Изобретение относится к машиностроению, а именно к способам обработки зубчатых профилей, включающим поверхностное пластическое деформирование (ППД), и может быть использовано при ремонте зубчатых колес с .поврежденными рабочими поверхностями зубьев.
Цель изобретения - расширение технологических возможностей за счет обеспечения ремонта зубчатых колес с большой глубиной повреждения при сохранении прочности зубьев на изгиб.
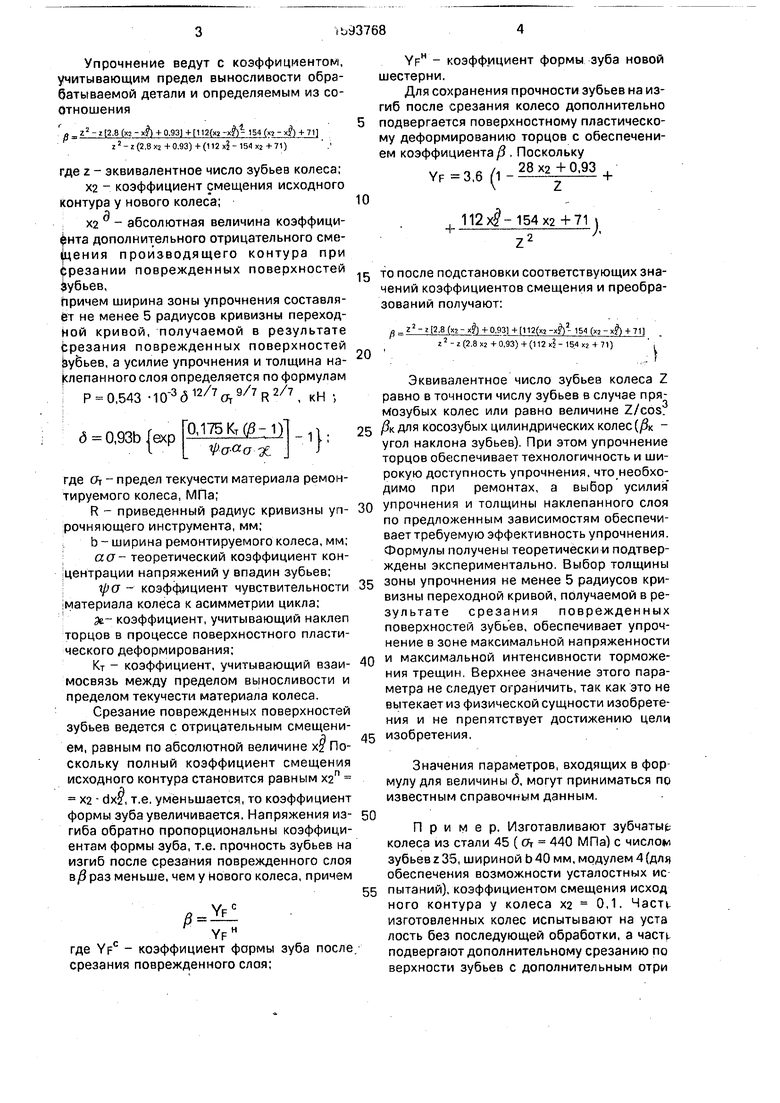
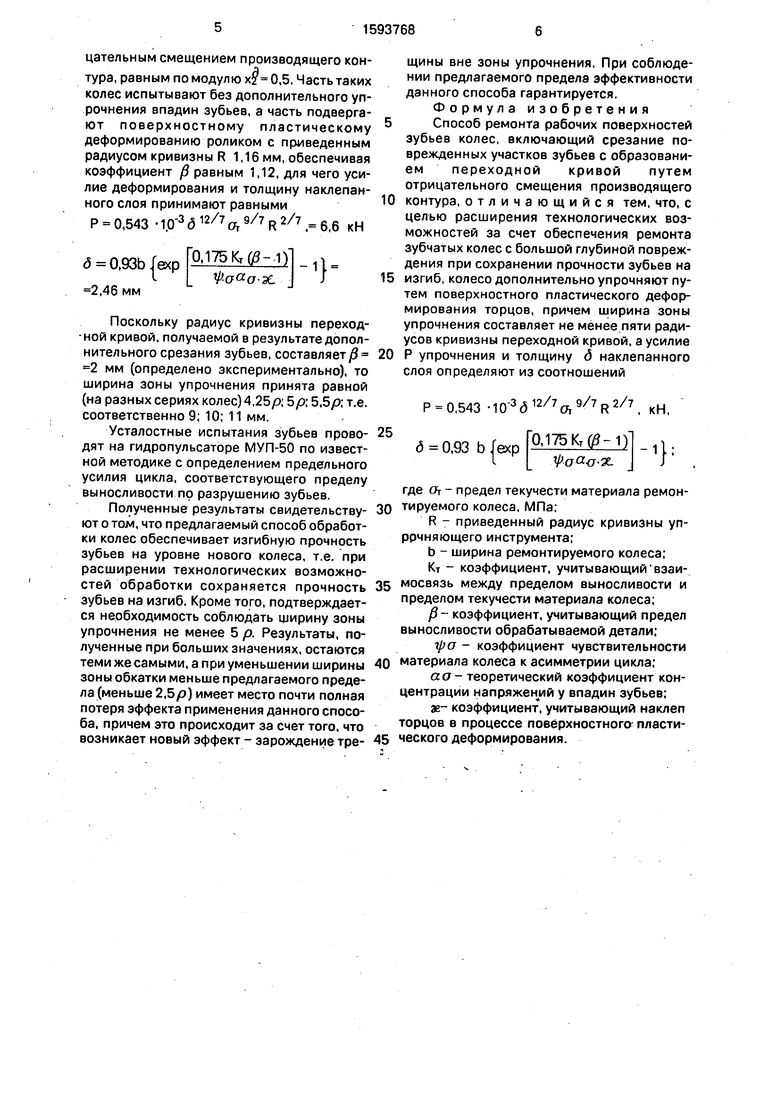
На фиг.1 приведена схема упрочнения зубьев; на фиг.2 - зона упрочнения зубчатц- го колеса; на фиг.З - ключевые параметры предлагаемого способа.
Срезание поврежденного слоя зуёьев колеса осуществляется как обычное зубонарезание с настройкой станка на коэффициент смещения исходного контура хз х -Х2 , После выполнения срезания поареж- денного слоя проводят последующее плэ- стическоадеформирование торцов колеса. Упрочнение осуществляется при вращении колеса 1 (фиг,1) на оправке 2 и радиальной подаче упрочняющих, роликов 3 с помощью силового устройства 4, При зтом ведение процесса упрочнения с силой Р гарантирует получение толщины наклепанного слоя д и, следовательно, заданной эффективности упрочнения/5. Одновременно контролируется достижение необходимой ширины зоны упрочнения f, не меньшей пяти радиусов кривизны переходной кривой (фиг.2). По достижении этой величины процесс упрочнения прекращается,
ы
00
Упрочнение ведут с коэффициентом, учитывающим предел выносливости обрабатываемой детали и определяемым из соотношения
и , z - Z 2.8 (хг - х + 0.93 + 12(х2 154 (х; - х) + 71 Z - Z (2,8 Х2 + 0.93)-I-(112 xi - 154 Х2 + 71)
