, второй вход которого соединен с выходом задатчика 22 номенклатуры нагреваемых заготовок, например потенциометром. Выход блока 21 логарифмического усилителя соединен с первым входом регулятора 9 мощности.
Третьи входа логического элемента ИЛИ 14 и блока 21 логарифмического усилителя соединены с переключателем 23 режимов работы. Второй вход регулятора 9 мощности соединен с датчиком 2 температуры поверхности через
3 1453f 25
второй релейный элемент 24 ограниче- изделия. При этом время нагрева,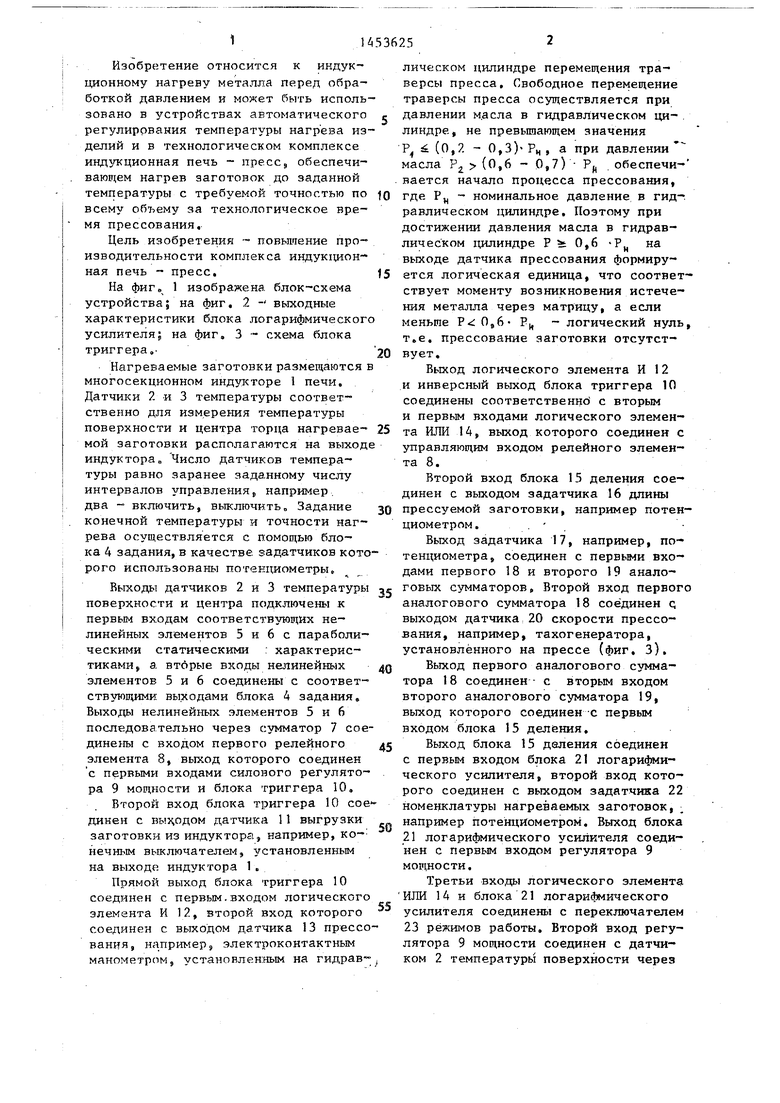


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования температуры индукционной нагревательной установки | 1988 |
|
SU1594709A2 |
| Индукционная нагревательная установка непрерывного действия | 1987 |
|
SU1457176A1 |
| Индукционная методическая нагрева-ТЕльНАя уСТАНОВКА | 1979 |
|
SU813825A1 |
| Методическая индукционная нагревательная установка | 1981 |
|
SU1001511A1 |
| Индукционная методическая нагревательная установка | 1982 |
|
SU1029426A2 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2076466C1 |
| Система контроля процесса упрессовки фанеры | 1987 |
|
SU1516353A2 |
