15
20
25
Изобретение относится к процесам формования химических нитей из асплавов полимеров.
Целью изобретения являетЬя расирение технологических возможное- 5 ей контроля процесса формования олимерных нитей.
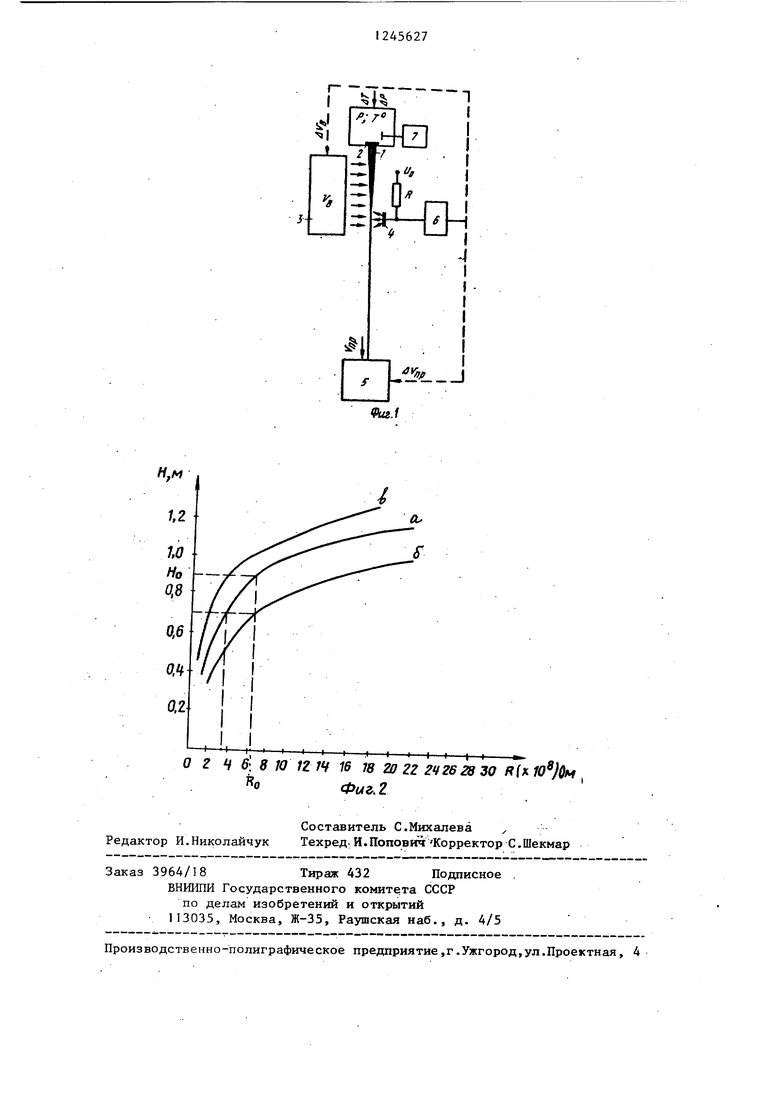
На,фиг.1 изображена схема контоля процесса формования полимерных итей; на фиг.2 - графическая зави- Ю симость линейного электрического соротивления полимерной нити по ее лине в зоне охлаждения после филь- . еры.
Нить 1 из заземленной фильеры 2 поступает в обдувочную шахту 3, проходя около изотопного датчика 4, и принимается приемным устройством 5. Изотопный датчик 4 и заземленная фильера 2 соединены соответственно с входом и корпусом электрометра 6, к входу которого через сопротивление R подключено постоянное напряжение ио(между сопротивлением R и заземленной фильерой 2).
Параметры расплава, поступающего на формование, контролируются прибором 7.
При изменении электрического сопротивления нити RH напряжение на входе электрометра изменяется, так как в цепь питания источника постоянного напряжения U последовательно включены сопротивление R и линейное электрическое сопротивление нити 35 RH между изотопным датчиком 4 и заземленной фильерой 2, а переходным сопротивлением ионизированного пространства между изотопным датчиком и нитью, которое составляет - 10 Ом и много меньше, чем R (0,2-20) х X 10 Ом, можно пренебречь.
