Изобретение относится к электротехнической промышленности, а именно к области производства вакуумных и газонаполненных электрических печей сопротивления.
Целью изобретения является снижение металлоемкости и трудоемкости изготовления и повьшение надежности путем улучшения электрического контакта нагревательных элементов с то- 10 нами сопряжения % обратно пропор- коподводами и перемычками.
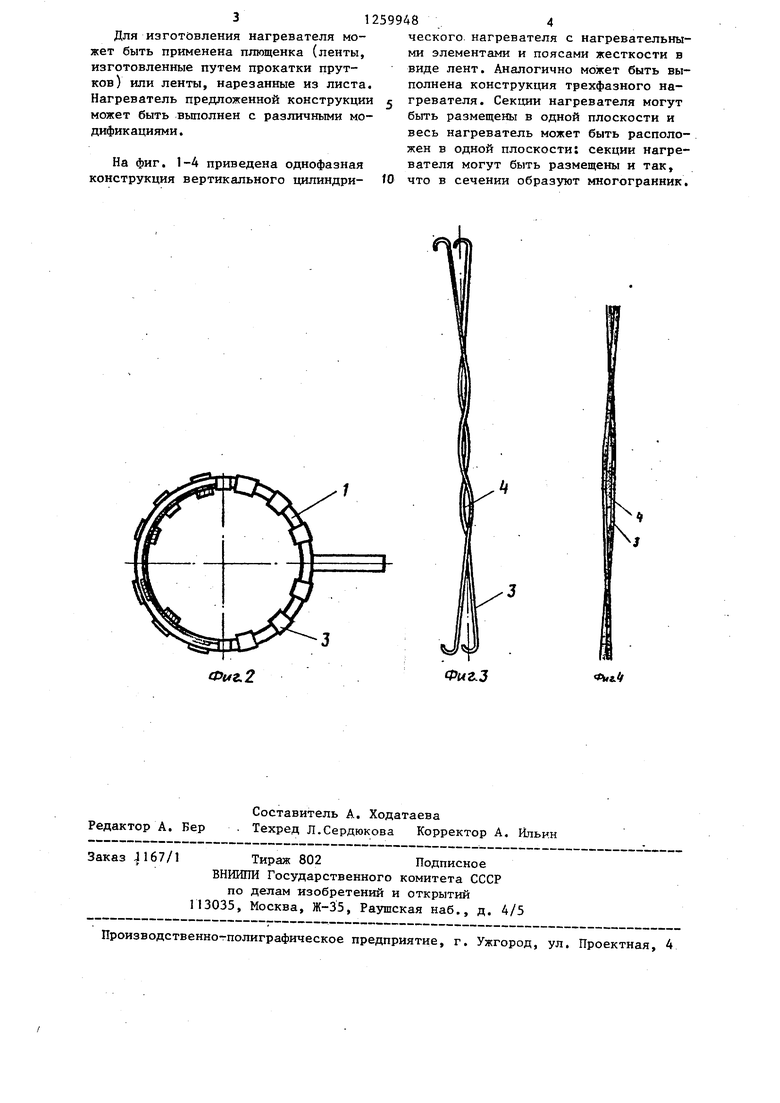
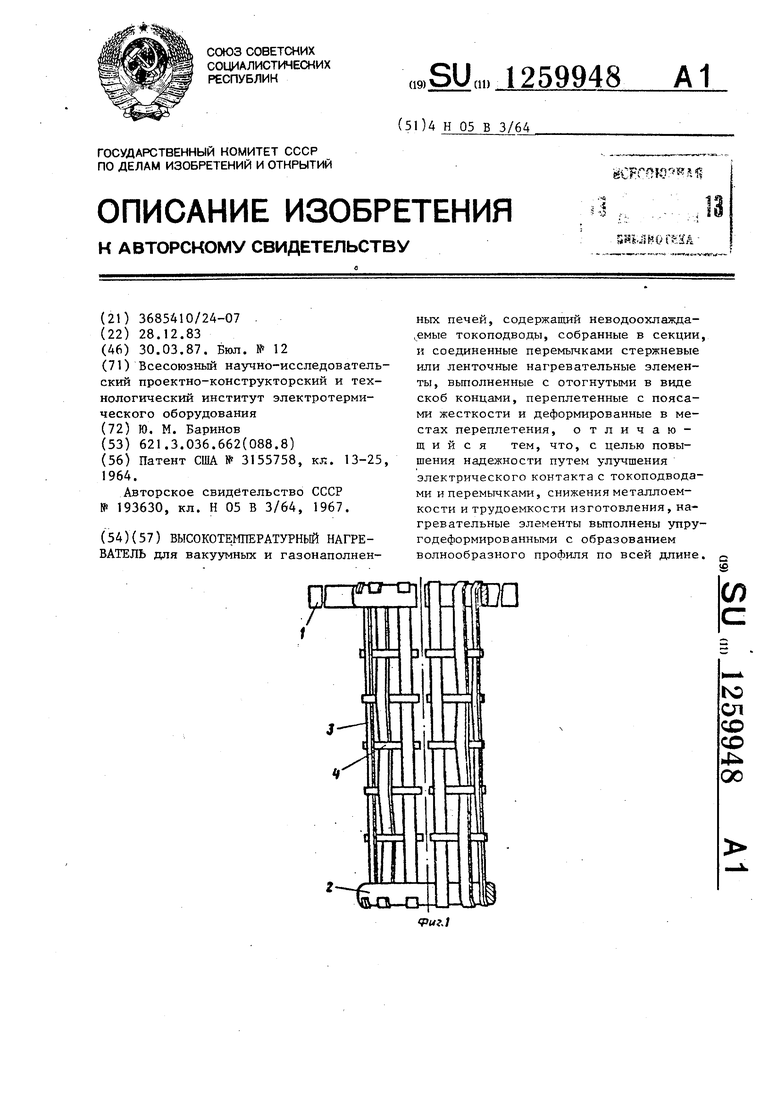
На фиг. 1 изображен описываемый нагреватель, обпщй вид; на фиг. 2 то же, вид сверху; на фиг. 3 - смонтированная секция перед сборкой с токоподводами и перемычкой; на фиг. 4 - узел переплетения нагревательных элементов с поясом жесткости.
Нагреватель содержит неводоохлаж- даемые токоподводы 1 и контактную перемычку 2, между которыми установлены нагревательные элементы 3 с помощью скоб, отогнутых на концах. Пояса жесткости 4 переплетены с элементами 3, в результате чего концы элементов 3 после сборки отклонены от образующей поверхности нагревателя. За счет упругой деформации нагревательных элементов при сборке секций нагревателя возникает усилие прижима их концов к токоподводам и перемычкам. Угол, под которым располагаются концы элементов 3 в собран- ном нагревателе перед сборкой его с токоподводами и перемычкой, зависит от расположения поясов жесткбсти .4 по длине нагревателя. Поэтому, перемещая пояса жесткости, можно изменять этот угол и следовательно, регулиро20
25
циональна жесткости детали.