| Устройство для автоматического регулирования температуры заготовки при непрерывно-последовательном индукционном нагреве | 1981 |
|
SU1023672A1 |
| Индукционная нагревательная методическая установка | 1980 |
|
SU944164A2 |
| Устройство для автоматического регулирования температуры индукционной нагревательной установки | 1977 |
|
SU759036A1 |
Изобретение относится к электротехнике. Цель - повышение производительности комплекса. Устройство содержит датчики температуры по тол- щине заготовки, связанные через нелинейные элементы с параболическими характеристиками с регулятором мощности индуктора печи. В устройство введены задатчик и дётчик скорости прессования, задатчик длины и номенклатуры заготовок, датчики прессования и выгрузки заготовки из индуктора, логические элементы. Устройство позволяет управлять длительностью интервалов нагрева и прессования, выравниванием температуры, согласует режимы нагрева и прессования для заготовок различной длины, производительность повышается в результате автоматизации с процесса нагрева заготовки в комплексе печь - пресс и уменьшения вспо-. /Л могательных операций при изменении напряжения на зажимах секций:индуктора. 1 з.п. ф-лы, 3 ил.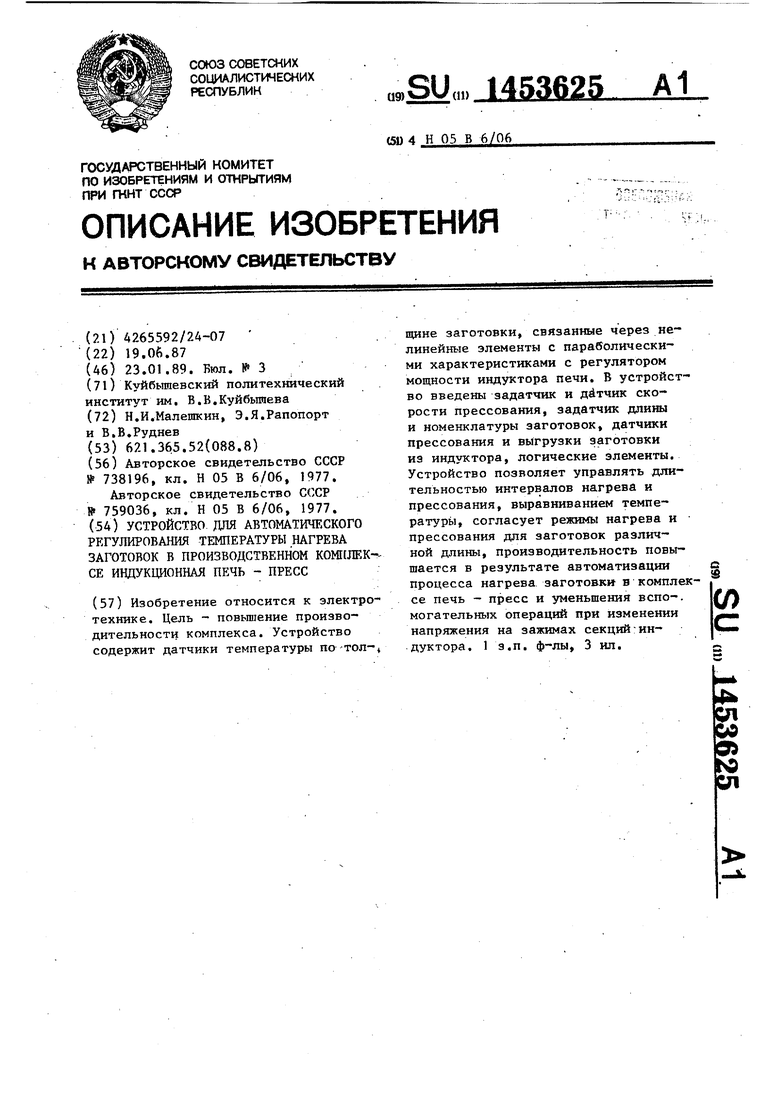
ния максималь ной температуры.
