«
Изобретение относится к литейному производству, в частности к оборудованию для литья по выплавляемым моделям.
Целью изобретения является повышение качества литейных форм и выплавленной модельной массы а также улучшение условий труда.
На чертеже представлена схема устройства,
Устройство содержит камеру 1, в которой установлен воздухонагнета- тель 2, вентилятор с приводом 3, воздухонагреватель 4 (набор электронагревателей), теплообменник 5, встроенный в трубопровод 6 подачи горячего воздуха, нагнетатель 7, коллектор 8 с патрубками 9;, выпол ненный в виде стола с гнездами дли .установки литейных форм, воздуховод 10 в виде трубопроводов, воздухораспределительная муфта 11, блок 12 очистки воздуха. В камере устанавливают формы 13 через загрузочное окно 14. Расплавленная модельная масса стекает в специальный сборник 15, который обогревается от системы циркуляции горячего воздуха при открытом вентиле 16, На трубопроводе подачи горячего воздуха устновлен вентиль 17, а холодного воздуха вентиль 18, Модельная масса сливается из сборника 15 через вентиль 19,
Устройство работает сл.едующим образом.
На выплавленные формы 13 через загрузочное окно 14 устанавливают чашей вниз на патрубки 9 коллектор 8 с воздухораспределительной мутой 11, Дверь загрузочного окна 14 закрывается и в камере осущест1зля- ется выплавление модельного состава. Воздух подогревается воздухонагревателем 4 до заданной температуры, а с помощью воздухонагнета- теля 2 осуществляется его циркуляция по камере. Температура воздуха . не должна превьгаать температуры начала деструкции модельной массы. Дл предупреждения объемного расширения модельной массы в результате только наружного обогрева форм, вызывающего их растрескивание, одновременно с разогревом форм снаружи под чашу формы 13 подается через вентиль 18, коллектор 8 и патрубки 9 холодный воздух из магистрали. В
256848
этот период система рециркуляции горячего воздуха не работает.
По мере подплавления модельной массы от наружного обогрева формы
5 в контактной зоне модель-форма образуется зазор, компенсирующий объемное расширение модельной массы при нагревании. После образования зазора (через 3-5 мин от начала процес са выплавки) перекрывают вентилем 18 подачу холодного воздуха и включают систему циркуляции горячего воздуха. Воздух, всасываемый из атмосферы через патрубок, нагнетателем 7 через
5 теплообменник 5 подается в коллектор 8 через воздухораспределительную муфту 11, а затем - в патрубки 9. В этот период происходит нагрев форм как снаружи, так и изнутри,
20 Расплавленная модельная масса стекает в специальный сборник 15, который может обогреваться от системы рециркуляции при открытом положении вентиля 16, Излишки модельной
25 массы сливаются через вентиль 19, При подаче в камеру холодного воздуха ЕГО излишки удаляются в систему вентиляции после очистки от паров модельного состава, которые конден30 сируются в блоке 12 очистки воздуха.
Система регулирования тепловых потоков в устройстве позволяет в зависимости от разновидности форм менять технологические режимы в ши35 роком диапазоне.
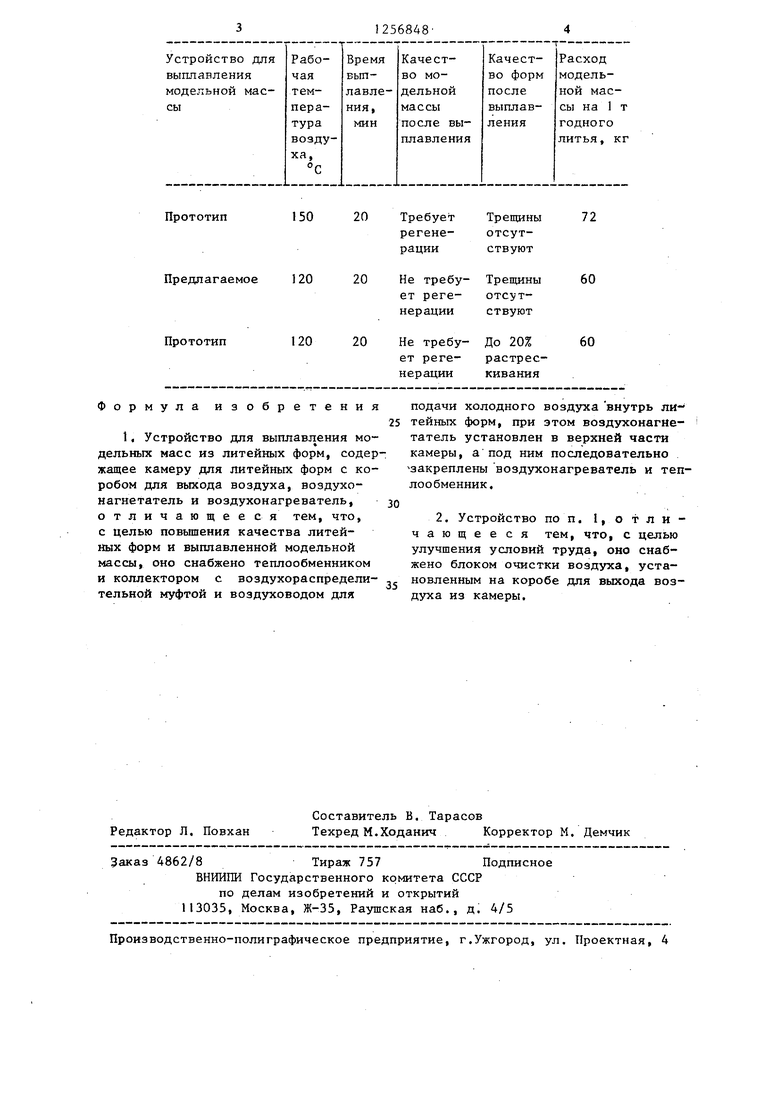
Опытный образец устройства для вьтлавления модельной массы из форм испытан в условиях опытного производства предприятия.