В рассматриваемом нагревательном устройстве расстояние между поясами жесткости в раза и более превы- 15 шает расстояние между нагревательными элементами, т.е. расстояние между точками приложения усилия по длине нагревательных элементов в 2-3 раза и более больше, чем по длине поясов жесткости.
Поэтому, если пояса жесткости и нагревательные элементы выполнены из одного и того же профиля, деформация (стрела прогиба) нагревательных элементов будет в 8-27 раз и более .раз больше, чем у поясов жесткости.
При изготовлении поясов жесткости из профиля большей прочности соотношение прогиба нагревательных элементов и поясов жесткости будет еще больше.
Таким образом, путем установки поясов жесткости по длине нагрева- 35 тельного устройства на расстояниях друг от друга больших, чем расстояние между нагревательными элементами, а также в случае необходимости путем изготовления- поясов жесткости. из профиля большей прочности, чем прочность нагревательных элементов в процессе сборки нагревательного устройства достигается упругая деформация нагревательных элементов при сохранении формы поясов жесткости.
30
40
обеспечивает повьшение надежности электрического контакта с токоподводами и контактной перемычкой.
Кроме того,.упругая деформация
нагревательных элементов 3 создает усилие прижима их к поясам, жесткости. Возникающая при этом сила трения обеспечивает дистационирование нагревательных элементов 3 и предотвращает деформацию их под действием параллельно протекающих токов.
