Изобретение относится к сварочному производству, в частности к устройствам для коммутации сварочного источника питания автоматического ограничения напряжения холостого хода.
Цель изобретения - повышение надежности в работе путем обеспечения самоконтроля элементов устройства.
На чертеже изображена принципиальная схема устройства для включения и защитного отключения сварочной установки.
Устройство включает в себя блок 1 питания, контактор 2 (семистор) вторичной цепи сварочной установки, контактор 3 (семистор) первичной цепи сварочной установки, бесконтактное реле 4 времени, блок 5 управ- ления, нагрузочное сопротивление - лампочку 6.
Блок 1 питания (управления семисто- ром 2) предназначен для питания устройства и поддержки на электроде дежурного напряжения не более 12 В и состоит из вспо- могательного трансформатора 7 и выпрямительного моста 8.
Силовые контакторы 2 и 3 предназначены для включения и защитного отключения как первичной, так и вторичной цепей сварочной установки и состоят из силовых се- мисторов 2 и 3.
Бесконтактное реле 4 времени предназначено для автоматической блокировки контактора 3 первичной цепи источника питания и выдержки времени на его отключение при разрыве сварочной дуги. Реле времени состоит из настроечных потенциометров 9 и 10, конденсатора 11, диода 12 и маломощного тиристора 13.
Дополнительный трансформатор 14 и листовой выпрямитель 15 (мост) входят в блок 5 управления, предназначенный для формирования управляющих импульсов на семисторе 3.
Нагрузочное сопротивление 6 предназначено для нагрузки холостого хода источника 16 питания при разрыве сварочной дуги и работе реле 4 времени. Позицией 17 обозначен электрод, позицией 18 - деталь. При включении устройства в сеть на вторичной обмотке вспомогательного трансформатора 7 в блоке 1 питания появляется дежурное напряжение 12 В, которое выпрям- ляется выпрямительным мостом 8.
Конденсатор 11 в реле 4 времени начинает заряжаться, и на управляющий электрод тиристора 13 подается напряжение, отпирающее последний. Цепь - плюс моста 8, управляющий электрод семистора 2, катод семистора 2, анод, катод тиристора 13, минус моста 8 - замыкается. При этом контактор 2 открывается. В то же время в первичной катущке трансформатора 14 также появляется напряжение, которое через вторич- ную катущку и мост 15 блока 5 управления выдает управляющий сигнал открытия на семистор 3, который открывается, и на ис
5
0
0
о 5
точник 16 питания подается рабочее напряжение. Во вторичной цепи сварочной установки устанавливается напряжение холостого хода, этот процесс регистрирует сопротивление 6, в качестве которого установлена электролампочка, цепь которой через катод семистора 2, анод, катод тиристора 13 замыкается. Через некоторое время, которое регулируется потенциометрами 9 и 10, конденсатор 11 заряжается, время окончания зарядки обуславливает перекрытие подачи управляющего сигнала на тиристор 13, и он закрывается. Цепь управления семистора 2 разрывается: он закрывается, на выходах моста 8 исчезает нагрузка и тем самым в первичной цепи трансформатора 14 также отсутствует напряжение, блок 5 не выдает управляющего сигнала и контактор 3 закрывается, сварочная установка обесточивается.
При первичном включении в сеть происходит проверка работы всего устройства, при этом происходит единичное включение и выключение контакторов 2 и 3, о котором сигнализирует лампочка 6, на время задержки реле 4 времени, что свидетельствует о том, что прибор исправен и готов к работе. Лампочка 6 зажигается с одновременным открытием и закрытием семисторов 2 и 3 только один раз, на разрыве цепи 17-18 устанавливается дежурное напряжение в 12 В.
При касании электродом 17 детали 18 цепь управления семистора 2 - плюс моста 8, управляющий электрод, катод семистора 2, электрод 17, деталь 18, сопротивление 6, минус моста 8 - замыкается, и он открывается.
Так как выходы моста 8 замкнуты, на первичную обмотку трансформатора 14 подается напряжение, которое трансформируется, выпрямляется мостом 15, и на управляющий электрод семистора 3 поступает сигнал открытия - он открывается, источник 16 питания подает напряжение на электрод - деталь, и происходит процесс сварки. При касании электродом детали происходит мгновенная разрядка конденсатора 11, и реле времени готово к своему циклу задержки.
При технологическом разрыве вторичной цепи сварочной установки (например работа вертикальным или потолочным щвом), при отрыве электрода от детали конденсатор 11, реле времени тут же начинают заряжаться, при этом на управляющий электрод тиристора 13 подается сигнал открытия, он открывается и цепь управления семистором 2 через плюс моста 8, управляющий электрод, катод семистора 2, тиристор 13, минус моста 8 остается сохраненной, во время технологического разрыва устройство работает, сохраняя все свои рабочие характеристики.
