Ит(1(1ретенис относится к механи- Ч1ч:кои обработке металлов давлением листового материала в валках профи- легибочног о стана и предназначено для использования при изготовлении гнутых профилей, преимущественно с вертикальными полками (швеллеров), в металлургии, машиностроении и строительной отрасли промьтшенности.
Целью изобретения является улучшение качества профилей путем устранения поперечного искривления полок и сокращение количества технологических переходов.
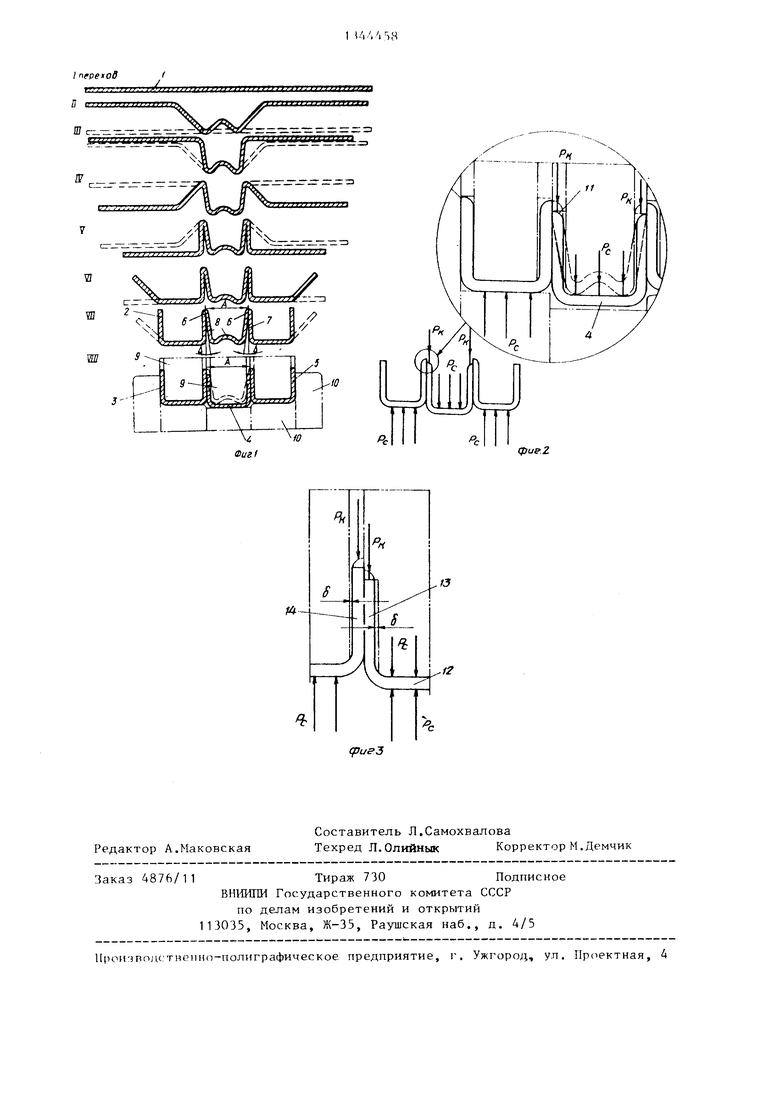
На фиг. 1 показана схема формования и разделения профилей, на фиг. 2 - схема приложения дополнительных сил к кромкам будущих одинарных профилей; на фиг. 3 - схема ограничения прогиба сжимаемых полок с внутренней их стороны.
При изготовлении профилей, например швеллеров, из заготовки 1, ширина которой кратна суммарной ширине разверток нескольких одинарных профилей, во II-VII переходах формуют составной профиль 2, составленный из будущих одинарных профилей 3-5, сопряженных между собой в местах будущих кромок 6. В составном профиле 2 будущий одинарный (средний) профиль 4 выполняются с недог- нутыми на угол Л 5-8° полками 7 при заданном расстоянии А между KpoMKaNni 6 и зад.анной длине развертки искривленной стенки 8.