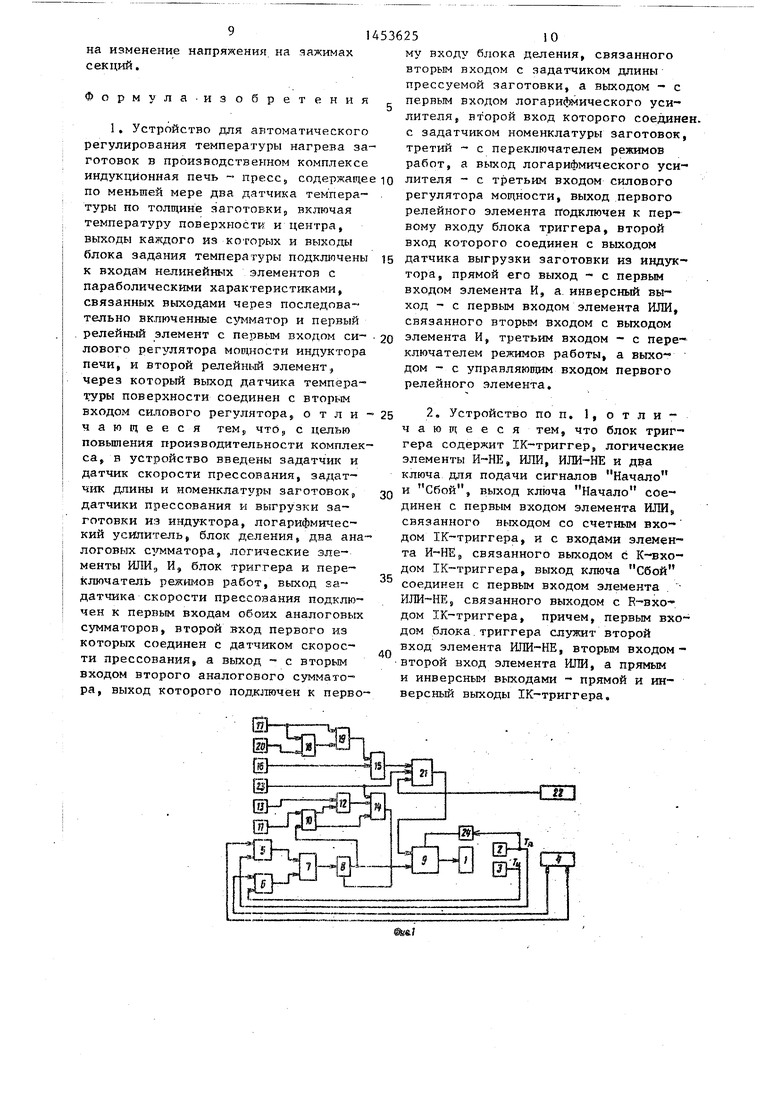
Блок триггера 10 содержит: IK- триггер 25, логические элементы ИЛИ 26, И-НЕ 27, ИЛИ-НЕ 28 и два ключа Начало 29 и Сбой 30.
Устройство работает следующим образом.
При подаче питания на устройство оператором формируется импульс от ключа Начало 29 блока триггера 10, который через логические элементы ИЛИ 26, И-НЕ 27 поступает на первый и второй входы ТК-триггера 25 (на третьем входе 1К-триггера 25 поступает также логическая единица от логического элемента ИЛИ-НЕ 28, так как отсутствует контакт термопар с выходной, заготовкой в индукторе 1) На выходе 1К-триггера 25 и соответственно на выходе блока триггера 10 формируется следующая информация: первый-прямой выход - логическая 1, второй-инверсный - логический О и подготавливается устройство к работе.
В случае двухинтервального управления используются датчики измерения температур в двух точках по толщине заготовки, например, в центре Тц и на поверхности Т„ заготовки. Система управления обеспечивает режим нагрева в два интервала. На первом интервале управления к зажимам подключает 35 прессования, иметь выходной сигнал,
ся напряжение, на втором интервале напряжение отключается. Суммарное время двухицтервапьного управления индукционньм нагревателем t обеспечивается устройством за время прес- 40
сования -, где L - длина прессуемой заготовки, м; V - скорость прессования, м/мин. Поэтому время нагрева ty изделия при заданных темпе- 45 и на выход« формируется сигнал, равный текущей скорости прессования.
равный нулю, что обеспечивает нормальную работу остальных блоков устройства. .
Второй сумматор 19 осуществляет алгебраическое сложение входных сиг- налов, поступающих на входы, т.е.
V - V , 17 -«
У,ч 7ор
ратурах распределения по объему слитка определяется мощностью (напряжени- т.е.
ем), подводимой к секциям индуктора. Блок 15 д еления осуи;ествляет де- Величина затрат мощности на компенса- ление сигнала, поступающего от задат- цию тепловых потерь с поверхности на- 50 16 длины, т.е. , на сигнал.
греваемых слитков в этом случае будет меньше, т.е. q, q,,, если
со се
т г
т
ср
где д,„ , тепло,вые потери с поверхности нагреваемых слитков соответственно при средних температурах Т и 7. , поэтому предлагаемое устройство подключает на зажимы секций напряжение только после возникновения процесса прессования
т.е. длительность интервалов нагрева и выравнивания температуры в конце
Т и. т .