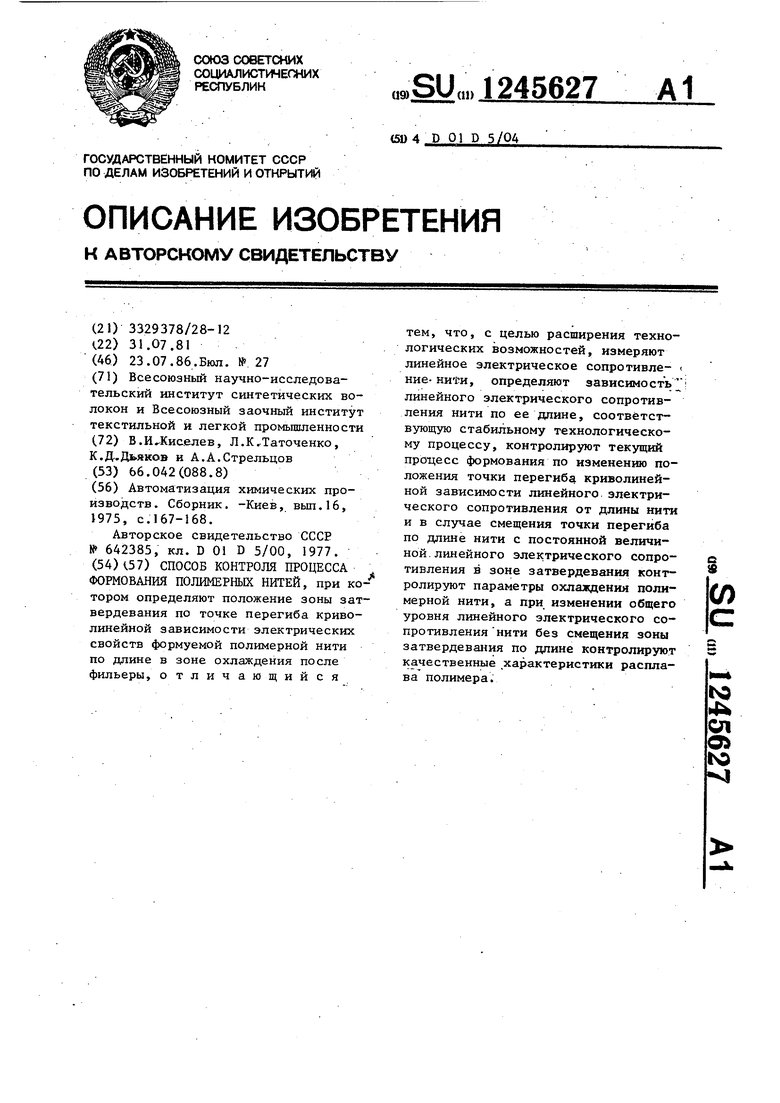
Предложенный способ контроля основан на использовании особенностей криволинейной зависимости (фиг.2) линейного электрического сопротивления нити Кц от расстояния от фильеры Ч, точка перегиба которой соответствует положению зоны фазового перехода нити (зоны затвердевания). . 50
Способ осуществляется следующим образом.
В .зоне охлаждения нити 1 вдоль линии формования перемещают датчик 4 и определяют изменение линейного элек-55 трического сопротивления нити в зависимости от удаления от фильеры для стабильного технологического прбцес30
са. При этом точка.перегиба криволинейной зависимости с координатами КрИН соответствует точке затвердевания формуемой нити.
Контроль текущего процесса .формования осуществляют по изменению по- . ложения точки перегиба криволинейной зависимости линейного электрического сопротивления нити от длины нити. Так, в случае смещения точки перегиба по длине нити с постоянной величиной линейного электрического сопротивления в зоне затвердевания (кривая б) контролируют параметры охлаждения полимерной нити: температуру обдувочного воздуха, его скорость в шахте 3, скорость нити в зоне охлаждения и т.п.
Если процесс формования протекает таким образом, что при изменении общего уровня линейного электрического сопротивления нити в точке перегиба положение зоны затвердевания остается неизменным (кривая в) относительно фильеры, то это свидетельствует об отклонениях качественных характеристик расплава полимера, контроль которых осуществляют прибором 7.
При этом необходим контроль температуры расплава, вязкости количества низкомолекулярных соединений и т.п.
Экспериментальные исследования в соответствии с предложенным способом выполнялись на капроновой нити диаметром 0,35 мм. Зона затвердевания нити находилась на расстоянии 0,9 м от фильеры и характеризовалась величиной линейного электрического сопротивления 6,510 Ом
для стабильного процесса.
техноло гиче ско г о
Увеличение скорости охлаждения на 15% смещает зону затвердевания, приближая к фильере на расстояние 0,7 м и сохраняя значение величины электрического сопротивления в зоне затвердевания.
При изменении электропроводности расплава полимера на 15% величина линейного электрического сопротивления в зоне затвердевания уменьшается до 3,5-10 Ом, а положение зоны затвердевания относительно фильеры остается неизменным.
I
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОХЛАЖДЕНИЯ ВОЗДУШНЫМ потокомВОЛОКНА, | 1969 |
|
SU245973A1 |
| Способ определения точки затвердевания нити при формовании из расплава | 1977 |
|
SU642385A1 |
| Способ управления процессом формования профилированных нитей из расплава полимера | 1985 |
|
SU1403684A1 |
| Обдувочная шахта машины для формования синтетических нитей | 1979 |
|
SU903385A1 |
| Способ управления процессом формования нитей из расплава полимера | 1988 |
|
SU1583486A1 |
| Способ управления процессом формования нити из расплава | 1976 |
|
SU588265A1 |
| Устройство для замедленного охлаждения нитей к установке для формования нитей | 1989 |
|
SU1656016A1 |
| Устройство для охлаждения формуемых полиамидных нитей | 1980 |
|
SU937547A1 |
| Способ контроля затвердевания струи из расплава полимера | 1985 |
|
SU1296632A1 |
| Способ контролирования затвердевания нити при формовании из расплава | 1972 |
|
SU454462A1 |
HjM
W Ho
0,B
0.6
ОЛ 0.2
0 г H Ю 1Z 14 16 78 20 22 2426 28 30 Я(к 0 Фиг. 2
Редактор И.Николайчук
Составитель С.Михалева
ТехреД; И.Попович Корректор С,Шекмар
Заказ 3964/18Тираж 432 Подписное .
ВНЮШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная, 4
| Автоматизация химических производств | |||
| Сборник | |||
| -Киев, вып.16, 1975, с.167-168 | |||
| Способ определения точки затвердевания нити при формовании из расплава | 1977 |
|
SU642385A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
