Изобретение относится к области металлургии, конкретно к оборудованию для производства катанки посредством совмещенной непрерывной разливки и прокатки.
Известен литейно-прокатный агрегат, содержащий последовательно установленные машину непрерывной разливки заготовок, участок образования петли заготовки за машиной непрерывной разливки, средства правки заготовки на выходе из участка образования петли, индуктор для подогрева заготовок, планетарный стан в составе задающей и универсальной планетарной клетей, ножницы, группу сортовых клетей, участок приемки проката (см., например, Г.С. Никитин "Разработка, исследование и практическое применение новых процессов прокатки и оборудования с четырехсторонним обжатием в едином потоке с непрерывным литьем специальных сталей и сплавов". Диссертация на соискание ученой степени доктора технических наук, М., МВТУ им. Баумана, 1983, с. 40, рис. 1.8).
В известном агрегате реализован принцип поточного производства путем совмещения в одну линию (в один поток) машины непрерывной разливки и участка прокатки, что стало возможным благодаря применению планетарного стана в начале участка прокатки. Это позволило существенно повысить компактность агрегата, его производительность, рационально использовать исходное тепло слитка при дальнейшей его прокатке в потоке и тем самым повысить экономичность производства.
Однако в ходе эксплуатации такого агрегата на заводе "Электросталь" выявился серьезный недостаток схемы его планировки, заключающийся в следующем. При возможной, хотя и крайне нежелательной аварийной ситуации во время производства, в частности при забуривании заготовки в планетарном стане, производство приходится останавливать с тем, чтобы извлечь и удалить с технологической линии застрявшие в валках участки заготовки. Поскольку в линии находится и машина непрерывной разливки, крайне желательно, чтобы она продолжала работать во время устранения аварии, поскольку остановка такой машины связана с очень серьезными потерями металла и энергии. Предусмотренные между машиной непрерывной разливки и планетарным станом средства для образования петли заготовки не могут аккумулировать запас металла, возникающий при остановке планетарного стана и продолжающейся работе машины непрерывной разливки, в силу недостаточной емкости петли, если иметь ввиду время, потребное для ликвидации аварийной ситуации в линии агрегата. Следовательно, необходимо использовать другие решения, позволяющие разрешать возможную аварийную ситуацию с наименьшими потерями.
Техническим результатом изобретения является такое изменение состава и расположения оборудования литейно-прокатного агрегата, которое позволило бы в случае аварийной ситуации на участке прокатки не останавливать работу машины непрерывной разливки, тем самым избежать значительных потерь металла и энергии.
Технический результат изобретения достигается тем, что литейно-прокатный агрегат, содержащий последовательно установленные машину непрерывной разливки заготовок, участок образования петли за машиной непрерывной разливки, средства правки заготовки на выходе из участка образования петли, индуктор для подогрева заготовок, планетарный стан в составе задающей и универсальной планетарной клетей, ножницы, группу сортовых клетей, участок приемки проката, согласно изобретению снабжен промежуточным рольгангом, установленным между средствами правки заготовки на выходе из участка образования петли и задающей клетью планетарного стана, а также ножницами для резки заготовок, установленными в зоне промежуточного рольганга с возможностью перемещения вдоль него, сталкивателем заготовок с промежуточного рольганга, боковым накопителем и отводящим рольгангом, установленным параллельно промежуточному рольгангу.
Кроме того, ножницы для резки заготовок в зоне промежуточного рольганга могут быть выполнены в виде ножниц импульсной резки.
Сущность изобретения заключается в следующем.
Установка дополнительного промежуточного рольганга на участке между средствами правки заготовки на выходе из участка образования петли и задающей клетью планетарного стана позволяет разместить в этой зоне специальные ножницы, предназначенные для резки выходящей из машины непрерывной разливки заготовки на мерные длины, а также для отрезания, в зоне перед планетарным станом, от общей сплошной плети заготовки ее участка, застрявшего в планетарном стане. Поскольку ножницы должны работать как в зоне, приближенной к машине непрерывной разливки (для резки на мерные длины), так и в зоне, приближенной к планетарному стану (для отрезания застрявшего участка заготовки), целесообразнее, с точки зрения веса установленного оборудования, использовать не двое ножниц, а одни, но способные перемещаться вдоль промежуточного рольганга.
