I
Изобретение относится к устройствам для обработки металлов давление и предназначено преимущественно для резки горячего металла в условиях машин непрерывного литья стали.
Цель изобретения - улучшение качества среза металла,
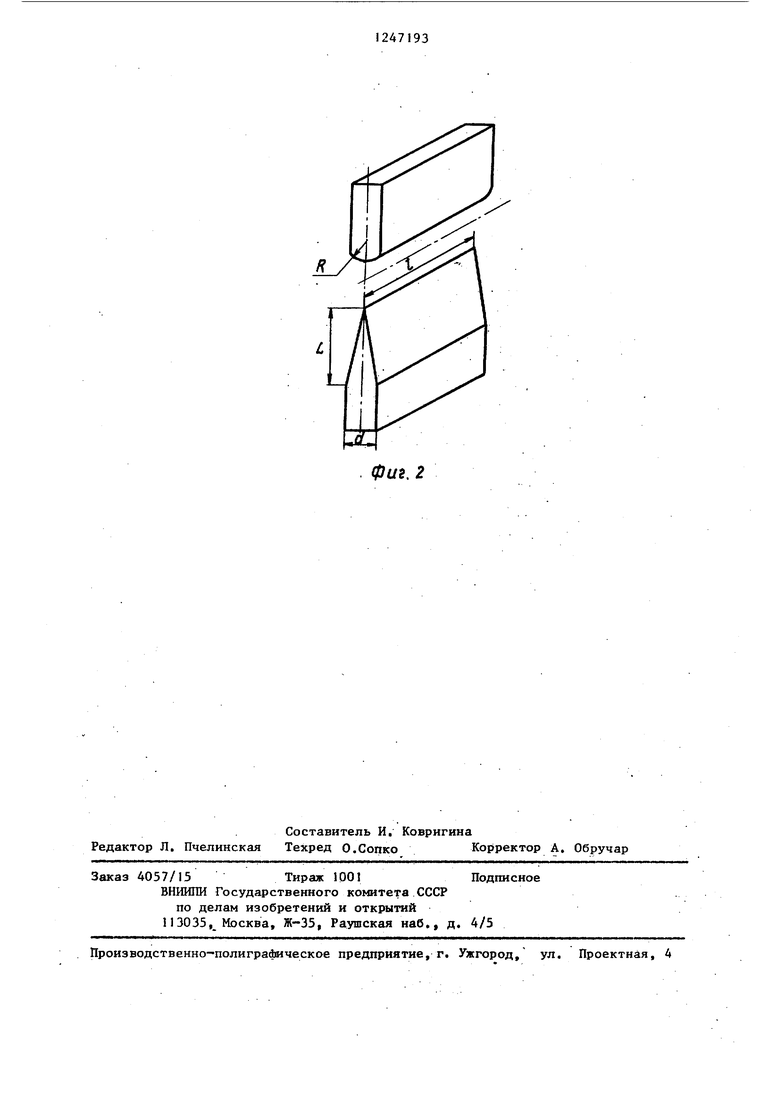
На фиг. 1 . , показана импульсная машина, разрезJ на фиг. 2 - верхний
и нижний ножи.
Импульсная машина для резки горячего металла содержит импульсный привод 1, состоящий из камеры 2 сго- рания с запирающим устройством 3 и рабочего цилиндра 4, в котором.разме щен шток 5 с нижним ножом 6, Режущая часть 7 нижнего ножа 6 выполнена в виде двугранного клина с шириной основания клина от 0,4 до 0,6 L, где L - длина грани клина, т,е. режущей части ножа. Импульсный привод 1 при помощи колонн 8 жестко связан с шаботом 9, несущим верхний нож 10, Верхний нож 10 имеет цилиндрическую рабочую поверхность 11 с. радиусом закругления от 0,25 L ДО L. в рабочем пространстве между колонками 8. размещается разрезаемая заготовка 12. Вся машина опирается на пневмо- амортизатор 13,
Импульсная машина работает следующим образом.
Камеру 2 сгорания герметизируют с помощью запирающего устройства 3 и затем наполняют газо воздушной смесью, которая при поджоге горит с повьппением давления. При достижении заданного давления запирающее устройство 3 перепускает продукты сгорания в рабочий цилиндр 4 под щток 5 с нижним ножом 6. Под действием давления продуктов сгорания
0
5
5
0
5
0
шток 5 с нижним ножом 6 движется в направлении заготовки 12.Разрезайие заготовки осуществляется двусторонним ударом ножей. При этом полукруглая рабочая поверхность I1 верхнего ножа 10 делает на верхней поверхности заготовки 12 углубление глубиной до 8 мм, а клиновая режущая часть 7 ножа нижнего 6. внедряется в металл и заготовки отделяются друг от друга. После разрезания заготовки шток возвращается в исходное положение под действием собственного веса, а вся машина - при помощи пневмоамортиза тора 13, После этого машина готова к проведению очередного цикла.