При разрыве цепи электрод - деталь больще времени технологического разрыва, необходимого на прерывистую работу сваркой, конденсатор, зарядившись до заданного предела, отключает цепь управления электрода тиристора 13, цепь управления тиристором разрывается, семистор 2 закрывается, на выходах моста 8 исчезает нагрузка, вследствие чего блок 5 не выдает управляющего сигнала на семистор 3, и источник отключается от питания, но на разрыве
электрод - деталь сохраняется дежурное напряжение 12 В (при этом конденсатор 11 заряжен).
Изобретение позволяет упростить цикличность работы всего устройства, обеспечивает самоконтроль элементов, что значительно повышает надежность.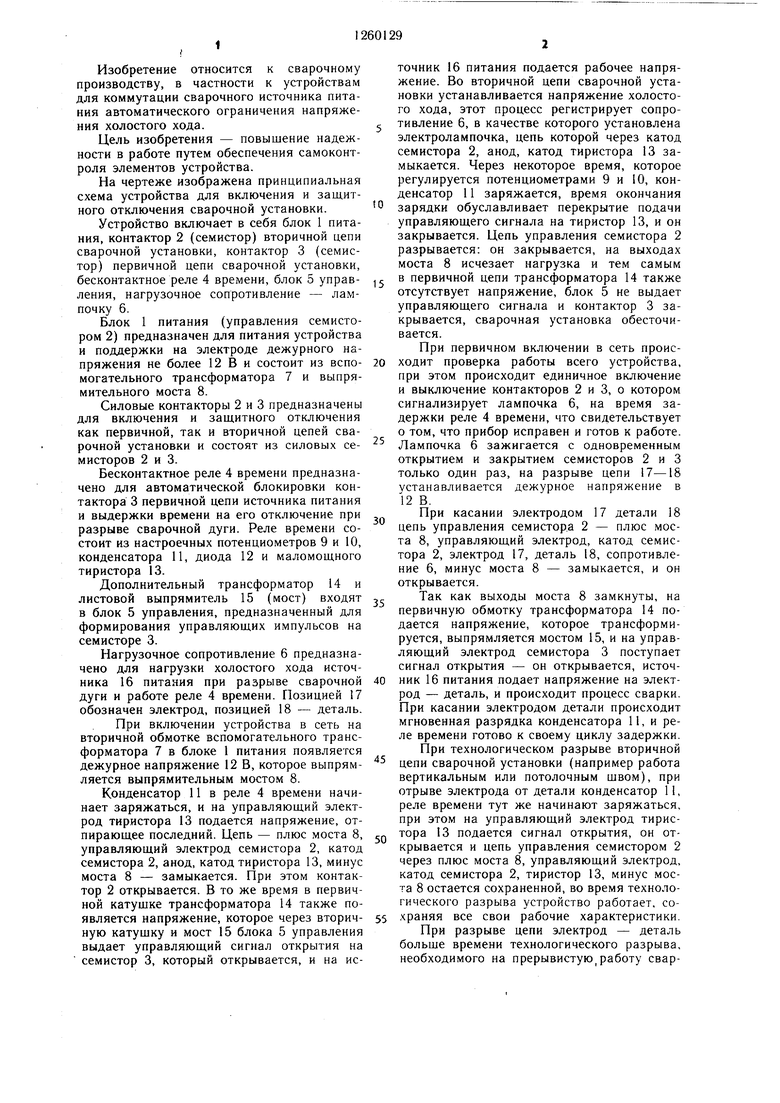
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты установок от перегрева и воспламенения | 1982 |
|
SU1023369A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1974 |
|
SU569412A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПРОЦЕССОМ ВИБРОФОРМОВАНИЯ ЯЧЕИСТОБЕТОННОЙ СМЕСИ | 1992 |
|
RU2027589C1 |
| Участок сети наружного освещения с защитой от аварийных режимов | 1990 |
|
SU1785061A1 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2015 |
|
RU2591055C1 |
| Контактор переменного тока с бездуговой коммутацией | 1983 |
|
SU1128299A1 |
| Машина для контактной сварки | 1990 |
|
SU1756068A1 |
| Система наружного освещения | 1988 |
|
SU1721847A1 |
| Устройство для включения контактора со стабилизацией рабочего тока катушки | 1980 |
|
SU951457A1 |

| Автомат для ограничения холостого хода электросварочных аппаратов | 1947 |
|
SU78055A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автоматический ограничитель холостого хода сварочных трансформаторов | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., ЦБТИ, 1971. | |||