и,
чод
-е;
где , Т.
соответственно минимальная и максимальная температура слитка; , S - соответственно заданные температура и точность нагрева.
Указанный режим нагрева в комплексе печь - пресс обеспечивается автоматическим изменением на зажимах секций напряжения, при котором осуществляется нагрев заготовок с за- дашсыми параметрами за промежуток времени, определяемый временем прессования предьщущего нагретого слитка. Для этого с помощью задатчика
17 задается скорость прессования V,., а задатчиком 16 - длина прессуемой заготовки Ljg, Первый сумматор 18 осуществляет сравнение текущей и заданной скорости прессования. На
выходе сумматора 18 формируется сигнал, равный .
у у - у 16 П
, если у э,
2О
у О, если у
0
W
to
47
где у - выходная информация п-блока.
Это позволяет при перемещении траверсы пресса в промежутке между прессованием со скоростью в несколь ко десятков раз больше, чем скорость
и на выход« формируется сигнал, равный текущей скорости прессования.
равный нулю, что обеспечивает нормальную работу остальных блоков устройства. .
Второй сумматор 19 осуществляет алгебраическое сложение входных сиг- налов, поступающих на входы, т.е.
а выход« форми текущей скоро
V - V , 17 -«
У,ч 7ор
ок 15 д ел сигнала 16 длины
поступающий с второго аналогового сумматора 19, т.е. у, , и на выходе формируется сигнал, прямо пропорп юнальный времени прессования.
s
Ф . Сигнал с выхода
V|,p
блока 15 деления, пропорциональный
времени прессования, поступает на
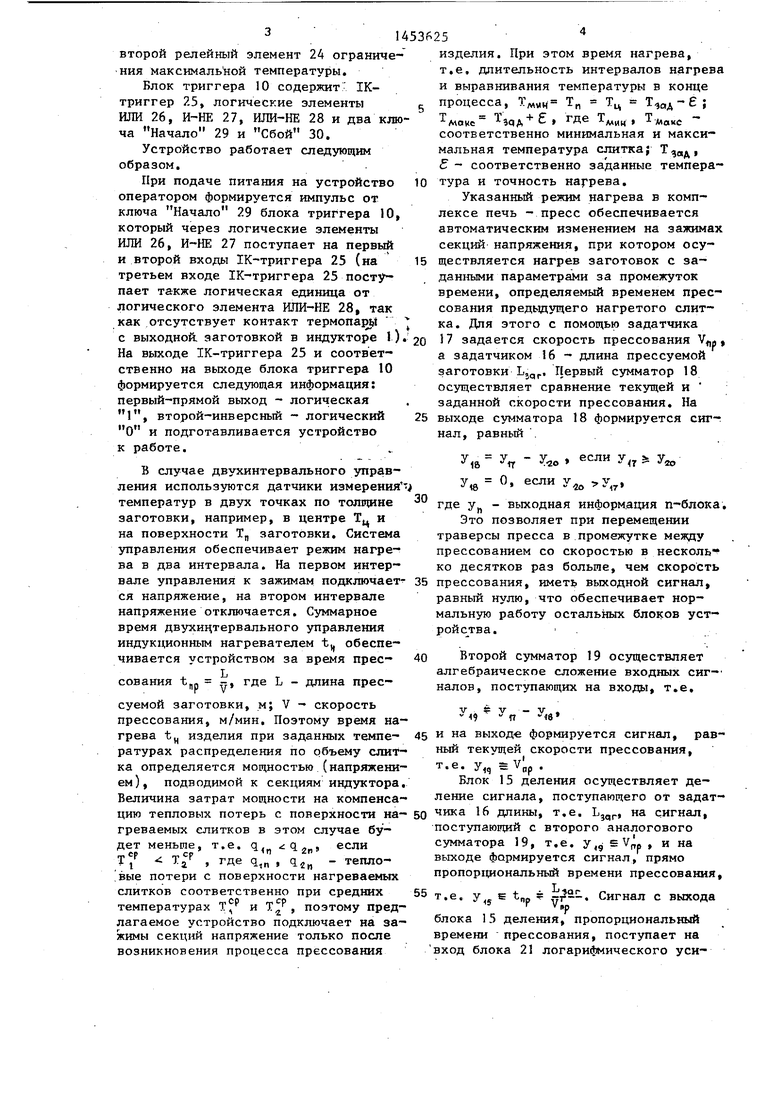
вход блока 21 логарифмического усилителя, Вьжодная характеристика блока 21 логарифмического усилителя (фиг. 2) практически повторяет зависимость мощности (напряжения), подводимой к зажимам секций, обеспечивающей требуемые параметры нагрева за время прессования. Наклон выходной характеристики зависит от номенклатуры нагреваемых слитков и имеет различный вид для каждой номенклатуры. Требуемый наклон обеспечивается с помощью задатчика 22 номенклатуры.
