1
Изобретение относится к сварочному производству и может быть использовано при изготовлении неплавящюсся электродов без контактной сварки плавлением алюминия и его сплавов.
Цель изобретения - улучшение свойств электрода для использования при сварке алюминия и его сплавов.
Указанная цель достигается тем.
что материал неплавящегося электро- да для контактной сварки металлов плавлением, содержащий тугоплавкий металл YIB группы периодической системы, никель и муллит, дополнительно содержит нитрид алюминия и бориды металлов , хрома и(или) циркония при следующем соотношении компонентов, мас.%:
Тугоплавкий металл
, YIB группы перио-
дической системы 12-22 Муллит. 7-12
Нитрид алюминия 25-35 Никель . 0,2-0,8 Борид титана и(ш1и)
борид циркония и(или) двойной борид титана и хрома Остальное Введение в материал электрода значительных количеств онитрида алюминия и боридов металлов титана, хрома и{или). циркония (TiB, ZrBj, (Ti,Сг)В2),химически инертных,не смачиваемых или слабо смачиваемых расплавами и его сплавов,позы- шает химическую стойкость и износостойкость электродов, а также уменьшает налипание свариваемьпс материалов на электрод. Увеличение содержания неэлектропроводных ком- понентов (нитрида алюминия совместно с муллитом), а также уменьшение содержания тугоплавких металлов, обладающих наименьшим электросопротивлением, увеличивает электросопротив- ление электродов.
Термостойкость - важная эксплуатационная характеристика электродов, изготовленных из материалов на основ тугоплавких соединений, - имеет тен- денцию к снижению при уменьшении содержания в материале металлических компонентов и муллита. W и Мо обладают высокой прочностью и низким значением коэффициента термического рас ширения и в чистом виде имеют практи чески неограниченную термостойкость. Повышение термостойкости в данном ма552
