NJ
1
Изобретение относится к машиностроению, может быть использовано при изготовлении деталей типа пластин, преимущественно зубчатьгх колес, зубчатых дисков пил горячей и холодной резки, с применением упрочнения поверхностным пластическим деформированием и является усовершенствованием способа по основному авт. св. № 721207.
Цель изобретения - повышение качества зубчатых изделий путем устранения смятий по боковым поверхностям зубьев и повьппение стойкости инструмента за счет снижения ударных нагрузок .
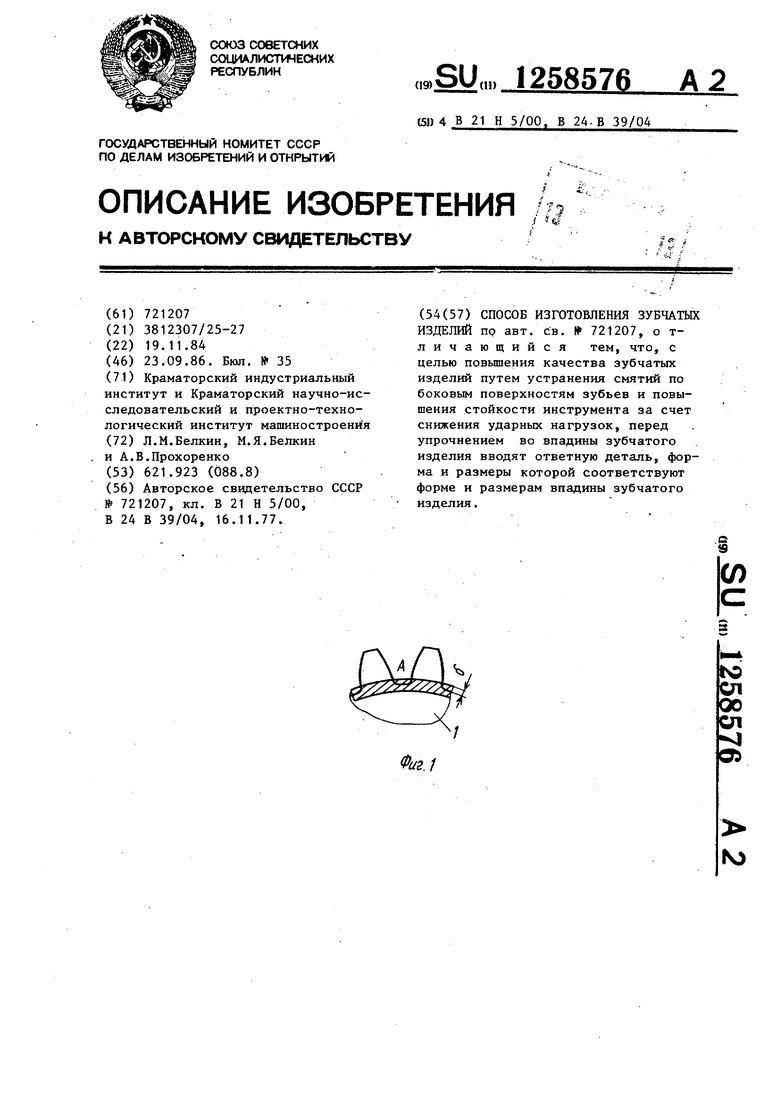
На фиг. 1 показана зона упрочнения зубчатого изделия при обработке без отйетной детали во впадинах; на фиг. 2 - то же при наличии во впадинах ответной детали.
Способ осуществляется следующим образом.
Во впадины зубчатого изделия 1 вводят ответную деталь 2, форма и размеры которой соответствуют форме и размерам впадины зубчатого изделия .
Упрочнение путем поверхностного пластического деформирования торцов зубчатого изделия осуществляют выше
12585762
точки А, охватывая всю впадину обрабатываемого изделия.
Пример. Упрочняют образец с зубьями (типа зубчатой рейки) из 5 стали 65Г толщиной 10 мм. Высота зуба 23 мм, ширина впадины 7 мм, радиус галтели 2 мм. Ответная деталь выполняется той же конфигурации, что и образец с зубьями. Ответная деталь
О закрепляется на станке вместе с обрабатываемой деталью, затем выполняется упрочнение роликом с профильным радиусом 1,2 мм, усилием на ролик 2 кН. После упрочнения образцы
5 подвергают усталостным испытаниям по схеме поперечного изгиба по асимметричному циклу нагружения с коэффициентом асимметрии 0,1 и максимальным напряжением цикла 550 МПа.
