2. Устройство попЛотлича, ю щ е е с я тем, что стол с коллектором заключен в короб, образующий с помощью воздуховодов замк-. нутый через на1Греватель и воздухонагнетатель контур.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выплавления модельных масс из литейных форм | 1984 |
|
SU1256848A1 |
| Устройство для удаления модельныхМАСС из лиТЕйНыХ фОРМ | 1979 |
|
SU804180A1 |
| Установка для удаления модельной массы на основе карбамида из литейных форм | 1980 |
|
SU865487A1 |
| СПОСОБ СВЧ-ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2312733C2 |
| Способ изготовления форм по выплавляемым моделям | 1985 |
|
SU1331610A1 |
| Способ удаления легкоплавких моделей из оболочковых форм | 1990 |
|
SU1764771A1 |
| Способ изготовления неразъемных литейных керамических форм по удаляемым моделям | 1979 |
|
SU865489A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| УСТАНОВКА ДЛЯ ВЫПЛАВЛЕНИЯ МОДЕЛЕЙ ИЗ КЕРАМИЧЕСКИХ ФОРМ | 1989 |
|
SU1706112A1 |
| СПОСОБ ФАСОННОГО ЛИТЬЯ В КОКИЛЬ КРУПНОГАБАРИТНЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2381867C2 |

1
Изобретение относится к литейному производству, а точнее к оборудованию для изготовления форм при литье по выплавляемым моделям.
Известно устройство для выплавления модельных масс горячим воздухом, содержащее камеру со столом, имеющим гнезда, в которые устанавливают выплавляемые формы литниковыми чашами вниз 1.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для выплавления модельных масс из литейных форм, содержащее стол с гнездами для форм, коллектор подвода горячего воздуха к гнездам и патрубки с отверстиями, укрепленные на гнездах, выполненные в виде телескопических трубок, подвижных в вертикальном направлении под действием подаваемого горячего воздуха 2.
Недостаткомизвестных устройств является длительность процесса и неравномерность нагрева литейных форм, так как тепло подается в формы только снизу, что вызывает растрескивание форм.
Цель изобретения - ускорение процесса выплавления модельных масс из литейных форм и уменьшение растрескивания форм путем Koi iбинированного их нагрева последовательно изнутри и снаружи.
Для достижения поставленной цели известное устройство для выплавления модельных из литейных форм, содержащее стол с гнездами для форм, коллектор с патрубками подвода воздуха, нагреватель, воздухона:гнетатель и воздуховоды, снабжено откидным чехлом с приводом поворота и жёстко закрепленной на нем заслонкой и отводной трубкой с. вентилем, открытый конец которой расположен под чехлом выше стола.
Стол с коллектором заключен в короб, образующий с помсяцью воздухо. водов замкнутый через нагреватель и воздухонагнетатель контур.
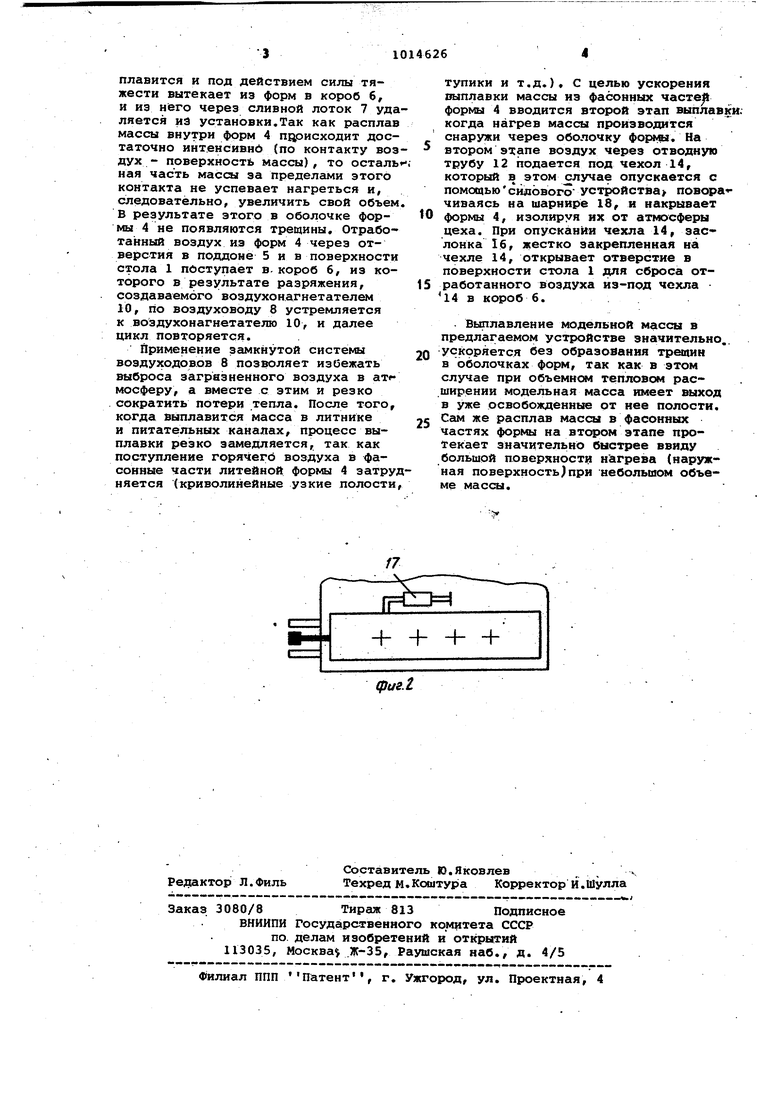
На фиг.1 показана схема устройства; на фиг.2 - силовое устройство для чехла.