I ,
Предлагаемою ножи к вертикальной
импульсной машине для резки металла позволяют улучшить качество среза металла. В результате удара верхнего ножа на верхней грани слитка образуется слой деформированного меташла, что предотвращает сворачивание конца полосы при прокатке. Поскольку разрезание металла практи- чески производят только за счет перемещения в металле нижнего ножа, зо-/ на отрыва металла смещается к верхнему краю слитка,имея при этом незначительную ширину. В результате того, что зона разрыва расположена не в зоне осевой рыхлости слитка, а в зоне плотного металла, торцы заготовок не имеют рьклот и вырывов. Таким образом, качество среза, получаемого при применении предлагаемой импульсной машины, позволяет исключить расщепление концов раската при прокатке заготовок, связанное с окислением торцов заготовок при нагреве.
f/г. 2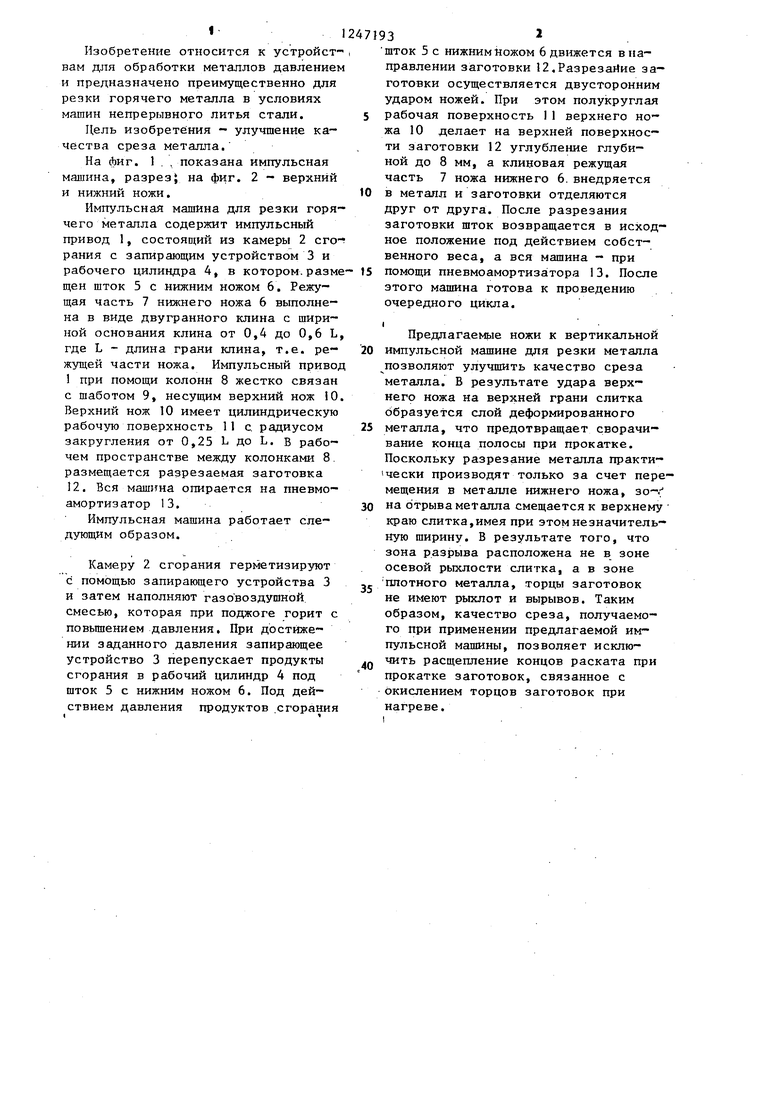
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальная импульсная машина для резки проката | 1975 |
|
SU578165A1 |
| Устройство для охлаждения непрерывнолитого слитка мелкого сечения | 1983 |
|
SU1129021A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТОГО ДЕФОРМИРОВАННОГО СЛИТКА | 1995 |
|
RU2106929C1 |
| Импулсьная машина для безотходной резки движущихся непрерывных слитков и проката | 1971 |
|
SU409479A1 |
| Высокоскоростная машина для резки проката | 1976 |
|
SU633679A1 |
| Импульсная машина для резки проката | 1976 |
|
SU662283A1 |
| Устройство для резки отливаемого слитка на установке непрерывной разливки металлов | 1977 |
|
SU624706A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| Гидравлические маятниковые ножницы | 1981 |
|
SU1006106A1 |
| ПЕРЕНОСНЫЕ ИМПУЛЬСНО-ТЕПЛОВЫЕ НОЖНИЦЫ | 2015 |
|
RU2657746C2 |
| Вертикальная импульсная машина для резки проката | 1975 |
|
SU541597A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
