раметрической задачи выпуклого программирования:
11 (з -ьп ) (1) --1
где, например, в. условиях конвертерного цеха
()с„„пп; Сд а Д| „р- „р)
+ прис i
П Г (Т;„-М ) + п:; ,п (3)
к е к, i i , п
; : Г дгпр.тт,если продувка прово .- I
дится;
о в противном случае (5) i 1 , iT;
ОК.те н.пр
oк.лp н.b
цик ;
.- 1 л- Т,
Н.п окп нж к.C
, Г i х«Г
| I
rife ск.ь н 4ид
ок.биЭ - -H .ITP -ок пр
1 1, п
., lM,h
(6)
П) f 8) .
РИС max .
.(. {сС ..w.,,c.j
(9)
де 1 - текущий номер плавки, находящейся, на участке к моменту решения зада- . чи;
п - число плавок, находящихся к моменту решения задачи;
3 - общие затраты на участке сталеплавильный агрегат - установка внепеч- ной обработки, руб. оп ределяемых из решения задачи (1У-С9);
П - общие потери на плавку, . . руб, для каждого варианта, определяемые из решения задачи (l)-(9);
С - стоимость простоя агрегата при корректировке, руб/мин, определяемая из практических данных;
Cgjj - стоимость охладителей при корректировке в агрегате, руб/т}
258835
)
nf
t
т
Q
Прис
л
m
ЦИК Ok.в Н-П
аг
ПР tnin
ОК.П МП
1-L
н.к ок.п
ц. .K..
.-Х н:e..к..
к.Г н.6.
.8fta -H.M
стоимость аргона, руб/м масса охладителей, т; масса присадок, т; интенсивность продувки стали, м /мин, определяемая из практических данных;
множество готовых к приему плавки ковшей; максимальная масса присадок в ковше, т, определяемая .характеристиками присадок и параметрами ковша;
продолжительность цикла плавки, мин, определяемая из практических данных;
-мин имальная требуемая для усреднения температуры стали в ковше продолжительность продувки, мин;
-продолжительность плавки в сталеплавильном агрегате, мин, -определяемая Маркой (М) выплавляемой стали;
продолжительность между окончанием плавки и началом её вьтуо,ка в ковш или началом операций по корректировке плавки в агрегате, мин (константаг определяемая из практических данных);
-продолжительность корректировки в сталеплавильном агрегате, мин, определяемая из решения задачи Cl)-(9);
-продолжительность между окончанием операций по
корректировке в агрегате и началом выпуска стали в ковш, мин (константа определяемая из практических данных);
-продолжительность выпуска, мин, определяемая на практике состоянием ста- левыпускного отверстия
и прогнозируемая по продолжительности выпуска из агрегата предыду- щей плавки;
-продолжительность выдержки стали в ковше, мин.
определяемая из решения задачи (1)-(9); продолжительность транс- поргировки ковша к установке внепечной обработки, мин (константа,
Изобретение относится к области
правления технологическими процессаи в черной металлургии.
Целью изобретения является улучшеие качества стали и снижение затрат 5 а ее производство.
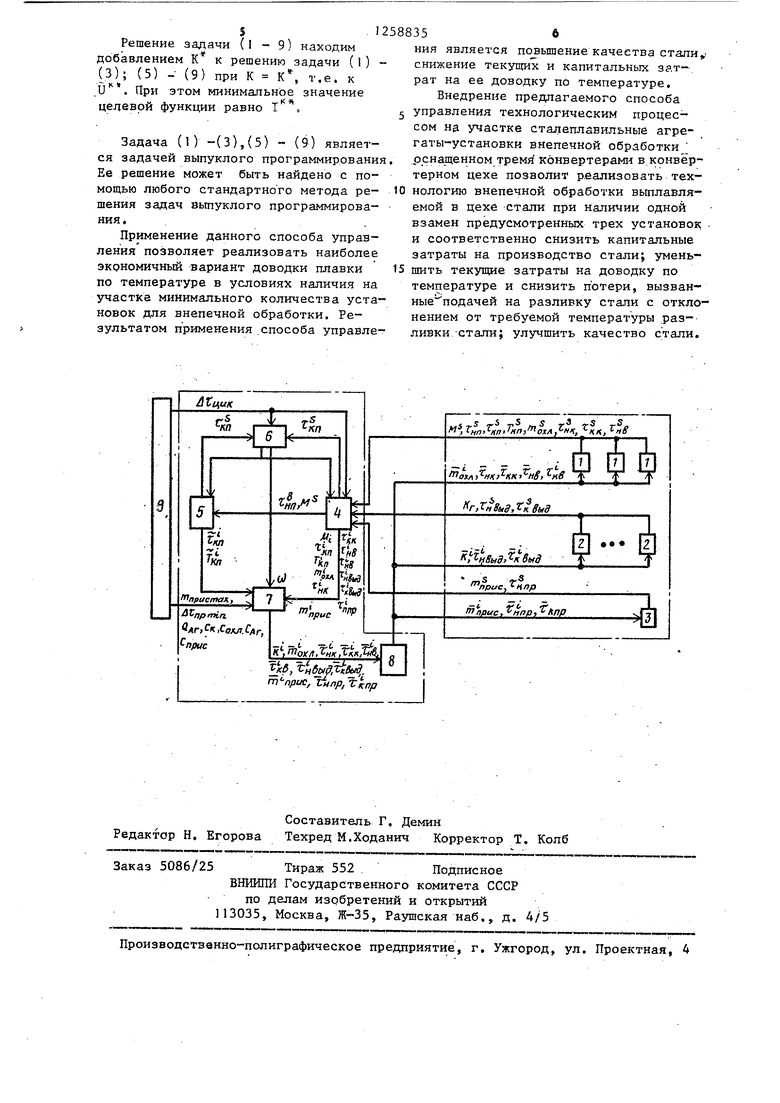
На чертеже изображена система упавления, с помощью которой осущестляется способ.