Дальнейшие манипуляции с отрезанными кусками заготовки состоят в их сталкивании с промежуточного рольганга на боковой, параллельный ему накопитель и транспортировку куска заготовки из зоны агрегата с помощью отводящего рольганга, установленного параллельно промежуточному. Машина непрерывной разливки продолжает при этом работать и выдавать с помощью указанных ножниц мерные штучные заготовки, которые могут использоваться далее и как передельный, и как товарный продукт.
Существенным для изобретения может быть выбор типа ножниц, установленных в зоне промежуточного рольганга. Обычные гидравлические ножницы вблизи заготовки, нагретой до температуры порядка 1000oC, пожароопасны, а применение негорючих жидкостей в них чересчур дорого; ножницы плазменной резки ненадежны; газорезка не обладает необходимой по условиям технологического процесса скоростью резки. Наиболее подходящими в этих условиях являются ножницы импульсной резки, которые позволяют резать заготовку даже большого сечения, как в данном случае, с очень большой скоростью, практически мгновенно.
Далее изобретение поясняется на конкретном примере и иллюстрируется чертежами, где:
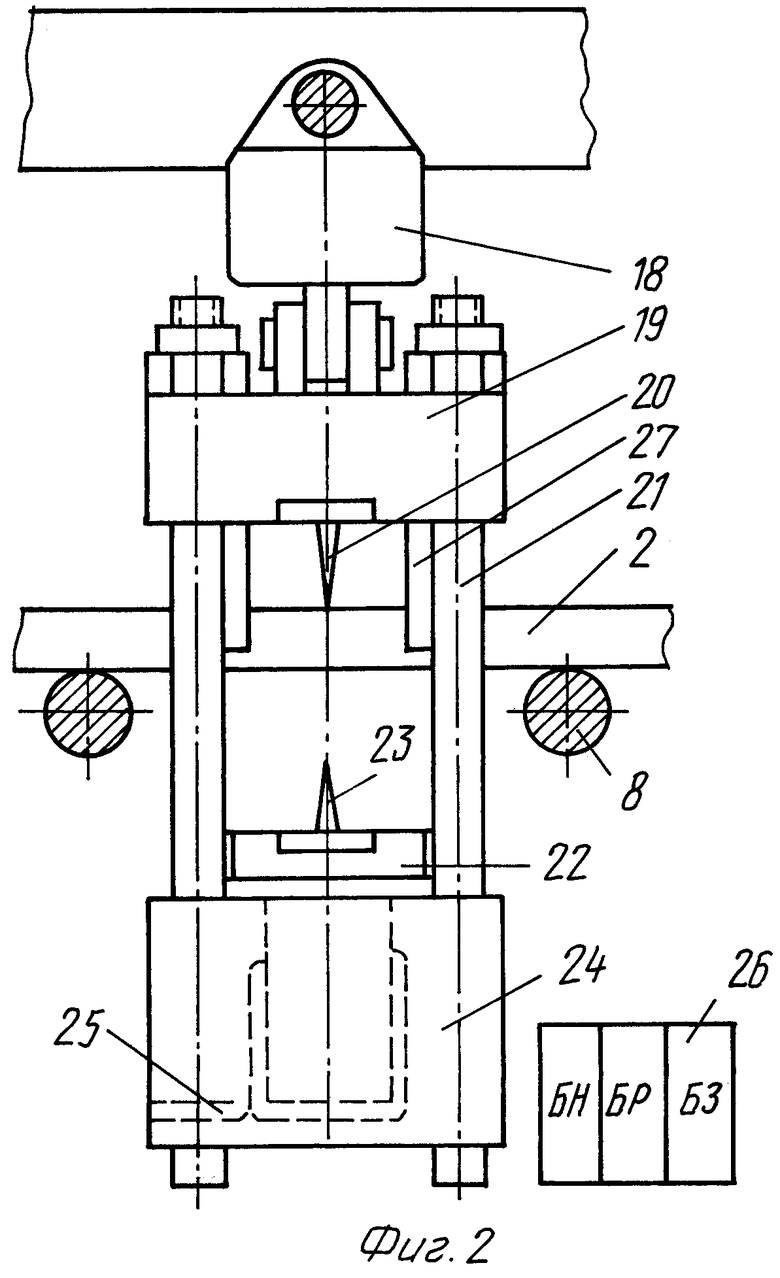
на фиг. 1 изображена схема расположения литейно-прокатного агрегата;
на фиг. 2 - конструктивная схема ножниц импульсной резки.