где Z - эквивалентное число зубьев колеса; Х2 - коэффициент смещения исходного
контура у нового колеса;
т Х2 - абсолютная величина коэффицифнта дополнительного отрицательного сме- цения производящего контура при фрезании поврежденных поверхностей Зубьев,
Причем ширина зоны упрочнения составляет не менее 5 радиусов кривизны переходной кривой, получаемой в результате Ьрезания поврежденных поверхностей Ьуёьев, а усилие упрочнения и толщина на- Клепанного слоя определяется по формулам
Р 0,543
-3 А 12/7 „ 9/7 D 2/7
R
кН
д 0,93Ь Гехр
О,Г75Кт 03-1)1
а-ао где Cff - предел текучести материала ремонтируемого колеса, МПа;
R - приведенный радиус кривизны упрочняющего инструмента, мм; , b - ширина ремонтируемого колеса, мм; ао- теоретический коэффициент кон- |центрации напряжений у впадин зубьев; I ро - коэффициент чувствительности материала колеса к асимметрии цикла;
Зе- коэффициент, учитывающий наклеп торцов в процессе поверхностного пластического деформирования;
Кт - коэффициент, учитывающий взаимосвязь между пределом выносливости и пределом текучести материала колеса.
Срезание поврежденных поверхностей зубьев ведется с отрицательным смещением, равным по абсолютной величине Х2 Поскольку полный коэффициент смещения исходного контура становится равным Х2
Х2 - dx2, т.е. уменьшается, то коэффициент формы зуба увеличивается, Напряжения изгиба обратно пропорциональны коэффициентам формы зуба, т.е. прочность зубьев на изгиб после срезания поврежденного слоя Bj8 раз меньше, чем у нового колеса, причем
Й-YF
где YF - коэффициент формы зуба после, срезания поврежденного слоя;
YF - коэффициент формы зуба новой шестерни.