Блок-схема системы управления на Ш участке сталеплавильные агрегаты-установки внепечной обработки стали содержит сталеплавильные агрегаты 1, разливочные ковши 2, установку 3 вне- печной обработки, блок 4 определений 15 временных параметров работы сталеплавильных агрегатов, температуры окончания плавок, марок стали, наличия готовых к приему плавок ковшей, временных параметров прохождения ковша 20 с плавкой, временных параметров продувки, массы присадок, блок 5, прогнозирующий время .. и температуру Т окончания плавок, идущих в других агрегатах, блок 6 введения текущей 25 нумерации плавок, находящихся на участке, дающий команду для решения . очередной оптимизационной задачи, блок 7 решения оптимизационной зада- чи; информационное табло 8, по пока- зо зателям которого оператор управляет участком, систему 9 управления верх- него уровня, которая сообщает информацию одЧ , 1П„„„,. , лТ„„... , Q
р г
и охл
nPHCf O ПС.ГГ,.,
прис . Аг
AIРеализация системы управления осуществляется на участке в произвольный момеит времени, характеризующийся тем, что в одних сталеплавильных агрегатах идет плавка, а в других она окончена, например, в момент окончания очередной плавки имеется некоторое количество ковшей-, готовых/ к вьшуску в них плавок; имеется ус35
40
ределяемая из практических данных);
продолжительность продувки в ковше, мин, определяемая из решения задачи (1)-(9)„
-
5
Ш15 2025 зо / 35
40
тановка для внепечной обработки стали и другое технологическое оборудование (для ввода присадок в ковш и т.д.), необходимое для корректировки температуры стали в ковше.
Способ управления технологическим процессом на участке сталеплавильные агрегаты-установки внепечной обработки осуществляется следующим образом.
В блоке (4) системы управления технологическим процессом происходит систематическое определение временных параметров работы сталеплавиль- нь1х агрегатовг/ , Т;„ ,Т Дк - , температуры окончания плавок Т, соответствующих марок стали, готовых к приему плавок ковшей К, временных параметров работы к;овшей
л. S. |«- S
нВ
н. бкЗ
к.вйЭ
обработки 7 „р
и установки внепечной 1..„ . в этом же бло КПР
ке происходит запоминание, полученных параметров на времени д..
В блоке (5) на основе информации о времени начала, и марке М идущих плавок происходит прогнозирование времени и температуры окончания этих плавок t .и Т ; знак означает, что данный параметр прогнозируется.
В блоке (6) после окончания каждой очередной плавки осуществляется упорядочение всех идущих и окончившихся плавок по времени их окончания (реальному или прогнозируемому); исключение из рассмотрения тех плавок, которые по прогнозу закончатся на позже, чем только что закончившаяся, а также тех, после окончания которых пропто времени больше, чем ; такая нумерация (временная) оставшихся ке исключенными плавок (и соответствующих им сталеплавильных агрегатов) от 1 до п, согласно которой раньте окончившаяся
(окончится) плавка имеет больший номер i (на блок-схеме индекс S соот- ве-г ствует обычной нумерации плавок, а индекс i - временной нумерации); передача информации о временной ну мерации в блоки (4) и (З), где происходит замена индексов (s на 1) соответствующих параметров; вьщача команды блоку (7) на решение оптимизационной задачи для плавок с но- мерами от 1 до пс
На основе информации о временных и Температуриьрс параметрах, поступающей из блоков (4) и (5), информации о контактах 0,дГ„,„. .„,„,„„,, Cft СЛРИС С и команды, поступившей из блока (6), 6 блоке () происходит решение оптш-шзационной задачи по определению минимальных суммарных потерь и затрат на темпера турную доводку плавок на рассматриваемом участке.
Результаты решения оптимизационной задачи (помеченные черточкой над значением соответствующего параметра поступают на информационное табло ( 8), по показаниям которого оператором осуществляется управление рас- сматриваемым участком. TaK, i:J , i
i , гг
н6 ке.
14,
ох л
используются для уп-
равления сталеплавильными агрегатами; « пр СР й„р„ - для управления установкой внепечной обработки; К,
- для управления ковшами „
Z 1
н.