40 Результаты испытаний представлены в таблице,
Из таблицы видно, что использование предлагаемого устройства позволяет одновременно, не увеличивая
45 времени вьшлавления и не снижая качества форм, исключить операции регенерации модельной массы.
Выполнение системы принудительной циркуляции в изобретении позво5Q ляет регулировать тепловые потоки при более низких температурах.
Регулирование тепловых потоков позволяет улучшить качество форм, а снижение температуры тепловых потоJJ ков - качество модельных масс, т.е. позволит многократно использовать модельные массы без дополнительной регенерации.
Формула изобретения
1. Устройство для выплавления модельных масс из литейных форм, содержащее камеру для литейных форм с коробом для выхода воздуха, воздухо- нагнетатель и воздухонагреватель, отличающееся тем, что, с целью повьшения качества литейных форм и выплавленной модельной массы, оно снабжено теплообменником и коллектором с воздухораспределительной муфтой и воздуховодом для
Редактор Л. Повхан
Составитель В. Тарасов
Техред М.Ходанич Корректор М, Демчик
Заказ 4862/8Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
25
подачи холодного воздуха внутрь литейных форм, при этом воздухонагне- татель установлен в верхней части камеры, а под ним последовательно закреплены воздухонагреватель и теплообменник.
2. Устройство по п. I, отличающее ся тем, что, с целью улучшения условий труда, оно снабжено блоком очистки воздуха, установленным на коробе для выхода воздуха из камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выплавления модельных масс из литейных форм | 1981 |
|
SU1014626A1 |
| КОМБИНИРОВАННЫЙ ВОДО- И ВОЗДУХОНАГРЕВАТЕЛЬ | 1993 |
|
RU2040739C1 |
| Система солнечного теплоснабжения и горячего водоснабжения | 2022 |
|
RU2780439C1 |
| КАМЕРНЫЙ ОГНЕВОЙ ВОЗДУХОНАГРЕВАТЕЛЬ | 2001 |
|
RU2218525C2 |
| Установка для термической обработки сыпучих пищевых продуктов | 2019 |
|
RU2698060C1 |
| Устройство для удаления модельныхМАСС из лиТЕйНыХ фОРМ | 1979 |
|
SU804180A1 |
| Переносной воздухонагреватель | 2023 |
|
RU2797614C1 |
| СОЛНЕЧНО-ВЕТРОВОЙ ВОЗДУХОНАГРЕВАТЕЛЬ | 2011 |
|
RU2484387C1 |
| КОМБИНИРОВАННЫЙ ВОДО- И ВОЗДУХОНАГРЕВАТЕЛЬ | 1992 |
|
RU2038546C1 |
| СПОСОБ РАБОТЫ ДВИГАТЕЛЯ С ВНЕШНИМ ПОДВОДОМ ТЕПЛОТЫ И ДВИГАТЕЛЬ С ВНЕШНИМ ПОДВОДОМ ТЕПЛОТЫ | 1992 |
|
RU2050442C1 |
Изобретение относится к литейному производству, в частности к оборудованию для литья выплавляемым Хоподнии боздуи методом. Целью изобретения является повышение качества литейных форм и выплавленной массы. Устройство содержит камеру 1, в которой в верхней части последовательно установлены воздухонагнетатель 2, воздухонагреватель 4 и теплообменник 5, а в нижней части расположен коллектор 8 с патрубками 9, соединенный с воздуховодом 10 для подачи холодного воздуха. Повышение качества литейных форм и выплавленной массы достигается при удалении модельной массы за счет наружного нагрева форм при одновременном охлаждении модельной массы внутри литейной формы. 1 з.п. ф-лы, 1 ил., 1 табл. (Л ix -« У.-1-4 « 17 1-ю ел а 00 4iki 00 ///////////////////////7///// ////
| Руссиян С | |||
| В., Голованов | |||
| Производство точного литья по выплавляемым моделям | |||
| Л.: Судпром, 1958, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Устройство для выплавления модельных масс из литейных форм | 1981 |
|
SU1014626A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