20 Долговечность образцов (средняя по четырем образцам) до разрушения, упрочненных согласно известному способу (величина S 1 мм), составляет в этих условиях 6,45-10 циклов.Долговечность образцов, упрочненньж согласно предлагаемому способу,, составляет 910 циклов, т.е. на 40% выше. Это связано с более высоким качеством боковых кромок и более пол30 ным охватом трассой упрочнения галтели, образующей впадину. Кроме того, при обкатке уменьшаются ударные нагрузки.
25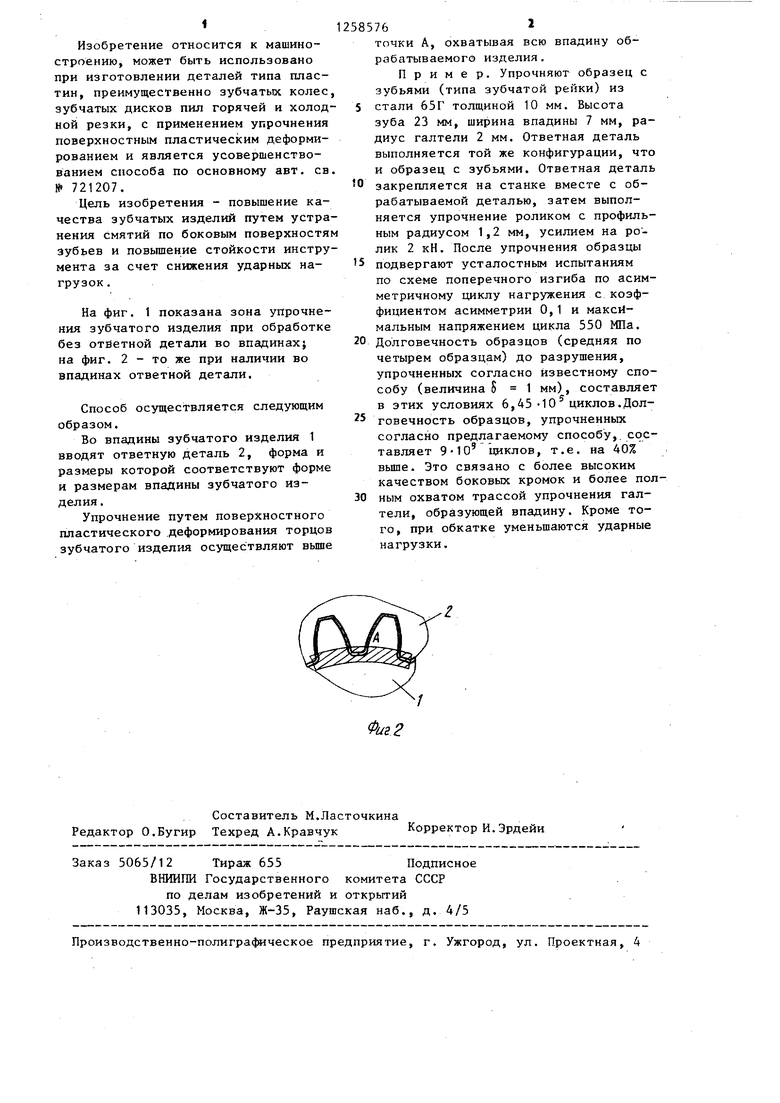
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления звездочек цепных передач | 1987 |
|
SU1463986A1 |
| Способ упрочнения плоских деталей с концентраторами напряжений | 1987 |
|
SU1504069A1 |
| Способ ремонта рабочих поверхностей зубьев колес | 1987 |
|
SU1593768A1 |
| Способ изготовления зубчатых изделий | 1977 |
|
SU721207A1 |
| Способ чистовой обработки зубчатых изделий | 1973 |
|
SU464440A1 |
| Способ определения теоретического коэффициента концентрации напряжений | 1978 |
|
SU917046A1 |
| Способ упрочнения зубьев гибких зубчатых колес | 1989 |
|
SU1757804A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2490087C1 |
| Инструмент для упрочнения зубчатых колес (его варианты) | 1981 |
|
SU986562A1 |
| Способ упрочнения галтели ступенчатого вала | 1989 |
|
SU1734988A1 |
Составитель М.Ласточкина Редактор О.Бугир Техред А.Кравчук Корректор И.Эрдейи
Заказ 5065/12 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ изготовления зубчатых изделий | 1977 |
|
SU721207A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