В VIII переходе производится разделение составного профиля 2 на o i: дельные профщти 3, 4 и 5 путем смещения профиля 4 в калибре валков 9 и 10 по oTHomeHliio к профилям 3 и 5 при одновременной догибке полок 7 на угол выпрямлением вьшеупомяну- той искривленной стенки 8. Усилия Pj. для разделения составного профиля 2 на од1П1арные 3, 4 и 5 прикладывают к смежным с разделяемыми полками участкам - к стенкам профилей, приче к профилям 3 и 5 с наружной стороны п направлении кромок, а к среднему профилю 4 - с внутренней стороны в направлении от кромок 7 к стенке 8.
Для улучшения условий разделения профилей одновременно с приложением усилий Р для сдвига к стенкам про- Фигп.п в направлении сдвига приклады- накч дрпочнительные усилия Р, к
0
Ь
кромкам 11 среднего профиля 4 (при этом средний профиль 4 с недогнуты- ми полкамУ 7 и искривленной стенкой 8 смещается в направлении стенки и доформовывается), а доформованные смежные со средним профилем 3 и 5 выдерживают на уровне формовки, Таким образом, в результате совмещения операции сдвига с пластическим изгибом мест сопряжения будущих одинарных профилей составной профиль 2 разделяется. Во время сдвига среднего профиля 4 его искривленная стенка
5 8 вьтрямляется и достигает заданной ширины, а полки 7 догибаются до заданного угла, обеспечивая пластический изгиб мест сопряжения 6 полок будущих одинарных профилей. При этом выпрямленная стенка 12 может дополнительно правиться в калибре валков.
Прогиб сжимаемых при разделении полок 6 и 12 ограничивают с внутренней их стороны в пределах упругих деформаций. Для этого внутрь профиля вводят дисковый элемент валка с зазором .
Пример. При изготовлении швеллеров 32x32x2 мм из стали Ст. 3 на
Q профилегибочном агрегате 1 - 4x50 - 300 ширина заготовки принята кратной суммарной ширине разверток трех одинарных профилей (В jpi- 270 мм) . Составной профиль формовали с заданными размера№1 входящих в него одинарных профилей. Режим подгибки полок О - 45 - (84) 90. Скорость профилирования 0,7 м/с. При этом полки среднего профиля недогибали на 6, а стенку прогибали внутрь профиля. Величина прогиба стенки составляла 5 мм и определялась из условия постоянства ширины ее развертки по переходам и уменьшения ее габаритной ширины для обеспечения заданного
(равного конечному) расстояния при
f С недеформированных на угол о полках.
Для получения составного профиля по описанному способу потребовалось 7 технологических переходов.
Разделение составного профиля производили в последнем 8-ом технологическом переходе путем сдвига среднего недеформированного профиля относительно отформованных, но связанных со средними перемычками у кромок.
При этом места сопряжения полок (перемычки) пластически изгибали в
0
0
5
5
3
резул1зтате подг ибки полок среднего профштя на заданные углы и выпрямления стенки, что способствовало разделению составного профиля при минимальных энергозатратах и хороше качестве профилей.
Для предупреждения поперечного искривления полок периферийных профилей, сжимаемых при разделении составного профиля на одинарные, с внутренней стороны профилей прогиб ограничивается в пределах упругих деформаций регламентированным зазором d между полкой и дисковым элементом валка ( с/ принимается равным 0,5 мм).
Профили, изготовленные согласно изобретению, характеризуются стабильностью геометрических размеров, не выходящих за пределы допускаемых по ГОСТу отклонений без смятия и заусенцев на кромках. Полки и стенка профиля характеризовались прямолинейностью. Поперечный прогиб не превышал 0,3 мм.Угол скручивания на готовом профиле составлял до 0,5 мм а стрела прогиба - 0,5 мм на один метр длины.
