f
Изобретение относится к инструментальному производству, в частности к технологии сборки червячных фрез с рейками, загсреплснными в пазах корпуса двумя оппозитно расположен- ньми клиньями.
Цель изобретения - повышение точности сборки путем сохранения достигнутой в процессе изготовления точности осевой установки реек фрезы при закреплении их в корпусе фрезы.
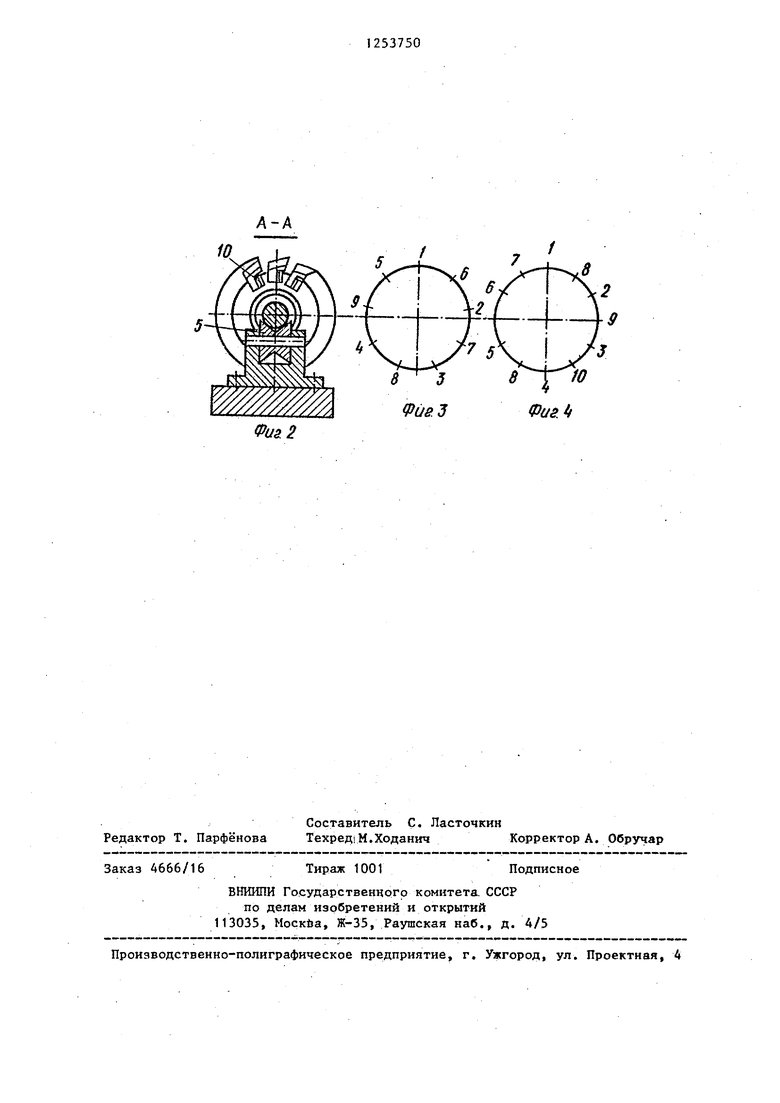
На фиг. 1 изображено устройство для сборки фрез; на фиг. 2 - сечение А-А ка фиг. 1; на фиг. 3 - схема сборки - порядок закрепления реек при нечетном.их числе; на фиг. 4 - то же, порядок.закрепления реек при четном их числе.
Устройство для -сборки червячных фрез состоит из корпуса 1 П-образ- ной формы, в противоположных боковых стенках которого по горизонтальной оси Oj-O смонтированы соответственно неподвидагый упор 2 и подвижный упор 3, взаимодействующий со штоком силового цилиндра 4, развивающего тарированное рабочее усилие Р.
На основании корпуса размещен узел базирования собираемой фрезы в виде одинаковых роликовых призм 5 и устанавливаемой на них оправки 6, при этом роликовые призмы обеспечивают параллельность оси 0-0 оправки б и оси 0(-0, упоров, т.е. вектору перемещения упора 3. На упоре 2 установлен откидывающийся фиксатор 7,
В пазах рабочего корпуса фрезы 8, закрепленного на оправке 6, установлены в необходимой последовательности рейки 9 с предварительно закреплены i через компенсатор 10 оппозитно расположенными осевьми клиньями 11 до обеспечения натяга 1-3 мкм. Натяг
12537502
такой величины Недостаточен для обеспечения жесткого закрепления реек, но позволяет легко перемещать их в осевом направлении.
5 Сборку осуществляют следующим образом.
При начяге рейки известньм способом выставляют по шагу винтовой линии фрезы. Затем оправку б с корпусом 8
fO и предварительно закрепленными и выверенными по щагу винтовой линии рейками 9 устанавливают в узел базирования - роликовые призмы 5. Угловое расположение корпуса 8 относительно
15 упоров 2 и 3 определяется фиксато- ром 7.
СилоБЫг- цилиндром 4 создают тарированное рабочее Р и воздействуют им через подв1-шный 3 и непод20 вижный 2 упор 4 на клинья 11, которые через компенсатор 10 закрепляют рейки 9 в пазах корпуса 8.
Поскольку корпус с оправкой установлен на роликовые призмы и имеет
25 степень свободы в направлении осевой продольной оси (параллельной вектору Р),), то усилие заклинивания Р передается только-на клинья. Так как корпус с оправкой при воздействии на
30 клинья сил Р имеют возможность плавать в осевом направлении, то меньшие по значению силы трения качения оправки в роликовых призмах гасят воздействие больших сил трения скольжеJ5 ния между клиньями, компенсатором и стенкой паза корпуса и рейка остается в . положении, определенном ей предварительным закреплением и выверкой по ..:.шагу винтовой линии.
40 Для создания более равномерных натягов каждой рейке закрепление их осуществляют в шахматном порядке (через рейку).
рованное рабочее Р и воздействуют им через подв1-шный 3 и неподвижный 2 упор 4 на клинья 11, которые через компенсатор 10 закрепляют рейки 9 в пазах корпуса 8.
Поскольку корпус с оправкой установлен на роликовые призмы и имеет
степень свободы в направлении осевой продольной оси (параллельной вектору Р),), то усилие заклинивания Р передается только-на клинья. Так как корпус с оправкой при воздействии на
клинья сил Р имеют возможность плавать в осевом направлении, то меньшие по значению силы трения качения оправки в роликовых призмах гасят воздействие больших сил трения скольжения между клиньями, компенсатором и стенкой паза корпуса и рейка остается в . положении, определенном ей предварительным закреплением и выверкой по шагу винтовой линии.
Для создания более равномерных натягов каждой рейке закрепление их осуществляют в шахматном порядке (через рейку).
ю
Фие.З
Физ.
Фи8.2
Редактор Т. Парфёнова
Составитель С. Ласточкин
Техред|М.Ходанич Корректор А. Обручар
Заказ 4666/16
Тираж 1001
ВНИИПИ ГосуДарствениого комитета. СССР
по делам изобретений и открытий 113035, Москйа, Ж-35, Раушская наб., Д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| Сборная червячная фреза | 1983 |
|
SU1098698A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |

| Способ сборки червячных сборных фрез | 1974 |
|
SU512874A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