Нижний предел соотношения между числом установок и сталеплавильных агрегатов относится к условиям современных кислородно конвертерных.и ; электросталеплавилыйг ехов,имеющих кратное трем число сталеплавильных агрегатов. Верхний предел соотношени относится к современным мартеновским цехам, имеющим кратное пяти число мартеновских печей.Наиболее оптималь- ным числом установок при реализации предлагаемого способа управления является одна для цехов с двумя сталеплавильными агрегатами; одна-две - для конверторных и электросталепла- вильных цехов с тремя сталеплавильными агрегатами; две-три - для мартеновских цехов с пятью-девятью мартеновскими печами,
Математические выражения ()-(9) являются формализованным описанием правил управления операциями доводки стали по температуре.
5 10
5 20
25
30
5
0 5 0
5
Соотношение (1) требует минимизации суммарных затрат и потерь для всех рассматриваемых в данной задаче плавок на их доводку по температуре« Соотношегшя (2) и (З) показывают, из каких слагаемых состоят общие затраты и потери, приходящиеся на одну плавку, f ( , М) в соотношении (З) имеет как функция от Т одно- экстремальный характер с минимумом П при некотором Т ; эта зависимость, так же, как и само Т , определяется для каждой марки стали из практических данных.
Ограничение (4) означает, что выбор ковша осуществляется из множе- ств.а готовых к приему плавки ковшей.
Ограничение (5) означает, что продувка в ковше либо отсутствует, либо продолжается не менее некоторого rr,-m , необходимого для усреднения температуры стали в ковше. Ограничение (6) означает, что суммарная продолжительность всех операций доводки стали по температуре не должна пре- вьш1ать длительности цикла плавкил Ецик
Неравенство (7) характеризует последовательность во времени всех - операций доводки некоторой плавки по температуре.
Ограничение (8) означает, что масса присадок в ковще ограничена неко- .торой величиной, определяемой их технологическими характеристиками.
Ограничение (9) означает, что на одной установке внепечной обработки может в каждый момент находиться . только один ковш.
Задача (l)-(9) относится к классу параметрических задач выпуклого программирования с линейными ограничениями (З). Параметром в задаче является номер К, представляемого под слив плавки из сталеплавильного агрегата, причем (см. (4)) К К. Решение задачи осуществляется следующим образом.
Для фиксированного К, принадлежащего Kf, находится решение задачи (1) - (3), (5) - (9). Обозначим это. решение через U , а достигнутое зна- / чение целевой функции через I . .
Находим и и 1 для каждого . элемента множества К. ,
Определяем л е Кг, на котором достигается минимум 1 t.e, к SirgmmX ,,
Решение задачи (l - 9) находим добавлением К к решению задачи (1) - (3h (5) - (9) при К к, т.е. к ,0. При этом минимальное значение
К Н
целевой функции равно Т
Задача (О -(3),(5) - (9) является задачей выпуклого программирования Ее решение может быть найдено с помощью любого стандартного метода решения задач вьтуклого программирования.
Применение данного способа управления позволяет реализовать наиболее экономичный вариант доводки плавки по температуре в условиях наличия на участка минимального количества установок для внепечной обработки. Результатом применения .способа управлеСоставитель Г. Демин Редактор Н. Егорова Техред М.Ходанич Корректор Т. Колб
Заказ 5086/25 Тираж 552 . Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
58835б
ния является повышение качества стали снижение текущих и капитальных зе.т- рат на ее доводку по температуре.
Внедрение предлагаемого способа 5 управления технологическим процессом на участке сталеплавильные агрегаты-установки внепечной обработки оснащенном тремя конвертерами в конвертерном цехе позволит реализовать тех10 нологию внепечной обработки вьтлавля- емой в цехе стали при наличии одной взамен предусмотренных трех установок . и соответственно снизить капитальные затраты на производство стали; умень15 шить текущие затраты на доводку по температуре и снизить потери, вызван- ные подачей на разливку стали с отклонением от требуемой температуры разливки /стали; улучшить качество стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации теплового состояния металла перед разливкой | 1990 |
|
SU1788975A3 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1998 |
|
RU2139943C1 |
| Способ продувки расплава в подовом сталеплавильном агрегате | 1990 |
|
SU1750433A3 |
| Способ раскисления низкоуглеродистой стали | 1991 |
|
SU1792980A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДЛЯ АВТОЛИСТА | 1993 |
|
RU2068002C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2014 |
|
RU2575901C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 2002 |
|
RU2214458C1 |
| СПОСОБ ПОЛУЧЕНИЯ АВТОКУЗОВНОЙ СТАЛИ | 2010 |
|
RU2455367C2 |
| Способ производства электротехнической изотропной стали | 2021 |
|
RU2792901C1 |
| Явойский В | |||
| И., Левин С | |||
| А., Баптизманский В | |||
| И | |||
| и др | |||
| Металлургия стали | |||
| М.: Металлургия, 1973, с.816 | |||
| Лякишев Н | |||
| П., Шалимов А, Г, Сталь, 1980, № 5, с | |||
| Способ получения мыла | 1920 |
|
SU364A1 |