Устройство состоит из стола 1, коллектора 2 подвода горячего сжатого воздуха, патрубков 3 для подачи воздуха внутрь литейных форм 4. Формы 4 установлены на поддоне 5, который повторяет отверстия стола 1. Стол 1 с коллектором 2 заключен в короб 6 со сливным лотком 7 для слива модельной массы. Коллектор 2 с помощью воздуховодов 8 образует замкнутый
() через нагреватель 9 и воздухонагнетатель 10 (типа воздуходувная машина) контур с вентилем 11, который имеет отводную трубу 12 с вентилем 13, открытый конец которой расC положен выше уровня стола 1. На столе 1 шарнирнб установлен откидной чехол 14 с противесом 15 и жестко укрепленной нанем заслонкой 16, который приводится в движение с по-. мощью силового устройства 17. Че хол 14 установлен на шарнире 18. Устройство работает следующим образом. Литейные формы 4 устанавливаются на поддон 5 литниковой чащей
5 вниз с шагом, равным расстоянию между патрубками 3. В дне поддона 5 в месте литейных форм имеются отверстия, диаметры которжгх меньше диаметров литниковых чаш литейных форм. Поддон 5 с формами 4 подъемно-транспортным устройством фиксированно устанвливается награбочий стол 1 так,чтобн центры литниковых чаш форм 4 совпадали
5 с центрами патрубков 3. В поверхности стола 1 над патрубками 3 также имеются отверстия.
Выплавление модельной массы из литейных форм 4 производится
п В два этапа. На первом этапе горячий сжатый воздух подается внутрь формы 4 через патрубки 3, которые в целях ускорения процесса выплавки снабжаются подвижными телескопическими трубками (не показаны), при этом чехол 14 поднят.
Горячий сжатый воздух под давлением 0,03-0,05 МПа воздухонагнетателем 10 направляется по воздухоВ9ДУ 8 в воздухонагреватель 9, где он нагревается до расчетной, величины. Из воздухонагревателя 9 воздух поступает в коллектор 2, из которого подводится к патрубкг1М 3 и через них направленно подается внутрь 5 литейных форм 4. Модельная масса
плавится и под действием силы тяжести вытекает из форм в короб 6, и из Hiero через сливной лоток 7 удаляется из установки.Так как расплав массы внутри форм 4 пцрисходит достаточно интенсиннб {по контакту воздух - поверхность массы), то осталь ная часть масод за пределами этого контакта не успевает нагреться и, следовательно, увеличить свой объем В результате этого в оболочке формы 4 не появляются трещины. Отработанный воздух из форм 4 через отверстия в поддоне 5 и в поверхности стола 1 поступает в. короб 6, из которого в результате разряжения, создаваемого воздухонагнетателем 10, по воздуховоду 8 устремляется к воздухонагнетатеяю 10, и далее цикл повторяется.
Применение замкнутой системы воздуходовов 8 позволяет избежать выброса загразненного воздуха в ат мосферу, а вместе с зтим и резко сократить потери .тепла. После того, когда выплавится масса в литнике и питательных каналах, процесс выплавки резко замедляется, так как поступление горячего воздуха в фасонные части литейной Формы 4 затрудняется (криволинейные узкие полости.
тупики и т.д.), с целью ускорения пыплавки массы из фасонных частей формы 4 вводится второй этап выплавки, когда нагрев масс%1 производится снаружи через оболочку формы. На втором этапе воздух через отводную трубу 12 подается под чехол 14, который в этом лучае опускается с помощью силового- устройства повора чиваясь на шарнире 18, и накрывает
0 формы 4, изолируя их от атмосферы цеха. При опускании чехла 14, заслонка 16, жестко закрепленная на чехле 14, открывает отверстие в поверхности стола I для сброса отработанного воздуха из-под чехла 44 в короб 6.
Выплавление модельной массы в предлагаемом устройстве значительно.
0 Ускоряется без образования трещин в оболочках форм, так как в этом случае при объемном тепловом рас.ширении модельная масса имеет выход в уже освобожденнью рт нее полости.
5 Сам же расплав масса в фасонных частях формы на втором этапе протекает значительно быстрее ввиду большой поверхности нагрева (наружная поверхность)при небольшом объеме массы.
fe
+ + + +
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ивайов В.Н., Осокин Н.М | |||
| Механизация литья по выплавляемым моделям | |||
| М., Машгиз;., 1959, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| РАЗДЕЛИТЕЛЬНОЕ ТЕЛО И СПОСОБ РАЗДЕЛЕНИЯ ПЛАЗМЫ КРОВИ И КЛЕТОК КРОВИ | 2020 |
|
RU2743143C1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