Для сохранения прочности зубьев на изгиб после срезания колесо дополнительно подвергается поверхностному пластическому деформированию торцов с обеспечением коэффициента;. Поскольку
YP 3,6(1-282 +
, 112x -154x2+71
- И;,
то после подстановки соответствующих значений коэффициентов смещения и преобразований получают;
Z - Z 2.8 (х; - х +0.93 + 112(х; -х - 154 (х; - х +71
z -Z (2.8x2 -Ю,93) + (112) 154x2 471) ,
-
Эквивалентное число зубьев колеса Z равно в точности числу зубьев в случае прямозубых колес или равно величине Z/cos.
/SK для косозубых цилиндрических колес (/Зк - угол наклона зубьев). При этом упрочнение торцов обеспечивает технологичность и широкую доступность упрочнения, что необходимо при ремонтах, а выбор усилия
упрочнения и толщины наклепанного слоя по предложенным зависимостям обеспечивает требуемую эффективность упрочнения. Формулы получены теоретически и подтверждены экспериментально. Выбор толщины
зоны упрочнения не менее 5 радиусов кривизны переходной кривой, получаемой в ре- зультате срезания поврежденных поверхностей зубьев, обеспечивает упрочнение в зоне максимальной напряженности
и максимальной интенсивности торможения трещин, Верхнее значение этого параметра не следует ограничить, так как это не вытекает из физической сущности изобретения и не препятствует достижению цели
изобретения.
Значения параметров, входящих в формулу для величины (5, могут приниматься пр известным справочным данным.
Пример. Изготавливают зубчаты
колеса из стали 45 ( ov 440 МПа) с числом зубьев Z 35, шириной Ь40 мм, модулем 4 (для обеспечения возможности усталостных ис пытаний), коэффициентом смещения исход ного контура у колеса Х2 0,1. Част. изготовленных колес испытывают на уста лость без последующей обработки, а част|. подвергают дополнительному срезанию по верхности зубьев с дополнительным отри
цательным смещением производящего контура, равным по модулю ,5. Часть таких колес испытывают без дополнительного упрочнения впадин зубьев, а часть подвергают поверхностному пластическому деформированию роликом с приведенным радиусом кривизны R 1,16 мм, обеспечивая коэффициент /3 равным 1,12, для чего усилие деформирования и толщину наклепанного слоя принимают равными Р 0,543 10-3 6 2/7 а, 9/ R 2/7 6.6 кН
0.175 Кг 68-1)
асса-зс.
.-,},
Поскольку радиус кривизны переход- ной кривой, получаемой в результате дополнительного срезания зубьев, составляет j8 2 мм (определено экспериментально), то ширина зоны упрочнения принята равной (на разных сериях колес) 4,25р: 5/э; 5,5р; т.е. соответственно 9; 10: 11 мм.
Усталостные испытания зубьев прово- дят на гидропульсаторе МУП-50 по известной методике с определением предельного усилия цикла, соответствующего пределу выносливости по разрушению зубьев.
Полученные результаты свидетельству- ют о том, что предлагаемый способ обработки колес обеспечивает изгибиую прочность зубьев на уровне нового колеса, т.е. при расширении технологических возможностей обработки сохраняется прочность зубьев на изгиб. Кроме того, подтверждается необходимость соблюдать ширину зоны упрочнения не менее 5 р. Результаты, полученные при больших значениях, остаются теми же самыми, а при уменьшении ширины зоны обкатки меньше предлагаемого предела (меньше 2,5/0) имеет место почти полная потеря эффекта применения данного способа, причем это происходит за счет того, что возникает новый эффект - зарождение тре-
5
0
5
0 5 0
щины вне зоны упрочнения. При соблюдении предлагаемого предела эффективности данного способа гарантируется. Формула изобретения Способ ремонта рабочих поверхностей зубьев колес, включающий срезание поврежденных участков зубьев с образованием переходной кривой путем отрицательного смещения производящего контура, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения ремонта зубчатых колес с большой глубиной повреждения при сохранении прочности зубьев на изгиб, колесо дополнительно упрочняют путем поверхностного пластического деформирования торцов, причем ширина зоны упрочнения составляет не менее пяти радиусов кривизны переходной кривой, а усилие Р упрочнения и толщину д наклепанного слоя определяют из соотношений
Р 0,543-10-(5 2/ От кН, ,93b(e.(tQl,b
1 J J
где Or - предел текучести материала ремонтируемого колеса, МПа:
R - приведенный радиус кривизны уп- ррчняющего инструмента:
b - ширина ремонтируемого колеса:
Кт - коэффициент, учитывающий взаимосвязь между пределом выносливости и пределом текучести материала колеса:
Р- коэффициент, учитывающий предел выносливости обрабатываемой детали:
1/(7 - коэффициент чувствительности материала колеса к асимметрии цикла:
аа- теоретический коэффициент концентрации напряжен ий у впадин зубьев:
коэффициент, учитывающий наклеп торцов в процессе поверхностного- пластического деформирования.