Литейно-прокатный агрегат содержит машину непрерывной разливки 1 для получения литых заготовок 2 прямоугольного сечения, например сечением 90х110 мм, участок 3 образования петли 4 заготовки 2 за машиной непрерывной разливки 1, средства 5 правки заготовки на выходе из участка образования петли (в качестве которых могут быть использованы, например, правильная секция), индуктор 6 для подогрева заготовки 2, планетарный стан в составе задающей 7 и универсальной планетарной 8 клетей, ножницы 9, группу сортовых клетей 10, участок 11 приемки проката. Транспортирование заготовки в потоке осуществляется по рольгангам 12.
Между средствами 5 правки заготовки на выходе из участка образования петли (например, правильной секцией) и задающей клетью 7 планетарного стана установлен промежуточный рольганг 13, а также ножницы 14 для резки заготовок, предпочтительно ножницы импульсной резки. Последние установлены в зоне промежуточного рольганга с возможностью перемещения вдоль него. В зоне рольганга 13 установлен также сталкиватель 15 заготовок с промежуточного рольганга, боковой накопитель 16 и отводящий рольганг 17, размещенный параллельно промежуточному рольгангу 13.
На фиг. 2 показана схема ножниц импульсной резки заготовок. Ножницы 14 импульсной резки заготовок состоят из следующих основных узлов: устройство мягкой подвески 18, плиты неподвижной 19 с верхним ножом 20, направляющих колон 21, подвижного штока 22 с нижним ножом 23, камеры сгорания 24 энергоносителя, запального устройства 25, блока зажигания 26. Для исключения заклинивания ножей предусмотрены упоры 27, а наличие шарнира 28 в мягкой подвеске 18 обеспечивает возможность порезки слитков на ходу и исключает возникновение нежелательных горизонтальных усилий на ножи. Поскольку ножницы имеют мягкую подвеску 18, усилие резания полностью замыкается внутри ножниц. Ножницы, следовательно, не требуют фундамента. Они способны разрезать заготовку сечением до 130х130 мм. Процесс производства катанки на литейно-прокатном агрегате происходит следующим образом.
При нормальном, штатном режиме работы агрегата разлитая на машине непрерывной разливки 1 при рабочей скорости 2,8 м/мин заготовка 2 прямоугольного сечения, например, 90х110 мм, далее разгибается, правится, у нее отрезают передний конец и в горизонтальном положении заготовку подают в индуктор 6 с целью выравнивания ее температуры по сечению и, при необходимости (в случае охлаждения), дополнительного подогрева. При этом между машиной непрерывной разливки 1 и индуктором 6 создают демпфирующую петлю заготовки 2 высотой 1,1 м. Сразу за петлей заготовку правят в правильной секции 5 (средства правки заготовки на выходе из участка образования петли). Температура заготовки, которую обеспечивают на входе в задающую клеть 7 планетарного стана, зависит от марки стали и может составлять 1100oC.
В задающей клети 7 заготовка обжимается с небольшой вытяжкой в круг, а затем в универсальной планетарной клети 8 заготовку обжимают с очень большим коэффициентом вытяжки λ~40 (что обусловлено спецификой планетарной клети) в квадрат. Скорость входа заготовки в планетарный стан соответствует скорости разливки 2,8 м/мин (на этом основана идея совмещения в единый поток, в единый агрегат машины непрерывной разливки и прокатного участка). На выходе из универсальной планетарной клети 8 скорость заготовки выше и составляет 1,86 м/с. Катанку диаметром, например, 8-13 мм получают в группе сортовых клетей 10, в системе калибров овал-круг. Конечная скорость прокатки составляет 4,4 м/с. Далее катанка поступает на участок приемки проката 11, где может подвергаться термообработке в потоке, а на выходе сматывается в бунт.
В случае аварийной ситуации, например, при забуривании заготовки в зоне планетарного стана, непрерывная разливка продолжается, а передний конец литой заготовки на участке промежуточного рольганга 13 отделяется в течение 20 с ножницами 14 импульсной резки; в это время избыточный металл уходит в петлю 4. Затем ножницы 14 перемещаются вдоль рольганга 13 назад, в сторону машины непрерывной разливки 1, на расстояние 3,5 м, и отрезают первый отрезок литой заготовки 2, который затем сталкивателем 15 сдвигается в накопитель 16. Затем реверсом задающей клети 7 на промежуточный рольганг 13 из универсальной планетарной клети 8 выдается передняя часть заготовки и также сталкивается в накопитель 16. Затем к ножницам 14 импульсной резки подается заготовка из петли 4, которая режется на мерные длины в течение всего времени, необходимого для устранения причин аварии на планетарном стане. Отрезки заготовки 2 сталкиваются в накопитель 16 и оттуда транспортируются рольгангом 17 на склад. Дальше этот продукт может использоваться либо в качестве передельного на других станах, либо в качестве товарного.