Как показали исследования, предлагаемый способ в срав1гении с из- вестным позволяет улучшить качество профилей за счет уменьшения поперечного искривления полок, обеспечивает получение профилей с поперечным прогибом полок до 0,3 мм, в то время как по известному спос обу поперечный прогиб достигает 1 мм и Bhmje, сокращается количество технологических переходов на 10-20% и на 20-30% уменьшаются энергозатраты на фор- мовку.
Использование изобретения при изготовлении гнутых профилей позволит организовать промышленное их производство многониточньгм способом в ме- таллургии, машиностроении, строительной отрасли промышленности на существуюиюм оборудовании.
Экономический эффект от использования изобретения будет получен от применения многониточного изготовления гнутых профилей.
Формула из о О р е т г и и
1 . Способ изг отовления гнутых прфилей преимущественно с вертикальными полками типа швеллеров, включаю- щай формообразование составного профиля из заготовки, ширина которой кратна суммарной ширине разверток нескольких одинарных профилей, и продольное его разделение сдвигом на одинарные профили, отличающийся тем, что, с целью улучшения качества профилей путем уменьшения поперечного искривления полок, первоначально формообразуют составной профиль с полкам, образующими элементы двойной толщины, у которого из двух смежных одинарных профиле по крайней мере один формл ют с не- догнутыми на угол 5-8 полками и искривленной стенкой, а затем прои з- водят разделение составного профиля на одинарные за счет вертикального относительного смещения одинарных профилей при одновременной догибке полок путем выпрямления искривленной стенки.
2j Способ по п. 1, отлича- 10 щ и и с я тем, что при разделенгп составного профиля ус1шия сдвига прикладывают к стенкам профилей.
3.Способ по пп. 1 и 2, о т л и- чающийся тем, что при разделении составного профиля к одинарным профилям, сдвигаемым в направлении их стенки, одновременно с приложением усилий к стенкам прикладывают усилия к кромкам.
4.Способ по п. 1, о т л и ч а ю- щ и и с я тем, что при разделении составного профиля одинарные профили с недогнутыми полкам и искривленной стенкой смещают в направлении их стенки, а деформированные профили вьщерживают на уровне формовки.
5.Способ по пп, 1-4, отличающийся тем, что при разделении составного профиля сжимаемые полки ограничивают с их в}1утренней стороны в пределах стрелы прогиба при упругой деформап 1и.
Ю
фие.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления замкнутых профилей | 1991 |
|
SU1775202A1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1201020A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299645A1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2222402C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Способ изготовления замкнутых профилей коробчатого типа | 1987 |
|
SU1498577A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| Способ формовки швеллерных профилей | 1983 |
|
SU1162520A1 |
Изобрегение относрпся к обработке металл( в давлением листового материала в валках профипегибочиого стана и предназначено для иснользо- вания при изготов.черши гнутых профилей нреимуше ственьго с вертикальными полками в металлургии, машиностроении и строитол1э(;-тве. Пелью изобретения является улучшение качества профилей путем устранения поперечного искривления псхпок и уменьшения количества технологических переходов Первоначально из заготовки, ширина которой кратна суммарной ширине разверток нескольких одинарных профи- лер1, формуют составной профиль, составленный из будущих одинарных профилей, сопряженных между собой в местах будущих кромок. В составном профиле будущий одинарный средний профиль выполняется с недогнутыми полками на угол, равный 5-8° при заданном расстоянии между его кромками. Разделение составного профиля на отдельные профили осуществляют путем смещения среднего профиля по отношению к сопряженным с ним профилям в вертикальной плоскости. Усилия для разделения составного профиля прикладывают к стенкам профилей и к кррм- кам среднего профиля. При этом средний профиль смещается с уровня формовки, а смежные с ним профили выдерживаются на уровне формовки. Способ реализуется в валках профилеги- бочногр стана. 4 з.п. ф-лы. 3 ил. С сл СП ОО
1J
Редактор А.Маковская
Составитель Л.Самохвалова
Техред Л.Олийньас Корректор М.Демчик
Заказ 4876/11Тираж 730Подписное
BHliHIIH Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Ирои-зподствопно-полиграфическое предприятие, г, Ужгород, ул. Проектная, А
5
13
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
