Изобретение относится к машиностроению и может быть использовано при обработке цилиндрических зубчатых колес на зубо- фрезерных станках, работающих по методу обкатки.
Цель изобретения - повышение производительности зубообработки путем улучшения условий работы червячной фрезы, вклю- чаюш.их повышение равномерности и уменьшение величины нагрузки на ее зубья, улучшение теплового режима работы.
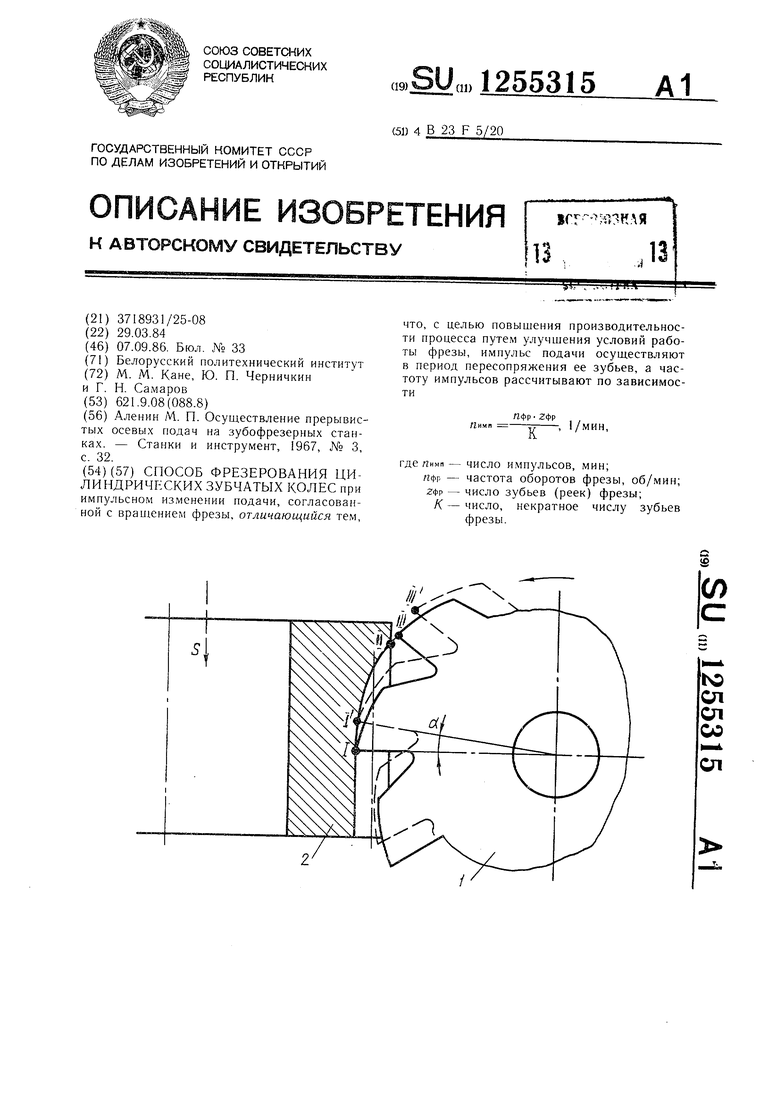
На чертеже представлена схема взаимного положения заготовки зубчатого колеса и зубьев червячной фрезы в момент импульсной подачи.
При зубофрезеровании с импульсной подачей, согласованной с врашением червячной фрезы, осуш,ествляется четкая ориентация зубьев фрезы 1 относительно обрабатываемой заготовки зубчатого колеса. Импульсная подача фрезы 1 или заготовки 2 происходит в момент, когда один зуб фрезы закончил либо скоро закончит резание, а последующий зуб еще не вступил в контакт с заготовкой, т. е. импульсная подача S заготовки или фрезы происходит на участке 1П- II или III -II пути зуба фрезы. Сплошной линией на чертеже показано угловое положение фрезы, когда зуб закончил резание и нагрузка на него упала до нуля, а пунктирной линией - положение фрезы, при котором нагрузка на зуб упала до максимально допустимой с точки зрения необходимого повышения стойкости фрезы. Величина этой нагрузки определяется экспериментальным путем. Существенное увеличение стойкости инструмента (более 20%) достигается, если угол а находится в пределах 15°.
Частота и амплитуда подачи остаются постоянными в течение всего времени обработки заготовки, при этом частота импульсов рассчитывается по зависимости
Днмп ПФР 2ФР
К
1/мин,
5
где Пимп - число импульсов, мин;
ПФР - частота оборотов фрезы, об/мин; ггфр - число зубьев (реек) фрезы;
К - число, некратное числу зубьев
фрезы.
Поскольку импульсы подачи заготовки или фрезы осуществляются при повороте фрезы на К реек, некратное числу реек фре0 зы, то каждый зуб фрезы снимает максимальный припуск реже, чем при подаче заготовки в период резания, и тепловой режим работы зубьев фрезы улучшается.
Улучшение условий работы фрезы достигается также за счет того, что основная часть процесса резания происходит при отсут-. ствии взаимного осевого перемещения заготовки и фрезы. Это исключает дополнительное давление заготовки на зубья фрезы и повышает равномерность общей нагрузки на
Q зубья фрезы, так как давление заготовки на каждый зуб фрезы при относительном осевом перемещении заготовки и фрезы в процессе резания неодинаково в разных точках его траектории из-за изменения в этих точках угла между направлением силы давления
5 заготовки и касательной к задней поверхности зуба в точке приложения этой силы. Изменение направления касательной к задней поверхности зуба фрезы в разных точках этой поверхности вызвано ее криволинейной формой.
Наиболее благоприятные условия для реализации данного способа фрезерования зубьев цилиндрических колес возникают при попутной осевой подаче заготовки. При это.м усилия, необходимые для осуществления подачи, минимальны, а в механизме подач отсутствуют зазоры, что позволяет производить подачу импульсами .с высокой частотой и малой амплитудой.
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| Многозаходная червячная фреза | 1981 |
|
SU1004031A2 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Аленин М | |||
| П | |||
| Осуществление прерывистых осевых подач на зубофрезерных станках | |||
| - Станки и инструмент, 1967, № 3, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