Ножницы 14 импульсной резки (фиг. 2) работают в следующем режиме. Камера сгорания 24 энергоносителя заполняется горючей смесью природного газа и воздуха. В момент, когда необходимо произвести рез литой заготовки 2, лежащей на роликах рольганга 13, по команде от фотореле или другого элемента срабатывает блок зажигания 26 и подается напряжение на запальное устройство 25. Газы, которые образуются в результате сгорания смеси, под большим давлением выталкивают подвижной шток 22 с укрепленным на нем нижним ножом 23. Последний, встречая на своем пути заготовку, во взаимодействии с верхним ножом 20 режет ее. Возврат штока в исходное положение происходит под собственным весом.
Настоящее изобретение обеспечивает значительную экономию металла и энергии за счет исключения необходимости остановки машины непрерывной разливки стали при аварийных простоях прокатного участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНОГО МЕЛКОСОРТНОГО ПРОКАТА И ЕГО ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2180277C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2001 |
|
RU2224606C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
Изобретение относится к металлургии, конкретно к оборудованию для производства катанки посредством совмещенной непрерывной разливки и прокатки. Сущность изобретения: литейно-прокатный агрегат содержит последовательно установленные машину непрерывной разливки заготовок (МНРЗ), участок образования петли заготовки за машиной непрерывной разливки, средства правки заготовки на выходе из участка образования петли, индуктор для подогрева заготовок, планетарный стан в составе задающей и универсальной планетарной клетей, ножницы, группу сортовых клетей, участок приемки проката. Согласно изобретению в агрегате предусмотрен промежуточный рольганг, установленный между средствами правки заготовки и задающей клетью планетарного стана, а также ножницы импульсной резки заготовок, установленные в зоне промежуточного рольганга с возможностью перемещения вдоль него, сталкиватель заготовок с промежуточного рольганга, боковой накопитель и отводящий рольганг, установленный параллельно промежуточному рольгангу. Такое решение позволяет в случае аварийной ситуации при остановке планетарного стана продолжать работу МНРЗ, для чего с помощью ножниц импульсной резки заготовок производят рез заготовки на промежуточном рольганге на мерные длины и поштучную выдачу отрезков сталкивателем в накопитель. Предотвращаются потери металла и энергии, связанные с возможной остановкой МРНЗ. 1 з.п. ф-лы, 2 ил.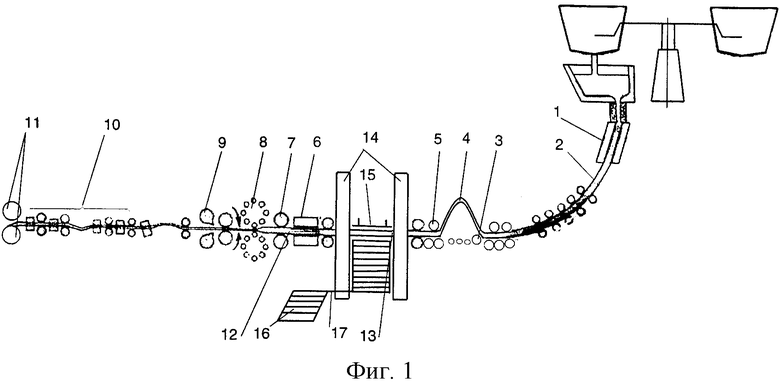
| НИКИТИН Г.С | |||
| Разработка, исследование и практическое применение новых процессов прокатки и оборудования с четырехсторонним обжатием в едином потоке с непрерывным литьем специальных сталей и сплавов | |||
| Диссертация на соискание ученой степени доктора технических наук | |||
| - М.: МВТУ им.Баумана, 1983, с.40 | |||
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038913C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОСОРТОВОГО ПРОКАТА В СОВМЕЩЕННОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134179C1 |
| RU 94027972 A1, 20.01.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ТЕПЛОВОГО ПРОЦЕССА | 2012 |
|
RU2498092C2 |
| DE 3816469 А1, 23.11.1989. | |||