На выходе репейного элемента 8 формируется сигнал, -который через ре гулятор 9 мощности подключает напряжение на зажимы индуктора 1 и переводит 1К-триггер 25 блока триггера
На выходе блока 21 логарифмическо- ,д ю в нулевое состояние, т.е. перго усилителя создается сигнал, кото-вый - прямой выход - О, второй - инрый поступает на третий вход регуля-версный выход - 1. Логическая единитора 9 мощности и при наличии разре-ца с второго выхода блока триггера
тающего,сигнала на включение от ре-ю через второй вход логического лейного элемента 8 формируется напряжение и на зажимах секций нагреватеблока ИЛИ 14 разрешает работу релейного элемента 8 до окончания процесса нагрева.
ля, которое обеспечивает нагрев изделий с заданными параметрами за время прессования. При этом за счет обратной связи по температуре - блоки 2 и 3 - Т„, Тц, нелинейных элементов 5 и 6, сумматора 7 на выходе релейного элемента 8 формируется сигнал, который определяет длительность нагрева и выравнивания температуры На выходе релейного элемента 8 формируется сигнал на подачу напряжения на зажимы секций через регулятор 9 мощности только при поступлении разрешающего сигнала на второй вход от логического элемента ИЛИ 14. Этот сигнал формируется после выгрузки нагретой заготовки и ее прессования следующим образом. При перемещении траверсы пресса назад или вперед без соприкосновения с заготовкой.давление масла в гидравлическом цилиндре Р-«:0,6 Р, датчик 13 прессования формирует логический нуль и на выходе логических блоков И 12, ИЛИ 14 также логические нули, которые запрещают формировать на выходе релейного элемента 8 разрешающий сигнал на включение, хотя на выходе сумматора 7 сформирована информахщя на разрешение включения питания, так как Дп Тц Т„ - . .
Как только пресс-штемпель траверсы пресса достигает находящейся в контейнере заготовки и возникает про™ цесс прессования, давление масла в гидравлическом цилиндре повысится более ,6 Р, датчик 13 прессо вания формирует логическую единицу.
которая через логические блоки И ГГ, ИЛИ 1А поступает на второй вход релейного элемента 8 (на второй вход элемента И 12 также поступает логическая единица от блока триггера 10, так как начальное состояние выходной информации с блока триггера 10 следу- клдее: первый - 1, второй - О).
На выходе репейного элемента 8 формируется сигнал, -который через регулятор 9 мощности подключает напряжение на зажимы индуктора 1 и переводит 1К-триггер 25 блока триггера
ю в нулевое состояние, т.е. перю через второй вход логического
блока ИЛИ 14 разрешает работу релейного элемента 8 до окончания процесса нагрева.
Для обеспечения требуемого распре- деления температуры устройство осуществляет переход с первого интервала управления на второй (переключение мощности (напряжения), величина которой формируется выходным сигналом 21 логарифмического усилителя) при определенных значениях температуры поверхности Т и центра Тц. Всему ножеству начальных состояний отве
плоскости
и Ti,
сечает в
мейство кривых температур пере- : ключения мощности (линия переключения), каждая из которых описы вается уравнением F (Т, Тц) О, причем с достаточной степенью точности функция F (Tf,, Тц) определяется суммой квадратньпс зависимостей от каждой из температур Тр и Тц и может быть представлена в следующем виде:
F(T
п
0+ а,Т„-ь
+ Ь„
Ъ,Тц+
Ъ Ф 2 - -Ц «
где ЕО, Ъ„.
-t ЗА .
Ч
0
- расчетные коэффициенты . Квадратные функции Е,(Тп)
+ аД„ +
агТ;,
0+ Ь,Тц+ воспроизводятся нелинейными элементами 5 и 6 с параболическими статическими характеристиками, а g значению Р(Тп, Тц), равному сумме Г,(Т„) 4- Р(Тц), соответствует выходной сигнал сумматора 7.