В предлагаемом нагревателе упругой деформации в процессе сборки подвергаются нагревательные элементы 3, а пояса жесткости 4 сохраняют свою первоначальную форму или деформируются столь незначительно, что это практически не отражается на их форме и
на геометрии нагревательного устройства.
В местах сопряжения нагревательные элементы и пояса жесткости воздействуют друг на друга с одинаковым усилием. Величина деформации(стрела прогиба) каждой сопряженной детали прямо пропорциональна кубу расстояния между т очками приложения усилия (точнами сопряжения % обратно пропор-
циональна жесткости детали.
В рассматриваемом нагревательном устройстве расстояние между поясами жесткости в раза и более превы- шает расстояние между нагревательными элементами, т.е. расстояние между точками приложения усилия по длине нагревательных элементов в 2-3 раза и более больше, чем по длине поясов жесткости.
Поэтому, если пояса жесткости и нагревательные элементы выполнены из одного и того же профиля, деформация (стрела прогиба) нагревательных элементов будет в 8-27 раз и более .раз больше, чем у поясов жесткости.
При изготовлении поясов жесткости из профиля большей прочности соотношение прогиба нагревательных элементов и поясов жесткости будет еще больше.
Таким образом, путем установки поясов жесткости по длине нагрева- тельного устройства на расстояниях друг от друга больших, чем расстояние между нагревательными элементами, а также в случае необходимости путем изготовления- поясов жесткости. из профиля большей прочности, чем прочность нагревательных элементов в процессе сборки нагревательного устройства достигается упругая деформация нагревательных элементов при сохранении формы поясов жесткости.
Выполнение нагревательных элемен«
тов и поясов жесткости из лент ведет к уменьшению наружного диаметра нагревателя по сравнению с нагревателем из стержней (прутков), уменьшению габаритов теплоизоляции и снижению потерь тепла, уменьшению габаритов печи в целом, т.е. применение ленточных нагревателей уменьшает расход электроэнергии, снижает материалоемкость электропечи
12599484
ческого нагревателя с нагревательными элементами и поясами жесткости в виде лент. Аналогично может быть выполнена конструкция трехфазного нагревателя. Секции нагревателя могут быть размещеШ) в одной плоскости и весь нагреватель может быть расположен в одной плоскости; секции нагревателя могут быть размещены и так, конструкция вертикального цилиндри- tO что в сечении образуют многогранник.
Для изготйвления нагревателя может быть применена плющенка (ленты, изготовленные путем прокатки прутков) или ленты, нарезанные из листа. Нагреватель предложенной конструкции может быть выполнен с различными модификациями.
На фиг. 1-4 приведена однофазная
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1986 |
|
SU1344458A1 |
| СПОСОБ СБОРКИ СОСТАВНЫХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2185905C2 |
| ГИБКИЙ ТОКОПОДВОД, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ НАСЫЩЕНИЯ ЕГО ПИРОУГЛЕРОДОМ | 1991 |
|
RU2031548C1 |
| Устройство для местной вулканизации конвейерных лент | 1982 |
|
SU1052415A1 |
| УЗЕЛ СОПРЯЖЕНИЯ ОБВЯЗКИ РАМЫ И БОКОВОЙ ИЛИ ТОРЦЕВОЙ ПАНЕЛИ КУЗОВА ПОЛУВАГОНА ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2357884C2 |
| Многослойная панель | 1985 |
|
SU1276776A2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2333554C2 |
| ПОГЛОЩАЮЩАЯ ПАНЕЛЬ СОЛНЕЧНОГО КОЛЛЕКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2177120C1 |
| МЕМБРАННЫЙ ЭКРАН ПАРОВОГО КОТЛА | 2018 |
|
RU2668048C1 |
| Способ армирования предварительно напряженных конструкций пролетных строений | 1985 |
|
SU1399434A1 |
Ч 3
Ф1лг.2
Редактор А. Бер
Составитель А. Ходатаева
Техред Л.Сердюкова Корректор А, Ильин
4167/1
Тираж 802Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.3
| Патент США № 3155758, кл | |||
| Насос | 1917 |
|
SU13A1 |
| 0 |
|
SU193630A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