териале достигается за счет замены менее термостойких компонентов (нитридов металлов VIB группы периодической системы) более термостойкими - нитридом алюминия и боридами титана, хрома и циркония. Они имеют меньший коэффициент термического расширения, а бориды, кроме того, обеспечивают большую прочность связи между фазами (компонентами) за счет более высокой степени их взаимодействия.
Предельные значения содержания тугоплавкого металла в материале установлены в связи с тем, что при содержании металла меньше 12% резко уменьшаются термостойкость электродов, а более 22% - химическая стойкость, краевой угол смачивания и - удельное электросопротивление. Пределы содержания муллита и никеля являются оптимальными для достижения высокой плотности электродов при спекании. При содержании AIN менее 25% существенно уменьшается химическая стойкость, краевой угол смачивания и термостойкость.Пределы содержания A1N являются также оптимальными с целью обеспечения требуемого удельного электросопротивления материала.
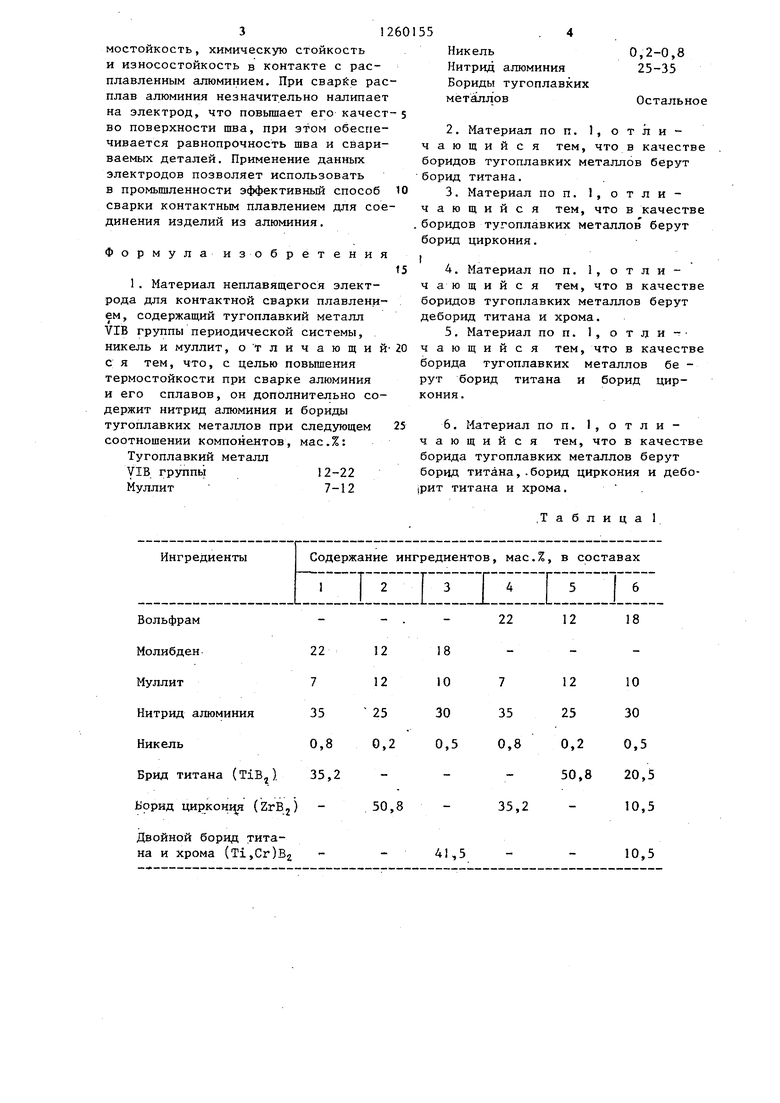
В табл. 1 приведены примеры количественного соотношения ингредиенто материалов, из которых готовят неплавящиеся электроды (стержни (2 8 мм и длиной 45 мм с плотностью 0,97-0,98)
Изготовление электродов осуществляют следующим образом.
Смеси порошков указанных ингредиентов подвергают совместному мокрому размолу до получения порошка со средним размером частиц 1-3 мкм, смешивают с пластификатором, прессуют при давлении 150 МПа и спекают в среде азота при 1900-1950 С в течение 15-30 мин в тиглях из TiBj в засыпкр. крупного порошка TiN.
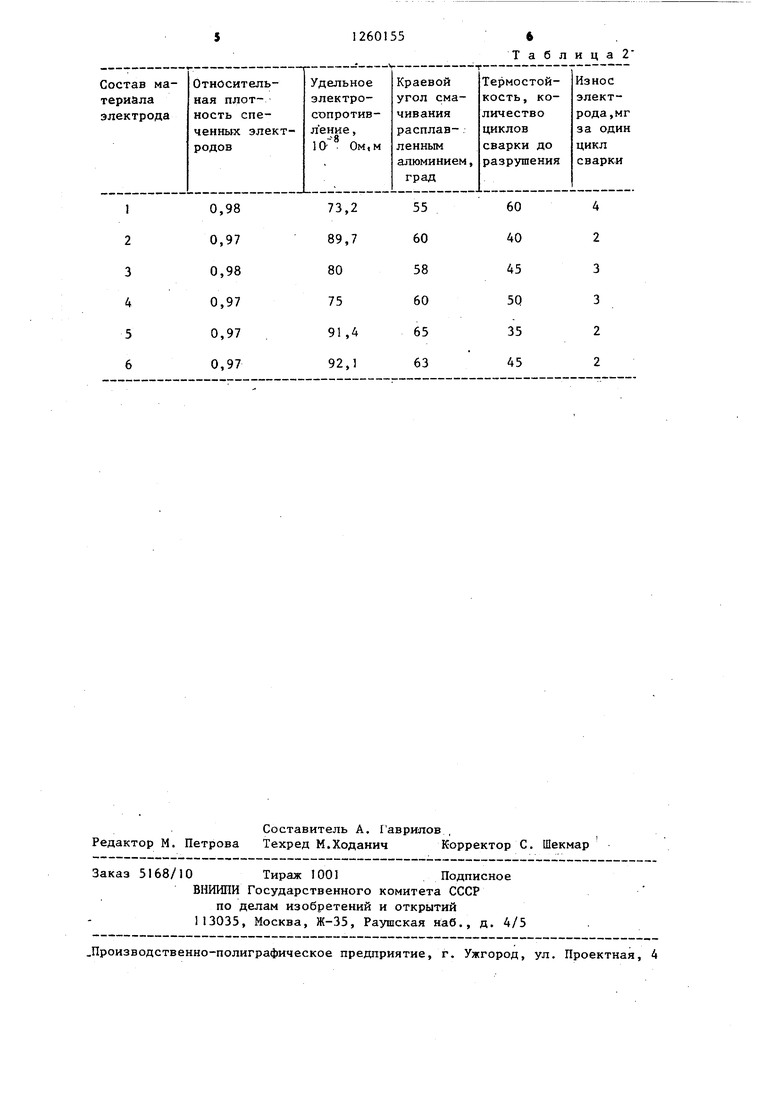
При испытаниях электродов фиксируют их плотность, краевой угол смачивания расплавленным алюминием (при в среде аргона), термостойкость при сварке алюминиевьк образцов (количество циклов сварки), величину износа и качество сварных швов. Результаты испытаний приведены в табл. 2.