ра нёнил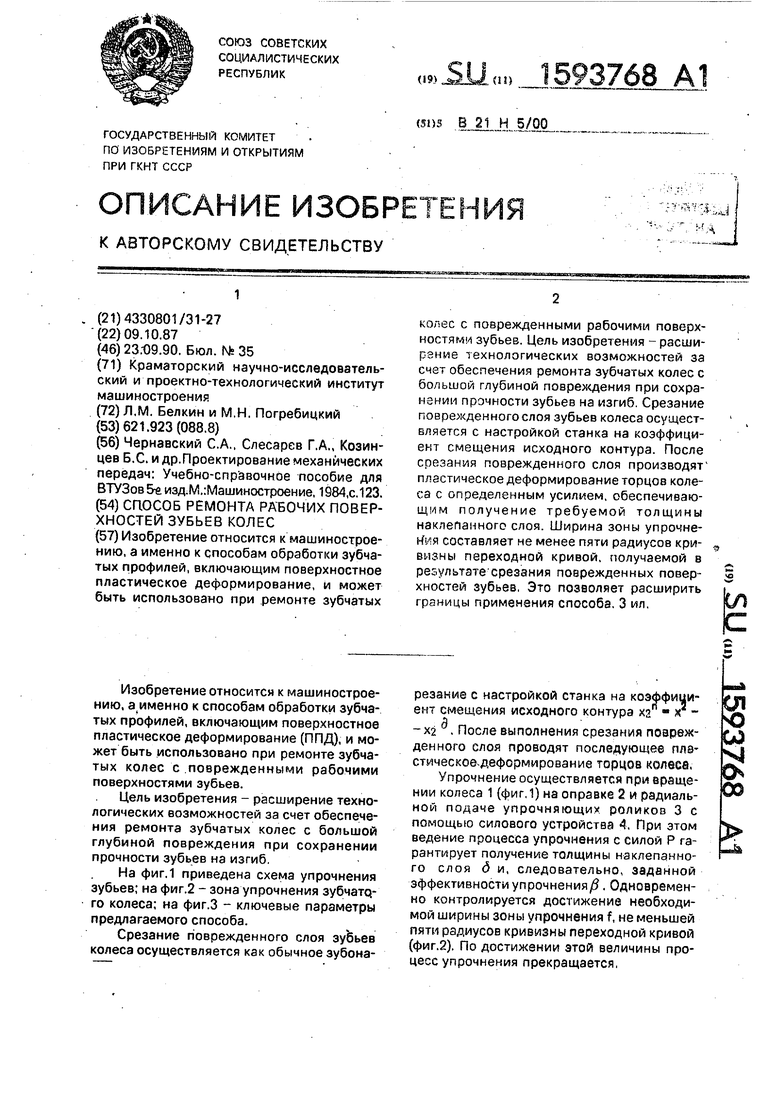
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для упрочнения зубчатых колес (его варианты) | 1981 |
|
SU986562A1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| Способ определения эпюры напряжений в деталях, обработанных поверхностным наклепом | 1989 |
|
SU1649245A1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2002 |
|
RU2213148C1 |
| Способ упрочнения зубьев гибких зубчатых колес | 1989 |
|
SU1757804A1 |
| Способ упрочнения деталей с выступами | 1973 |
|
SU859466A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ ТЯГОВЫХ КОЛЕС | 2005 |
|
RU2274662C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВПАДИН ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2175018C1 |
| ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 1990 |
|
RU2114339C1 |
Изобретение относится к машиностроению, а именно к способам обработки зубчатых профилей, включающим поверхностное пластическое деформирование, и может быть использовано при ремонте зубчатых колес с поврежденными рабочими поверхностями зубьев. Цель изобретения - расширение технологических возможностей за счет обеспечения ремонта зубчатых колес с большой глубиной повреждения при сохранении прочности зубьев на изгиб. Срезание поврежденного слоя зубьев колеса осуществляется с настройкой станка на коэффициент смещения исходного контура. После срезания поврежденного слоя производят пластическое деформирование торцов колеса с определенным усилием, обеспечивающим получение требуемой толщины наклепанного слоя. Ширина зоны упрочнения составляет не менее пяти радиусов кривизны переходной кривой, получаемой в результате срезания поврежденных поверхностей зубьев. Это позволяет расширить границы применения способа. 3 ил.
ХЛЛАЛЛЛХ V А А- XXXAXX XX fX X
,f - - - - -
| Чериавский С.А., Слесарев Г.А., Козинцев B.C | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