Релейный элемент 8 представляет собой аналого-цифровой преобразова7
тель - компаратор, который формирует сигнал на включение и выключение иапряжения на зажимы секций индуктора 1 .
По окончании прессования с выхода датчика 13 прессования формируется логический нуль, и если не будет проведена выгрузка заготовки, устройство обеспечивает режим термоста- тирования, так как с второго выхода 1К-триггера 25 блока триггера 10 сформирована логическая единица. При выгрузке выходной заготовки с требуемыми параметрами от датчика 11 выг- |рузки формируется импульс, который .поступает на первый вход блока триггера 10 и через элемент ИЛИ 26 изменяет состояние триггера 25 на единичное, т.е. с первого прямого выхода - логическая 1, с второго - инверсного - логический О. Далее работа устройства повторяется.
Переключатель 23 режимов работы имеет два положения: первое при совместной работе пресса и нагревателя на выходе имеет логический сигнал на выходе блока логарифмического усилителя 21 и элемента ИЛИ 14 зависит только от сигналов, поступающих иа первые два входа. Если же индукционный нагреватель 1 работает в режиме Пуск или в других переходных режимах, при которых возможна выгрузка балластных или некондиционных заготовок, то переключатель 23 переводится во второе положение, на выходе формируется логическая 1, которая на выходе блока 21 логарифмического усилителя формирует сигнал, при котором на выходе силового регулятора 9 формируется максимальное напря - жение, т.е. на зажимы секций подво-:( дится максимальная мощность. Кроме того, логическая 1 от переключателя 23 режимов работы через злемеит. ИЛИ 14 на релейный элемент 8 формирует разрешающий сигнал, работа которого зависит от работы пресса.
В случае кратковременной потери напряжения питания на устройстве во время процесса прессования изделия состояние триггера 25 блока триггера 10 будет неопределенное, оператор нажимая на ключ Сбой 30 блока триггера 10, переводит триггер 25 через элемент ИЛИ-НЕ 28 в следуюо1ее состояние: первый прямой выход - логический О, второй инверсный - логичес-
8
кая 1. Это позволяет обеспечить продолжение работы устройства. При кратковременном отсутствии напряжес ния питания на устройстве в момент, когда прессование закончено и выходная заготовка с требуемыми параметрами выгрз жена из нагревателя, оператор, нажимая на ключ Начало 29,
0 фиксирует единичное состояние IK- триггера 25 блока триггера 10.
Пример. Предлагаемое устройство опробовано на печи ИН-800 мощностью до 24 кВт, общая длина установ5 ки 6630 м, частота сети - 50 Гц.
Параметры нагреваемых заготовок: длина 1710 мм, диаметр 485 мм, материал - алюминиевый сплав АМГ-6, конечная температура нагрева ,
0 точность нагрева , скорость прессования 0,1 м/мин.
Контроль за работой устройства осуществляется с помощью двух шести- ; точечных потенциометров типа КСП-4
5 и термопар типа ХА, зачеканенных на поверхности заготовки через 100 мм, вольтметров, установленных на зажи- , мах каждой секции.
С помощью задатчиков устанавливают
0 соответствующие параметры заготовки и температуру нагрева. При включении устройства на зажимах секций автоматически устанавливается напряже- ние 358 В. Через 15 мин 40 с установку отключают от питающего напряжения и в момент окончания прессования, т.е. через 16,5 мин, температура выходной заготовки соответствует требуемым параметрам нагрева. При выгрузке нагретого изделия проводят контрольный замер температуры на поверхности слитка - температура соответствует требуемым параметрам.
Нагрев последующей заготовки до требуемых параметров начинается только после момента возникновения прессования выгруженной заготовки. При изменении скорости прессования устройство формирует напряжение на зажимах секций обратно пропорционально .изменению скорости прессования и обеспечивает требуемые параметры нагрева выходной заготовки к моменту окончания прессования.
Устройство позволяет автоматизировать процесс нагрева заготовок в производственном комплексе печь - пресс, увеличить производительность за счет уменьшения вспомогательных операций
5
0
5
0
5
| Способ управления поверхностным нагревом заготовок | 1976 |
|
SU738196A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для автоматического регулирования температуры индукционной нагревательной установки | 1977 |
|
SU759036A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