Как видно из табл. 2, электроды из предлагаемого материала имеют улучшенные свойства: более высокое удельное электросопротивление, тер31260
мостойкость, химическую стойкость и износостойкость в контакте с расплавленным алюминием. При сварйе расплав алюминия незначительно налипает на электрод, что повышает его качест-5 во поверхности шва, при этом обеспечивается равнопрочность шва и свариваемых деталей. Применение данных электродов позволяет использовать в промьш1Ленности эффективный способ Ю сварки контактным плавлением для соединения изделий из алюминия,
Формулаизобретения
15
1. Материал неплавящегося электрода для контактной сварки плавлением, содержащий тугоплавкий металл VIB группы периодической системы, никель и муллит, о Т л и ч а ю щ и й- 20 с я тем, что, с целью повьппения термостойкости при сварке алюминия и его сплавов, он дополнительно содержит нитрид алюминия и бориды тугоплавких металлов при следующем 25 соотношении компонентов, мас.%:
Тугоплавкий металл
VIB. группы12-22
Муллит 7-12
Вольфрам
Молибден
Муллит
Нитрид алюминия
Никель
Брид титана (TiBj). 35,2
Ьорид цирконг я (ZrBj)
Двойной борид титана и хрома (Т1,Сг)В2
155
Никель
Нитрид алюминия
Бориды тугоплавких
метгшлов
2.Материал по п, 1, отличающийся тем, что в качестве боридов тугоплавких металлов берут борид титана.
3.Материал поп. 1, отличающийся тем, что в качестве
.боридов тугоплавких металлов берут борид циркония.
I
4.Материал по п. 1, о т л и чающийся тем, что в качестве боридов тугоплавких металлов берут деборид титана и хрома.
5.Материал по п. 1, о т л и - чающийся тем, что в качестве борида тугоплавких металлов бе - рут борид титана и борид циркония.
6.Материал по п. 1, о т л и - чающийся тем, что в качестве борида тугоплавких металлов берут борид титана,.борид циркония и дебо- 1рит титана и хрома. .
,Т а б л и ц а 1
22
12
18
41,5
10,5
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал неплавящегося электрода | 1982 |
|
SU1080945A1 |
| Материал неплавящегося электрода | 1979 |
|
SU825300A1 |
| Материал неплавящегося электрода | 1981 |
|
SU1031701A1 |
| ЭЛЕКТРОД АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА (ВАРИАНТЫ) | 2015 |
|
RU2660448C2 |
| Композиционная проволока для наплавки алюмоматричного интерметаллидного сплава | 2020 |
|
RU2766942C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2310627C1 |
| ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2006 |
|
RU2337798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТЧАТОГО ЭЛЕКТРОДА И СЕТЧАТЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОИЗВОДСТВА | 1992 |
|
RU2094513C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ КВАЗИКРИСТАЛЛИЧЕСКОГО СПЛАВА СИСТЕМЫ Al-Cu-Fe | 2021 |
|
RU2781329C1 |
Изобретение относится к области сварки и позволяет улучшить термостойкость неплавящихся электродов при контактной сварке плавлением алюминия и его сплавов. Неплавящийся электрод имеет следующий состав, мас.%: тугоплавкий металл YIB группы периодической системы 12-22, муллит 7-12, никель 0,2-0,8, иитрид алюминия 25-35, бориды тугоплавких металлов - остальное. При сварке данными электродами расплав алюминия .незначительно налипает на электрод, что повышает качество поверхности шва. 5 з.п. ф-лы, 2 табл.Ч (Л с
| Амосов В.М | |||
| и др | |||
| Электродные материалы на осрове тугоплавких металлов | |||
| М.: Металлургия, 1976, с | |||
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
| Материал неплавящегося электрода | 1982 |
|
SU1080945A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
